1.本技术涉及电子设备装配技术领域,具体是涉及一种前置组件的安装方法、电子设备、具有存储功能的装置。
背景技术:
2.近年来,挖孔屏下摄像头成为更为主流的高屏占比的解决方案,其逐渐成为电子设备(例如手机)硬件的标配。
3.针对目前的屏下摄像头的装配方案,要保证在装配过程中摄像头与显示屏孔的偏心距离符合设计的偏心值,以规避装配失误将造成显示屏孔受损,造成屏幕进气氧化形成黑团等屏幕不良。
技术实现要素:
4.本技术实施例一方面提供了一种前置组件的安装方法,所述前置组件包括一体的前置支架以及前置摄像头,所述安装方法包括:提供一中框组件,所述中框组件设有安装孔以及点胶区域;在所述点胶区域进行点胶;移动所述前置组件,以使得所述前置支架抵接于所述点胶区域,以及使得所述前置摄像头正对所述安装孔;固化所述点胶区域的胶体,以固定所述前置组件与所述中框组件。
5.本技术实施例另一方面还提供了一种电子设备,包括前置组件以及中框组件,所述中框组件设有安装孔以及点胶区域,所述前置组件通过前述实施例中所述的安装方法与所述中框组件进行连接。
6.本技术实施例另一方面还提供了一种具有存储功能的装置,其特征在于,存储有程序数据,所述程序数据能够被处理器执行以实现前述实施例中所述的安装方法。
7.本技术实施例提供的前置组件的安装方法、电子设备、具有存储功能的装置,通过将前置摄像头与中框组件的安装孔直接对位以进行前置组件的装配,避免了累计公差以及装配误差对前置摄像头装配精准度的影响,提升前置组件装配的精准度,进而提升产品质量以及生成效率。
附图说明
8.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
9.图1是本技术一些实施例中电子设备的结构示意图;
10.图2是图1实施例中电子设备的结构拆分示意图;
11.图3是本技术一些实施例中前置组件的安装方法的流程示意图;
12.图4是本技术一些实施例中中框的结构示意图;
13.图5是本技术一些实施例中前置组件的结构示意图;
14.图6是本技术一些实施例中电子设备在安装孔位置的部分叠层结构示意图;
15.图7是本技术部分实施例中前置组件的安装方法的流程示意图;
16.图8是本技术另一些实施例中前置组件的安装方法的流程示意图;
17.图9是本技术一些实施例中位置坐标抓取的方法示意图;
18.图10是本技术另一些实施例中前置组件的安装方法的流程示意图;
19.图11是本技术另一些实施例中前置组件的安装方法的流程示意图;
20.图12是本技术另一些实施例中前置组件的安装方法的流程示意图;
21.图13是本技术一些实施例中具有存储功能的装置的结构示意图。
具体实施方式
22.下面结合附图和实施例,对本技术作进一步的详细描述。特别指出的是,以下实施例仅用于说明本技术,但不对本技术的范围进行限定。同样的,以下实施例仅为本技术的部分实施例而非全部实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
23.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
24.作为在此使用的“电子设备”(或简称为“终端”)包括,但不限于被设置成经由有线线路连接(如经由公共交换电话网络(pstn)、数字用户线路(dsl)、数字电缆、直接电缆连接,以及/或另一数据连接/网络)和/或经由(例如,针对蜂窝网络、无线局域网(wlan)、诸如dvb-h网络的数字电视网络、卫星网络、am-fm广播发送器,以及/或另一通信终端的)无线接口接收/发送通信信号的装置。被设置成通过无线接口通信的通信终端可以被称为“无线通信终端”、“无线终端”或“移动终端”。移动终端的示例包括,但不限于卫星或蜂窝电话;可以组合蜂窝无线电电话与数据处理、传真以及数据通信能力的个人通信系统(pcs)终端;可以包括无线电电话、寻呼机、因特网/内联网接入、web浏览器、记事簿、日历以及/或全球定位系统(gps)接收器的pda;以及常规膝上型和/或掌上型接收器或包括无线电电话收发器的其它电子装置。手机即为配置有蜂窝通信模块的电子设备。
