技术特征:
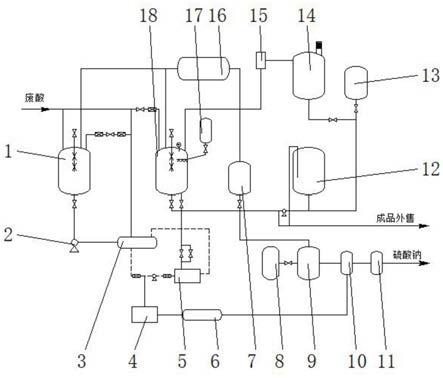
1.一种引发剂废酸回收利用装置系统,其特征在于:包括废酸处理系统、硫酸钠回收系统和事故排除系统,所述废酸处理系统由中间釜(1)、循环泵(2)、成品罐(12)、双氧水计量罐(17)、浓缩罐(18)构成,所述中间釜(1)与浓缩罐(18)均与废酸输送管进行连接,所述中间釜(1)与浓缩罐(18)之间相连通,所述浓缩罐(18)与双氧水计量罐(17)相连接,且浓缩罐(18)与成品罐(12)相连接;所述硫酸钠回收系统由换热器(3)、草酸二乙酯清洗水罐(4)、热水池(5)和蒸酯釜(6)、冷凝水储罐(7)、液碱计量罐(8)、中和釜(9)、中转罐(10)、mvr浓缩设备(11)和冷凝器(16)构成,所述中间釜(1)与浓缩罐(18)均与冷凝器(16)相连接,所述冷凝器(16)与冷凝水储罐(7)相连接,所述中和釜(9)分别与冷凝水储罐(7)和液碱计量罐(8)相连接,所述中和釜(9)依次连接中转罐(10)和mvr浓缩设备(11),所述换热器(3)与热水池(5)相互连通,且换热器(3)与热水池(5)均与草酸二乙酯清洗水罐(4)相连通,所述草酸二乙酯清洗水罐(4)连接有蒸酯釜(6),所述蒸酯釜(6)与mvr浓缩设备(11)相连通;所述事故排除系统由应急罐(13)、事故罐(14)和爆破片(15)构成,所述事故罐(14)与浓缩罐(18)相连接,且事故罐(14)与浓缩罐(18)之间设置有爆破片(15),所述事故罐(14)连接有应急罐(13),且应急罐(13)与成品罐(12)相连通。2.根据权利要求1所述的一种引发剂废酸回收利用装置系统,其特征在于:基于废酸处理系统中:所述中间釜(1)与浓缩罐(18)与废酸输送管连接处均设置有自动阀,所述中间釜(1)连接有蒸汽管,且蒸汽管与中间釜(1)连接处设置有自动阀,所述浓缩罐(18)与废液输送管连接处设置有流量计,用于远程控制废液输送,流量计用于检测废酸输入浓缩罐(18)的流量;所述中间釜(1)与浓缩罐(18)内部均均设置有磁翻板液位计,用于监测中间釜(1)与浓缩罐(18)内部废酸液位,所述浓缩罐(18)内部的磁翻板液位计与双氧水计量罐(17)和浓缩罐(18)连接处的自动阀相连接;所述浓缩罐(18)与成品罐(12)之间设置有输送泵,用于泵出浓缩罐(18)中的成品液体进入成品罐(12)中储存。3.根据权利要求1所述的一种引发剂废酸回收利用装置系统,其特征在于:基于硫酸钠回收系统中:所述中间釜(1)、循环泵(2)和换热器(3)构成循环系统,且热水池(5)与换热器(3)构成热水、蒸汽循环系统,所述浓缩罐(18)与热水池(5)相连接;所述浓缩罐(18)与热水池(5)连接管道设置有旁通,且均设置有自动控制阀,所述热水池(5)内部设置有磁翻板液位计。4.根据权利要求1所述的一种引发剂废酸回收利用装置系统,其特征在于:基于事故排除系统中:所述浓缩罐(18)顶端设置有温度测量计和压力计,所述事故罐(14)上端设置有阻火器,且阻火器的内径为事故罐(14)与浓缩罐(18)连接管道直径的1.5倍。5.根据权利要求1和2所述的一种引发剂废酸回收利用方法,其特征在于:所述废酸处理系统使用方法如下:s1:废酸经过废酸输送管的自动控制阀和质量流量计进入浓缩罐(18),通过磁翻板液
