1.本发明涉及一种模块化设计的驱动定子。
背景技术:
2.目前,同一系列(相同机座号)的驱动定子因功率、转速及转矩要求不一样,如完全按照传统要求设计实施,一种型号驱动设计一套图纸,将造成驱动定子、零件和部件种类过于繁多,不利于加工生产和质量管控,同时造成驱动定子制造、测试成本的大幅增加。
技术实现要素:
3.本发明其目的就在于提供一种模块化设计的驱动定子,以解决上述背景技术中的问题,通过减少驱动定子零部件种类,满足驱动定子不同功率、转速及转矩的要求,便于规模化生产,降低制造成本。
4.为实现上述目的而采取的技术方案是,一种模块化设计的驱动定子,包括机壳部件,所述机壳部件内设有铁芯部件,铁芯部件的齿槽内嵌有绕组线圈和霍尔位置检测元件,所述铁芯部件的端部分别设有绕组引出线和霍尔引出线,所述绕组引出线与绕组线圈的端部通过焊接连接,所述霍尔引出线与霍尔位置检测元件通过焊接连接;所述机壳部件由多个机壳模块叠加固定成型,所述铁芯部件由1片定子绝缘端片、至少1个定子铁芯模块、1个霍尔铁芯模块和1片霍尔绝缘端片依次叠压成型,所述定子铁芯模块由多片定子铁芯冲片叠压成型,所述霍尔铁芯模块由多片霍尔铁芯冲片叠压成型。
5.进一步,所述机壳部件由多个机壳模块通过固定螺钉叠加固定成型。
6.进一步,所述铁芯部件由1片定子绝缘端片、至少1个定子铁芯模块、1个霍尔铁芯模块和1片霍尔绝缘端片通过环氧树脂胶依次叠压成型,所述定子铁芯模块的叠加数量根据输出特性确定。
7.进一步,所述定子铁芯模块由多片定子铁芯冲片通过环氧树脂胶叠压成型,定子铁芯冲片的数量由定子铁芯模块的厚度确定。
8.进一步,所述霍尔铁芯模块由多片霍尔铁芯冲片通过环氧树脂胶叠压成型,霍尔铁芯冲片的数量由霍尔铁芯模块的厚度确定。
9.有益效果与现有技术相比本发明具有以下优点。
10.本发明所述的驱动定子通过模块化设计,更好的提升生产加工的效率,提高加工质量,降低加工成本,便于建立标准的流程化生产模式;在产品种类繁多,单品批量小的情况下,实现零、部件的批量生产,对驱动定子结构采用模块化设计方案,同时也对今后产品型号的拓展带来便利,缩短设计加工周期。
附图说明
11.以下结合附图对本发明作进一步详述。
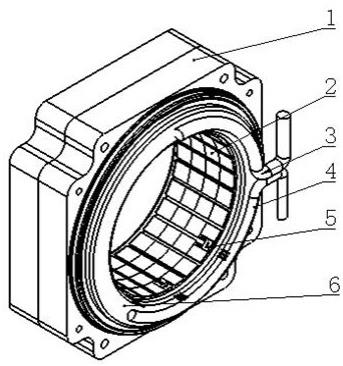
12.图1为本发明的三维结构示意图;图2为本发明中机壳部件的三维结构示意图;图3 为本发明中铁芯部件的三维结构示意图;图4 为本发明中定子铁芯冲片的三维结构示意图;图5 为本发明中霍尔铁芯冲片的三维结构示意图。
具体实施方式
13.下面结合实施例及附图对本发明作进一步描述。
14.如图1
‑
图5所示,一种模块化设计的驱动定子,包括机壳部件1,所述机壳部件1内设有铁芯部件2,铁芯部件2的齿槽内嵌有绕组线圈6和霍尔位置检测元件5,所述铁芯部件2的端部分别设有绕组引出线3和霍尔引出线4,所述绕组引出线3与绕组线圈6的端部通过焊接连接,所述霍尔引出线4与霍尔位置检测元件5通过焊接连接;所述机壳部件1由多个机壳模块11叠加固定成型,所述铁芯部件2由1片定子绝缘端片21、至少1个定子铁芯模块22、1个霍尔铁芯模块23和1片霍尔绝缘端片24依次叠压成型,所述定子铁芯模块22由多片定子铁芯冲片221叠压成型,所述霍尔铁芯模块23由多片霍尔铁芯冲片231叠压成型。
15.所述机壳部件1由多个机壳模块11通过固定螺钉12叠加固定成型。
16.所述铁芯部件2由1片定子绝缘端片21、至少1个定子铁芯模块22、1个霍尔铁芯模块23和1片霍尔绝缘端片24通过环氧树脂胶依次叠压成型,所述定子铁芯模块22的叠加数量根据输出特性确定。
17.所述定子铁芯模块22由多片定子铁芯冲片221通过环氧树脂胶叠压成型,定子铁芯冲片221的数量由定子铁芯模块22的厚度确定。
18.所述霍尔铁芯模块23由多片霍尔铁芯冲片231通过环氧树脂胶叠压成型,霍尔铁芯冲片231的数量由霍尔铁芯模块23的厚度确定。
19.本发明中,所述机壳部件1内部安装铁芯部件2,在铁芯部件2的齿槽内部嵌装绕组线圈6和霍尔位置检测元件5,将绕组线圈6和霍尔位置检测元件5分别与固定在铁芯部件2端部的绕组引出线3和霍尔引出线4对应焊接连接;所述机壳部件1根据机壳模块11的数量使用固定螺钉12固定叠加成型;所述铁芯部件2由1片定子绝缘端片21、1个或多个定子铁芯模块22、1个霍尔铁芯模块23和1片霍尔绝缘端片24通过环氧树脂胶叠压在一起,定子铁芯模块22的叠加数量根据输出特性确定;所述定子铁芯模块22由定子铁芯冲片221通过环氧树脂胶叠压成型,定子铁芯冲片221的数量由定子铁芯模块22的厚度来确定;所述霍尔铁芯模块23由霍尔铁芯冲片231通过环氧树脂胶叠压成型,霍尔铁芯冲片231的数量由霍尔铁芯模块23的厚度来确定。本发明通过模块化设计的方式,同一系列不同型号的驱动定子,根据不同特性参数要求,调整机壳部件1中机壳模块11的数量和铁芯部件2中定子铁芯模块22的数量,从而通过达到调整驱动定子轴向长度的目的,其中机壳模块11、定子铁芯模块22、霍尔铁芯模块23、定子绝缘端片21和霍尔绝缘端片24可进行批量生产,不受单个型号驱动的需求数量的局限,在有不同型号驱动需求时通过多模块的组合实现驱动型号的调整,同时减小模具数量,提高模具使用率。