25.需要说明的是,本技术实施例中的电子设备主要是针对显示屏开孔以及屏下具有摄像头结构的电子设备,例如挖孔屏手机。为了提高屏占比,将手机前置摄像头设于屏幕下面,并在显示屏对应于前置摄像头位置进行开孔,以使得摄像头可以正常使用。
26.相关技术中,在装配手机前置摄像头之前,一般会先将前置支架固定于手机框架(例如中框)的相应位置,然后再将前置摄像头装配于前置支架上。然而,申请人在研究中发现,该种装配方式是基于前置支架与手机框架的对位来实现的,并非直接通过摄像头与手机开孔位置对位。这就使得装配完成后,由于累计公差的存在,摄像头与显示屏开孔位置的对位会出现偏差。另外,在前置支架与手机框架固定后,在装配前置摄像头时,前置支架与前置摄像头之间可能会存在装配偏差,进一步会造成摄像头与显示屏开孔位置的对位会出现偏差。
27.基于此,申请人在研究中发现,提出一种直接对位的方式进行装配,以避免累计公差或者装配公差造成的对位偏差。
28.具体而言,请结合参阅图1,图1是本技术一些实施例中电子设备的结构示意图,电子设备可以是平板电脑、手机、照相机、个人计算机、笔记本电脑、车载设备、可穿戴设备等具有挖孔屏以及屏下摄像头的电子设备。其中,电子设备100大致上可以包括中框组件10、前置组件20以及后盖30,前置组件20设于中框组件10与后盖30之间。其中,中框组件10与后盖30围设成一容置空间101,前置组件20设于容置空间101内。
29.具体而言,请结合参阅图2,图2是本技术图1实施例中电子设备的结构拆分示意图,中框组件10可以包括中框11、显示模组12以及盖板13,显示模组12位于中框11与盖板13之间,前置组件20可以位于中框11与后盖30之间。在电子设备100结构应用中,中框11一般用来承载或者固定电子设备100的内部元器件,盖板13可以为玻璃盖板,显示模组12可以为oled(organic light-emitting diode,有机发光二极管)显示屏、lcd(liquid crystal display,液晶显示屏)、led(light-emitting diode,发光二极管)显示屏等显示屏中的一种。可以理解的,前置组件20通过固定安装的方式与中框组件10进行固定连接。
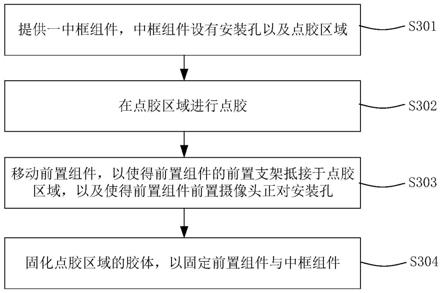
30.基于此,本技术实施例提供了一种前置组件20的安装方法,具体的,请结合参阅图3,图3是本技术一些实施例中前置组件20的安装方法的流程示意图,该安装方法大致包括如下步骤:
31.s301、提供一中框组件10,中框组件10设有安装孔以及点胶区域。
32.具体而言,请结合参阅图4,图4是本技术一些实施例中中框11的结构示意图,图中,中框11设置有安装孔111以及点胶区域112。安装孔111贯穿点胶区域112,点胶区域112设置于中框11远离显示模组12的一侧,即点胶区域112设置于中框11靠近前置组件20的一侧,以便于固定连接中框组件10与前置组件20。换言之,显示模组12设置于中框11背离点胶区域112的一侧,且显示模组12上开设有对应于安装孔111的透光孔120,以便于光线依次透光透光孔120以及安装孔111照射至前置组件20,使得前置组件20的摄像头可以正常使用。
33.可以理解的,安装孔111的孔径一般稍大于透光孔120的孔径,以便于在装配中框11与显示模组12时,避免因装配公差以及工艺误差造成安装孔111遮挡透光孔120,进而使得摄像头采集的图像缺失。当然,安装孔111的孔径于透光孔120的孔径差距范围可以依据摄像头图像采集视角以及显示模组的布局灵活设置,本技术对此不作具体限定。
34.s302、在点胶区域112进行点胶。具体而言,可以通过布胶的方式在点胶区域112点胶,使得胶体环绕于安装孔111的外周缘设置。
35.例如,在点胶区域112设置的胶体可以是uv胶(ultraviolet rays glue,紫外光固化胶)、oca光学胶(optically clear adhesive)、双面胶等粘接性较强的胶体。