位计达到规定液位,关闭自动控制阀;s2:关闭自动控制阀,同时蒸汽的自动控制阀打开,后自动控制阀打开,开始升温,冷凝的蒸汽冷凝水通过疏水阀进入热水池(5);s3:关闭自动控制阀同时,通过视中及手动阀将废酸打入中间釜(1),通过磁翻板液位计达到规定液位,关闭废酸储罐出料自动控制阀;s4:开启中间釜(1)循环泵(2),通过换热器(3),使废酸形成循环;开启热水池(5)和循环泵(2),使收集的热水进入换热器(3),对中间釜(1)内的废酸进行预热;预热过程通过冷凝器(16)冷凝,形成负压蒸馏过程,提高浓缩速度;s5:浓缩罐(18)通过蒸汽加热负压蒸馏,蒸发气体通过冷凝器(16)进行冷凝,冷凝液收集到冷凝水储罐(7),冷凝水储罐(7)内冷凝液可以通过真空进入中和釜(9),中和釜(9)设磁翻板液位计通关自动控制阀停止转料;s6:通过通过磁翻板液位计下降到规定液位,开启自动控制阀补入经过预热的硫酸;中间釜(1)当补出量通过磁翻板液位计达到规定液位,开启自动控制阀,联锁废酸储罐出料阀,由罐区补入新的废酸;s7:经质量流量计计算加入浓缩罐(18)的废酸总量,达到工艺要求数量时,通过控制室停止废酸补入;s8:浓缩罐(18)在浓缩过程中,通知自动控制阀,全过程自动流加补入双氧水,通过在线酸碱计监测酸度,达到要求关闭蒸汽进管,蒸汽冷凝水出管,开降温循环水出管、进管控制阀,进行降温,设双支温度计,温度降至35
°
时开启,开启罐底出料阀及转料泵将物料转入成品罐(12);通过转料泵的压力变送器,停止转料,并关闭罐底出料阀,开始新一轮浓缩。6.根据权利要求1和4所述的一种引发剂废酸回收利用方法,其特征在于:所述事故排除系统使用方法如下:ss1:浓缩罐(18)设双支温度计,现场显示一只,远传控制一只,校正温度并远传控制,浓缩罐(18)设正负压真空压力表,正压0.03mpa时,与降温水自动控制阀联锁,进行紧急降温,防止发生安全事故;ss2:浓缩罐(18)设爆破片(15)0.3mpa及手动泄爆阀,当巡检人员发现超压,可以手动泄压,各监控手段失效时,通过爆破片(15)泄放;ss3:泄放液进入事故罐(14),事故罐(14)上设带阻火器的排空,孔径为进口1.5倍;事故罐(14)下方设紧急泄放阀,通过紧急泄放阀,事故液可以进入应急罐(13),根据进入物料质量可以转入成品罐(12)或进入中和釜(9)。7.根据权利要求1和3所述的一种引发剂废酸回收利用方法,其特征在于:所述硫酸钠回收系统使用方法如下:a.在中和釜(9)内的收集液,通过液碱计量罐(8)对收集液进行中和,液碱计量罐(8)设磁翻板液位计,控制罐区打入液碱计量罐(8),液碱计量罐(8)下方设自动控制阀对中和釜(9)加入液碱,中和釜(9)设ph在线检测仪,当ph到6.8
‑
7.2时停止滴加液碱;b.中和完毕,收集液转入mvr浓缩设备(11)进行蒸发结晶浓缩,生产副产品硫酸钠;c.热水池(5)设液位计,当热水液位达到上、下限控制开启自动阀,将多余热水打入草酸二乙酯清洗水罐(4),用于蒸酯釜(6)工艺清洗水,蒸酯釜(6)内残留盐类进入mvr浓缩设备(11),生产副产品硫酸钠;
d.mvr浓缩设备(11)蒸发结晶冷凝水,进入冷凝水储罐(7),用于二叔丁基过氧化物生产装置和叔丁基过氧化氢生产装置配酸配碱及清洗水。
技术总结
本发明公开了一种引发剂废酸回收利用装置系统及方法,包括废酸处理系统、硫酸钠回收系统和事故排除系统,所述废酸处理系统由中间釜、循环泵、成品罐、双氧水计量罐、浓缩罐构成,所述硫酸钠回收系统由换热器、草酸二乙酯清洗水罐、热水池和蒸酯釜、冷凝水储罐、液碱计量罐、中和釜、中转罐、MVR浓缩设备和冷凝器构成,所述中间釜与浓缩罐均与冷凝器相连接,所述冷凝器与冷凝水储罐相连接,所述中和釜依次连接中转罐和MVR浓缩设备;所述事故排除系统由应急罐、事故罐和爆破片构成。本发明可对处理过程的热源进行循环利用,并且可在浓缩冷凝液中和后生产副产品硫酸钠盐,同时还降低了生产的危险系数,更加利于安全生产。更加利于安全生产。更加利于安全生产。
技术研发人员:王长海 王梦琦 王亚玲 曹爱凤 王翠芝
受保护的技术使用者:山东瑞纳特化工有限公司
技术研发日:2021.09.08
技术公布日:2021/12/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。