20.本发明具体实施时,所述定子铁芯模块22由多片定子铁芯冲片221通过环氧树脂胶叠压成型,根据驱动特性要求采用3个定子铁芯模块22,如图3所示;所述霍尔铁芯模块23
由多片霍尔铁芯冲片231通过环氧树脂胶叠压成型;所述铁芯部件2采用1片定子绝缘端片21、3个定子铁芯模块22、1个霍尔铁芯模块23和1片霍尔绝缘端片24通过环氧树脂胶依次叠压在一起;所述的机壳部件1由2个机壳模块11用4个固定螺钉12固定在一起,如图2所示;所述的铁芯部件2的外圆涂环氧树脂胶压入机壳部件1中,绕组线圈6嵌在铁芯部件2的齿槽内,再把霍尔位置检测元件5固定在定子部件2的霍尔槽内,铁芯部件2端部设置绕组引出线3与绕组线圈6端部焊接,霍尔引出线4与霍尔位置检测元件5焊接,从而构成如图1所示的驱动定子。
21.本发明提供了一种驱动定子模块化设计的方式,模块化设计原则是同一系列(相同机座号)的驱动定子产品,由于其输出特性不同,在不改变其驱动定子全部结构零件(包括驱动机壳、定子铁芯冲片、霍尔铁芯冲片、定子绝缘端片、霍尔绝缘端片等零件)的情况下,通过相同模块叠加,调整定子绕组匝数和绕组线径等来满足不同输出特性要求。
技术特征:
1.一种模块化设计的驱动定子,包括机壳部件(1),其特征在于,所述机壳部件(1)内设有铁芯部件(2),铁芯部件(2)的齿槽内嵌有绕组线圈(6)和霍尔位置检测元件(5),所述铁芯部件(2)的端部分别设有绕组引出线(3)和霍尔引出线(4),所述绕组引出线(3)与绕组线圈(6)的端部通过焊接连接,所述霍尔引出线(4)与霍尔位置检测元件(5)通过焊接连接;所述机壳部件(1)由多个机壳模块(11)叠加固定成型,所述铁芯部件(2)由1片定子绝缘端片(21)、至少1个定子铁芯模块(22)、1个霍尔铁芯模块(23)和1片霍尔绝缘端片(24)依次叠压成型,所述定子铁芯模块(22)由多片定子铁芯冲片(221)叠压成型,所述霍尔铁芯模块(23)由多片霍尔铁芯冲片(231)叠压成型。2.根据权利要求1所述的一种模块化设计的驱动定子,其特征在于,所述机壳部件(1)由多个机壳模块(11)通过固定螺钉(12)叠加固定成型。3.根据权利要求1所述的一种模块化设计的驱动定子,其特征在于,所述铁芯部件(2)由1片定子绝缘端片(21)、至少1个定子铁芯模块(22)、1个霍尔铁芯模块(23)和1片霍尔绝缘端片(24)通过环氧树脂胶依次叠压成型,所述定子铁芯模块(22)的叠加数量根据输出特性确定。4.根据权利要求1所述的一种模块化设计的驱动定子,其特征在于,所述定子铁芯模块(22)由多片定子铁芯冲片(221)通过环氧树脂胶叠压成型,定子铁芯冲片(221)的数量由定子铁芯模块(22)的厚度确定。5.根据权利要求1所述的一种模块化设计的驱动定子,其特征在于,所述霍尔铁芯模块(23)由多片霍尔铁芯冲片(231)通过环氧树脂胶叠压成型,霍尔铁芯冲片(231)的数量由霍尔铁芯模块(23)的厚度确定。
技术总结
一种模块化设计的驱动定子,包括机壳部件,所述机壳部件内设有铁芯部件,铁芯部件的齿槽内嵌有绕组线圈和霍尔位置检测元件,所述铁芯部件的端部分别设有绕组引出线和霍尔引出线,所述绕组引出线与绕组线圈的端部通过焊接连接,所述霍尔引出线与霍尔位置检测元件通过焊接连接;所述机壳部件由多个机壳模块叠加固定成型,所述铁芯部件由1片定子绝缘端片、至少1个定子铁芯模块、1个霍尔铁芯模块和1片霍尔绝缘端片依次叠压成型,所述定子铁芯模块由多片定子铁芯冲片叠压成型,所述霍尔铁芯模块由多片霍尔铁芯冲片叠压成型。本发明通过调整机壳模块和定子铁芯模块的数量,来调整驱动定子轴向长度,以满足不同型号驱动功率、转速及转矩的要求。转矩的要求。转矩的要求。
技术研发人员:刘相杰 刘春阳 余彬彬 陶桂金 伍来智
受保护的技术使用者:九江七所精密机电科技有限公司
技术研发日:2021.09.08
技术公布日:2021/12/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。