36.s303、移动前置组件20,以使得前置组件20的前置支架抵接于点胶区域112,以及使得前置组件20的前置摄像头正对安装孔111。
37.具体而言,请结合参阅图5,图5是本技术一些实施例中前置组件20的结构示意图,该前置组件20大致上可以包括前置支架21以及前置摄像头22。前置支架21在安装前置组件20时用于与外部结构连接固定,以对前置摄像头22的位置进行定位。前置摄像头22设于容置空间101内,为了可以采集光线进行正常使用,前置摄像头22一般正对中框11的安装孔111,以接收外界光线。
38.进一步地,由于在中框上先安装前置支架,再在前置支架上安装前置摄像头会产生累计公差以及对位偏差,影响产品质量。在本技术实施例中,前置组件20包括一体的前置支架21以及前置摄像头22,即在安装前置组件20的过程中,可以直接通过前置摄像头22进行对位,以避免累计公差或者装配公差造成的对位偏差。
39.s304、固化点胶区域112的胶体,以固定前置组件20与中框组件11。具体而言,在移动前置组件20的过程中,当前置组件20的前置支架21抵接于点胶区域112,以及前置摄像头22正对安装孔111时,表明前置摄像头22已经完成了对位,此时对胶体进行固化,将前置组件20与中框组件11固定连接,可以避免累计公差或者装配公差造成的对位偏差,保证了前置摄像头22装配的精准度。
40.可以理解的,当点胶的胶体为uv胶时,可以通过uv固化的方式进行固化;当点胶的胶体为oca光学胶时,可以在室温或者中温下进行固化,当点胶的胶体为双面胶时,当前置支架21抵接于点胶区域112时即完成了固化。
41.进一步地,本技术实施例提供的安装方法可以通过自动化设备完成,例如,中框组件置于水平流水线上逐步移动至点胶位置,通过点胶设备在中框组件相应的点胶区域进行点胶,然后通过吸取或者抓取装置移动前置组件,当前置组件的前置摄像头正对中框组件的安装孔时,进一步移动前置组件以使得前置支架抵接于中框的点胶区域,最后对点胶区域的胶体进行固化从而实现前置组件与中框组件的固定连接。
42.当然,在其他实施例中,也可以在移动前置组件的过程中,先使得前置支架抵接于中框的点胶区域,然后移动前置组件使得前置摄像头正对中框组件的安装孔,在该实施例中,点胶区域的胶体一般为uv胶或者oca光学胶。
43.可以理解的,在对胶体进行固化的过程中,在前置组件的前置支架抵接于点胶区域时,可以对胶体进行初步固定。当对前置摄像头完成对准后对胶体进行二次固化,以保证前置组件和中框组件连接的稳固性。
44.本技术实施例提供的前置组件的安装方法,通过将前置摄像头与中框组件的安装孔直接对位以进行前置组件的装配,避免了累计公差以及装配误差对前置摄像头装配精准度的影响,提升前置组件装配的精准度,进而提升产品质量以及生成效率。
45.请继续参阅图6,图6是本技术一些实施例中电子设备100在安装孔位置的部分叠层结构示意图,其中,显示模组12大致上包括层叠设置的显示层121以及油墨层122,显示层121靠近中框11设置,油墨层122远离中框设置。换言之,显示层121远离盖板13设置,油墨层122靠近盖板13设置。
46.进一步地,显示层121以及油墨层122分别开设有正对安装孔111的第一通孔1211以及第二通孔1222。换言之,显示层121上开设有第一通孔1211,油墨层122上开设有第二通孔1222。第一通孔1211以及第二通孔1222分别正对安装孔111设置。
47.可以理解的,要保证前置摄像头的正常使用,透光中框组件10的光线要完整的照射至前置摄像头,为了避免中框组件10本身在装配时就产生误差,通常情况会对相应孔进行设置。例如,一般情况下,安装孔111的孔径最大,第一通孔1211的孔径次之,第二通孔1222的孔径最小。前置摄像头22的镜头221孔径一般会小于第二通孔1222的孔径,以此可以达到比较好的镜头视角。
48.在本技术部分实施例中,前置组件20的吸取或者抓取装置在移动前置组件20之
前,一般会先对前置组件20的状态进行调节,以使得前置组件20在装配前处于最优位置。
49.需要说明的是,本技术中的术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括至少一个该特征。
50.基于此,本技术部分实施例提供的安装方法在步骤s303之前(即移动前置组件20之前)还可以包括:抓取前置组件20并调整前置组件20的角度,以使得前置摄像头的镜头221所在平面与显示模组12平行。具体而言,请参阅图7,图7是本技术部分实施例中前置组件20的安装方法的流程示意图,该安装方法大致包括如下步骤:
51.s701、提供一中框组件;该步骤可以参考前述实施例的步骤s301。
52.s702、在中框组件的点胶区域进行点胶;该步骤可以参考前述实施例的步骤s302。
53.s703、抓取前置组件并调整前置组件的角度,以使得前置摄像头的镜头所在平面与显示模组平行。
54.具体而言,通过抓取设备抓取前置组件,并调整前置组件的角度,以使得前置摄像头的镜头与显示模组平行,以避免在安装前置组件的过程中,前置组件由于倾斜而造成显示模组受损的情况发生。
55.s704、移动前置组件;该步骤可以参考前述实施例的步骤s303。
56.s705、固化点胶区域的胶体,以固定前置组件与中框组件;该步骤可以参考前述实施例的步骤s304。可以理解的,在固化点胶区域的胶体的过程中,一般需要保持吸取或者抓取前置组件的装置的状态,以避免在固化未完成时前置组件与中框组件之间产生错位而影响装配精度。
57.在本技术的另一些实施例中,采用摄像头与显示模组直接对位的方式实现摄像头的精准定位,具体而言,请参阅图8,图8是本技术另一些实施例中前置组件的安装方法的流程示意图,该安装方法大致包括如下步骤:
58.s801、提供一中框组件;该步骤可以参考前述实施例的步骤s301。
59.s802、在中框组件的点胶区域进行点胶;该步骤可以参考前述实施例的步骤s302。
60.s803、获取第一通孔的位置坐标,并抓取前置摄像头的镜头的位置坐标,确认镜头的位置坐标相对于第一通孔的位置坐标的偏移量,并参照偏移量移动前置组件。
61.具体而言,通过抓取镜头的位置坐标以及第一通孔的位置坐标,从而可以依据镜头的位置坐标与第一通孔的位置坐标的偏移量来移动前置组件,进而通过镜头与第一通孔直接对位的方式实现镜头的精准定位,避免累计公差或者装配公差而造成的对位偏差,提升前置摄像头装配的精准度,进而提升产品质量以及生成效率。
62.s804、移动前置组件;该步骤可以参考前述实施例的步骤s303。
63.s805、固化点胶区域的胶体,以固定前置组件与中框组件;该步骤可以参考前述实施例的步骤s304。
64.本技术实施例通过在移动前置装置之前增加步骤s803,以此实现镜头的精准定位,避免累计公差或者装配公差而造成的对位偏差,从而提升产品质量以及生成效率。
65.可以理解的,在实际生成中,前置组件装配完成后,通常会对摄像头的位置进行测量,以确认镜头相对于显示层的第一通孔是否同心,或者进一步确认镜头相对于第一通孔的偏心距离是否符合预设偏心值。
66.具体而言,在装配有前置组件的中框组件中,通过ccd相机等图像抓取设备获取相关部件的位置坐标,并通过相应的计算来判断镜头相对于第一通孔的偏心距离是否符合预设偏心值。基于此,通过分步骤抓取相关部件的位置坐标来实现检测的目的。
67.首先,在中框组件未装配前置组件时,或者可以理解为在步骤s803中,或者还可以理解为在步骤s804(s303)之前,通过图像抓取设备获取第一通孔、第二通孔的位置坐标。
68.具体而言,请结合参阅图9,图9是本技术一些实施例中位置坐标抓取的方法示意图,该位置坐标方法在中框11远离显示模组12的一侧实现。即在中框11远离显示模组12的一侧获取第一通孔1211的第一位置坐标以及第二通孔1222的第二位置坐标。其中,第一位置坐标至少为第一通孔1211的圆心坐标(x1,y1),第二位置坐标至少为第二通孔1222的圆心坐标(x2,y2)。
69.例如,通过ccd相机在沿图9所示的m方向进行拍照,抓取第一通孔1211以及第二通孔1222,并将第一通孔1211的圆心坐标(x1,y1)以及第二通孔1222的圆心坐标(x2,y2)存储于具有存储功能的装置内。需要说明的是,本技术实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
70.进一步地,根据第一位置坐标以及第二位置坐标获取第一通孔1211相对于第二通孔1222的第一偏心坐标。可以理解的,在显示模组12制作工艺中,显示层121的第一通孔1211与油墨层122的第二通孔1222会存在一定的偏心公差,即第一通孔1211相对于第二通孔1222的圆心会存在不同心即偏心的情况发生。本技术实施例在确认镜头相对于第一通孔的偏心距离是否符合预设偏心值之前首先获取第一通孔1211相对于第二通孔1222的偏心距离,并进一步再根据镜头相对于第二通孔1222的偏心距离经过计算后得出镜头相对于第一通孔的偏心距离。
71.由于在装配完成前置组件后,在图9所示的m方向很难实现同时第一通孔1211以及第二通孔1222的位置坐标,因此本技术实施例在前置组件装配完成之前获取第一通孔1211以及第二通孔1222的位置坐标,并以此获取第一通孔1211相对于第二通孔1222的偏心距离。
72.结合前述利用ccd相机等图像抓取设备获取第一通孔1211的第一位置坐标以及第二通孔1222的第二位置坐标,并根据第一位置坐标以及第二位置坐标获取第一通孔1211相对于第二通孔1222的第一偏心坐标。在本技术实施例中以圆心坐标为例说明第一偏心坐标的获取方式。
73.具体而言,根据第一通孔1211的圆心坐标(x1,y1)以及第二通孔1222的圆心坐标(x2,y2)获取第一偏心坐标(p1,q1)的具体方式为:p1=x1-x2,q1=y1-y2。即第一偏心坐标为(x1-x2,y1-y2)。
74.在前置组件装配完成后,如图6所示,由于前置摄像头22的镜头221背离盖板13的一侧通常为不透光的,因此只能在中框11靠近显示模组12的一侧获取镜头221的第三位置坐标以及油墨层122的第二通孔1222的第四位置坐标。同样的,第三位置坐标以及第四位置坐标均以圆心坐标为例进行说明。基于此,在本技术实施例中,第三位置坐标至少为镜头221的圆心坐标(x3,y3),第四位置坐标至少为第二通孔1222的圆心坐标(x4,y4)。
75.例如,通过ccd相机在沿图6所示的n方向进行拍照,抓取镜头221以及第二通孔
1222,并将镜头221的圆心坐标(x3,y3)以及第二通孔1222的圆心坐标(x4,y4)存储于具有存储功能的装置内。
76.进一步地,根据第三位置坐标以及第四位置坐标获取镜头221相对于第二通孔1222的第二偏心坐标。可以理解的,在前置组件20安装完成后,镜头221与显示层121的第一通孔1211之间可能会存在偏心公差,而此时由于不能直接同时抓取镜头221与第一通孔1211。因此,本技术实施例以抓取油墨层122的第二通孔1222的位置坐标的方式来获取镜头221相对于第一通孔1211的偏心距离。
77.具体而言,本技术实施例在确认镜头221相对于第一通孔1211的偏心距离是否符合预设偏心值之前进一步获取镜头221相对于第二通孔1222的偏心距离,再根据第一通孔1211相对于第二通孔1222的偏心距离经过计算后得出镜头221相对于第一通孔1211的偏心距离。
78.基于此,本技术实施例在前置组件20装配完成后获取镜头221以及第二通孔1222的位置坐标,并以此获取镜头221相对于第二通孔1222的偏心距离。结合前述利用ccd相机等图像抓取设备在中框11靠近显示模组12的一侧(即如图6所示的n方向)获取镜头221的第三位置坐标以及第二通孔1222的第四位置坐标,并根据第三位置坐标以及第四位置坐标获取镜头221相对于第二通孔1222的第二偏心坐标。在本技术实施例中以圆心坐标为例说明第二偏心坐标的获取方式。
79.具体而言,根据镜头221的圆心坐标(x3,y3)以及第二通孔1222的圆心坐标(x4,y4)获取第二偏心坐标(p2,q2)的具体方式为:p2=x3-x4,q2=y3-y4。即第二偏心坐标为(x3-x4,y3-y4)。
80.进一步地,根据第一偏心坐标(p1,q1)以及第二偏心坐标(p2,q2)可以获取镜头221相对于第一通孔1211的偏心坐标(p0,q0)。其中,根据第一偏心坐标(p1,q1)以及第二偏心坐标(p2,q2)获取偏心坐标(p0,q0)的具体方式为:p0=p2-p1,q0=q2-q1。即镜头221相对于第一通孔1211的偏心坐标为(p2-p1,q2-q1),进一步计算得出镜头221相对于第一通孔1211的偏心坐标为((x3-x4)-(x1-x2),(y3-y4)-(y1-y2))。
81.在本技术部分实施例中,通过获取镜头221相对于第一通孔1211的偏心坐标(p0,q0)就可以获取到镜头221相对于第一通孔1211的偏心距离l,即根据偏心坐标(p0,q0)获取镜头221相对于第一通孔1211的偏心距离l。其中,根据偏心坐标(p0,q0)获取镜头221相对于第一通孔1211的偏心距离l的具体方式为:
82.进一步地,通过获取镜头221相对于第一通孔1211的偏心距离l,并以此判断镜头221相对于第一通孔1211的偏心距离l是否符合预设偏心值l0。可以理解的,在电子设备装配工艺中,电子设备是否为优质产品,通常是通过预设一些标准值,进而在对产品进行检测的过程中,将检测值与标准值进行比较,进而得出产品是否符合生产质量的结论。基于此,本技术实施例在获取镜头221相对于第一通孔1211的偏心距离l后会与预设偏心值l0进行比较,当镜头221相对于第一通孔1211的偏心距离l不超过预设偏心值l0(即l≤l0)时,认为镜头211的装配精准度符合产品质量要求。在本技术实施例中,预设偏心值l0一般为0.05-0.20mm,例如,预设偏心值l0的取值可以为0.05mm、0.10mm、0.15mm、0.20mm等。
83.在本技术部分实施例中,在移动前置组件之前,一般预先需要获取前置组件的运
动行程,即在镜头与显示模组对准之后,需要获取镜头移动的距离,以使得镜头可以准确定位以及前置支架可以与中框稳定连接。
84.基于此,请参阅图10,图10是本技术另一些实施例中前置组件的安装方法的流程示意图,该安装方法大致包括如下步骤:
85.s1001、提供一中框组件;该步骤可以参考前述实施例的步骤s301。
86.s1002、在中框组件的点胶区域进行点胶;该步骤可以参考前述实施例的步骤s302。
87.s1003、获取盖板的位置坐标,并确认镜头的位置坐标相对于盖板的位置坐标的高度差,并参照高度差移动前置组件。
88.具体而言,通过测高设备例如激光设备获取盖板相对于系统原点的位置坐标,并参照前述实施例中所述的获取镜头的位置坐标的方式获取镜头的位置坐标。进而可以根据盖板的高度坐标以及镜头的位置坐标确认并获取镜头的位置坐标相对于盖板的位置坐标的高度差,从而可以确定前置组件的运动行程。换言之,在获取了镜头与盖板的高度差之后,在移动前置组件时,可以参考该高度差来移动前置组件,避免移动组件的运动行程过长或过短影响装配精度以及装配的稳定性。
89.s1004、移动前置组件;该步骤可以参考前述实施例的步骤s303。
90.s1005、固化点胶区域的胶体,以固定前置组件与中框组件;该步骤可以参考前述实施例的步骤s304。
91.本技术实施例通过在移动前置装置之前增加步骤s803,通过抓取镜头的位置坐标以及盖板的位置坐标,从而可以依据镜头的位置坐标与第盖板的位置坐标的高度差来移动前置组件,避免移动组件的运动行程过长或过短影响装配精度以及装配的稳定性。
92.可以理解的,在实际生成中,前置组件装配完成后,通常会对摄像头的位置进行测量,以确认镜头与盖板之间的距离是否符合预设距离。
93.具体而言,请结合参阅图11,图11是本技术另一些实施例中前置组件的安装方法的流程示意图,该安装方法大致包括如下步骤:
94.s1101、提供一中框组件;该步骤可以参考前述实施例的步骤s1001。
95.s1102、在中框组件的点胶区域进行点胶;该步骤可以参考前述实施例的步骤s1002。
96.s1103、获取盖板的位置坐标,并确认镜头的位置坐标相对于盖板的位置坐标的高度差,并参照该高度差移动前置组件。该步骤可以参考前述实施例的步骤s1103。
97.s1104、移动前置组件;该步骤可以参考前述实施例的步骤s1004。
98.s1105、固化点胶区域的胶体,以固定前置组件与中框组件;该步骤可以参考前述实施例的步骤s1005。
99.s1106、检测前置摄像头的镜头与盖板之间的距离是否符合预设距离。具体而言,在前置组件装配完成后,一般通过测高装置对盖板表面以及镜头表面进行测高,以获得镜头与盖板之间的距离,从而可以判断镜头与盖板之间的距离是否符合预设距离。
100.可以理解的,可以使用激光测高装置在图6所示的n方向上测量盖板表面与镜头表面的高度,从而得出镜头与盖板之间的距离值。一般而言,镜头与盖板之间距离过进或者过远都会影响摄像头的拍摄效果,因此在实际生产中,一般会设置镜头与盖板之间符合产品
质量要求的预设距离,从而在检测过程中与检测值进行比较,较快速的获取产品质量信息。进一步地,镜头与盖板之间的预设距离一般为0.10-0.30mm,在该距离范围内,不会对摄像头的拍摄效果产生过大的影响。
101.具体而言,在实际生产中,镜头与盖板之间的预设距离可以设为0.10-0.20mm,以此可以使得镜头与盖板之间的距离波动范围较小,有利于实现产品质量的一致性。
102.本技术实施例通过检测镜头与盖板之间的距离,并与预设距离进行比较以得出符合质量要求的产品。同时还可以通过设置预设距离的范围,以提升产品质量的一致性。
103.在本技术的另一些实施例中,请参阅图12,图12是本技术另一些实施例中前置组件的安装方法的流程示意图,该安装方法大致上可以包括如下步骤:
104.s1201、提供一中框组件,该中框组件与前述实施例中提供的中框组件10的结构大体上相同,故本技术实施例不再细述。
105.s1202、在中框组件的点胶区域进行点胶,该步骤可以参考前述实施例中在中框组件的点胶区域进行点胶的步骤。
106.s1203、获取中框组件的第一通孔的位置坐标以及盖板的位置坐标。其中,中框组件大致上可以包括中框、显示模组以及盖板,显示模组大致上可以包括层叠设置的显示层以及油墨层。显示层以及油墨层分别开设有第一通孔以及第二通孔,具体请参阅前述实施例中的具体描述。
107.s1204、提供一前置组件,该前置组件与前述实施例中提供的前置组件20的结构大体上相同,故本技术实施例不再细述。
108.s1205、抓取前置组件并调整前置组件的角度,以使得前置摄像头的镜头所在平面与显示模组平行,该步骤可以参考前述实施例中的步骤s703。
109.s1206、抓取前置摄像头的镜头的位置坐标,确认镜头的位置坐标相对于第一通孔的位置坐标的偏移量以及镜头的位置坐标相对于盖板的位置坐标的高度差,并参照偏移量以及高度差移动前置组件。
110.具体而言,抓取前置摄像头的镜头的位置坐标,确认镜头的位置坐标相对于第一通孔的位置坐标的偏移量,并参照偏移量移动前置组件的步骤可以参考前述实施例中的步骤s803;抓取前置摄像头的镜头的位置坐标,确认镜头的位置坐标相对于盖板的位置坐标的高度差,并参照高度差移动前置组件的步骤可以参考前述实施例中的步骤s1003。
111.s1207、移动前置组件,以使得前置组件的前置支架抵接于中框组件的点胶区域,以及使得前置组件的前置摄像头正对中框组件的安装孔,该步骤可以参考前述实施例中移动前置组件的步骤。
112.s1208、固化点胶区域的胶体,以固定前置组件与中框组件,该步骤可以参考前述实施例中固化点胶区域的胶体的步骤。
113.当然,在其他实施中,步骤s1208还可以包括二次固化胶体的步骤,以保证前置组件和中框组件连接的稳固性。
114.s1209、检测前置摄像头的镜头相对于第一通孔的偏心距离是否符合预设偏心值,以及前置摄像头的镜头与盖板之间的距离是否符合预设距离。具体而言,检测镜头相对于第一通孔的偏心距离是否符合预设偏心值可以是通过前述实施例中所述的安装方法获取镜头相对于第一通孔的偏心距离l,并与预设偏心值l0进行比较,当l≤l0时,即认为镜头相
对于第一通孔的偏心距离符合预设偏心值;否则,不符合,产品标记ng并挑出。检测前置摄像头的镜头与盖板之间的距离是否符合预设距离可以参考前述实施例中的步骤s1106,即判断镜头与盖板之间的距离是否符合预设距离,当镜头与盖板之间的距离不符合预设距离时,产品标记ng并挑出。
115.进一步地,当镜头相对于第一通孔的偏心距离符合预设偏心值以及镜头与盖板之间的距离符合预设距离时,即认为该产品符合相关要求,可以流入下一工序继续生产,此时进入步骤s1210。当镜头相对于第一通孔的偏心距离不符合预设偏心值或者镜头与盖板之间的距离不符合预设距离时,即认为该产品不符合相关要求,产品标记ng并挑出,此时进入步骤s1211。
116.s1210、正常进行下一工序。
117.s1211、产品标记ng并挑出。
118.本技术实施例提供的前置组件的安装方法,通过镜头与第一通孔之间直接对位以进行前置组件的装配,避免了累计公差以及装配误差对镜头装配精准度的影响。同时,通过检测镜头与第二通孔的偏心坐标并经过逻辑计算确定镜头相对于第一通孔的偏心距离是否符合预设值;以及测量镜头与盖板之间的距离确认镜头与盖板之间的高度差是否符合预设距离,以此来保证摄像头装配的精准度,以及避免不良品流入下一工序,提升产品整体质量。
119.另外,本技术实施例还提供了一种电子设备,该电子设备大致上包括前置组件以及中框组件。其中,中框组件设有安装孔以及点胶区域,前置组件通过上述实施例中所述的安装方法与中框组件进行连接。
120.可以理解的,本技术实施例提供的电子设备的结构与前述实施例中所述的电子设备100的结构大体上类似,故本技术实施例对电子设备的结构不再进行重复描述。
121.需要说明的是,电子设备为了实现上述功能,其包含了执行各个功能相应的硬件结构和/或软件模块。本领域技术人员应该很容易意识到,结合本技术实施例中所提供的方法步骤,本技术能够以硬件或硬件和计算机软件的结合形式来实现。某个功能究竟以硬件还是计算机软件驱动硬件的方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用使用不同方法来实现所描述的功能,但是这种实现不应认为超出本技术的范围。
122.本技术实施例还提供了一种具有存储功能的装置200,具体地,请参阅图13,图13是本技术一些实施例中具有存储功能的装置200的结构示意图,其中,该具有存储功能的装置200存储有程序数据201,该程序数据201能够被处理器执行以实现上述方法实施例中记载的任一方法的部分或全部步骤。可以理解的,上述处理器包括电子设备。
123.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。本领域普通技术人员可以理解上述实施例的各种方法中的全部或部分步骤是可以通过程序来指令相关的硬件来完成,该程序可存储于具有存储功能的装置中。
124.本技术实施例以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个具有存储功能的装置中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的全部或部分可以以软件产品的形式体现出来,
该计算机软件产品存储在一个具有存储功能的装置中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)或处理器(processor)执行本发明各个实施方式所述方法的全部或部分步骤。而前述的具有存储功能的装置可以包括:u盘、移动硬盘、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
125.需要说明的是,术语“包括”和“具有”以及他们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设置固有的其他步骤或单元。
126.以上所述仅为本技术的部分实施例,并非因此限制本技术的保护范围,凡是利用本技术说明书及附图内容所作的等效装置或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。