技术特征:
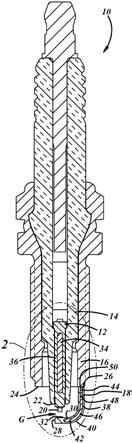
1.一种火花塞电极,包括:点火端;焊接端;多件式芯组件,所述多件式芯组件至少部分地在所述点火端与所述焊接端之间延伸并且具有导热芯部和可焊接芯部,所述导热芯部位于比所述可焊接芯部更靠近所述点火端的位置处并且被构造为在所述电极内传导热量,所述可焊接芯部位于比所述导热芯部更靠近所述焊接端的位置处并且被构造为被焊接到火花塞外壳;以及包层,所述包层至少部分地包围所述多件式芯组件,其中,所述导热芯部和所述可焊接芯部串联布置在所述多件式芯组件内。2.根据权利要求1所述的火花塞电极,其中,所述导热芯部由铜基材料制成。3.根据权利要求1所述的火花塞电极,其中,所述导热芯部比所述可焊接芯部长。4.根据权利要求1所述的火花塞电极,其中,所述电极是接地电极,并且所述导热芯部包括第一端和第二端,所述导热芯部从所述第一端延伸,穿过所述接地电极中的弯曲部,并且终止于所述第二端,在所述第二端,存在与所述可焊接芯部的芯界面。5.根据权利要求4所述的火花塞电极,还包括附着到所述接地电极的侧表面的点火尖端,所述侧表面被构造为面对火花间隙,其中,所述导热芯部的所述第一端位于距所述点火端的远端表面1.50mm到7.00mm之间,包括端值(尺寸x)的位置处,使得其不位于所述点火尖端下方,所述导热芯部的所述第二端位于在所述导热芯部与所述可焊接芯部的芯界面处距所述焊接端的焊接表面1.02mm或更小(尺寸y)的位置处,并且所述导热芯部的平均厚度在0.25mm到1.52mm之间,包括端值(尺寸a)。6.根据权利要求1所述的火花塞电极,其中,所述可焊接芯部由镍基材料制成。7.根据权利要求6所述的火花塞电极,其中,所述包层由与所述可焊接芯部不同的镍基材料制成,并且所述可焊接芯部中镍的重量百分比高于所述包层中镍的重量百分比。8.根据权利要求6所述的火花塞电极,其中,所述可焊接芯部由包括98wt%或更多的镍的镍基材料制成。9.根据权利要求1所述的火花塞电极,其中,所述电极是接地电极,并且所述可焊接芯部包括第一端和第二端,所述可焊接芯部从所述第一端延伸,在所述第一端,所述可焊接芯部与所述导热芯部接触,并且终止于所述第二端,在所述第二端,存在被构造为用于附着到所述火花塞外壳的焊接表面。10.根据权利要求9所述的火花塞电极,其中,所述可焊接芯部的所述第一端位于在所述导热芯部与所述可焊接芯部的芯界面处距所述焊接端的焊接表面1.02mm或更小(尺寸y)的位置处,并且所述可焊接芯部的平均厚度在0.25mm到1.52mm之间,包括端值(尺寸b)。11.根据权利要求9所述的火花塞电极,其中,所述焊接表面包括所述可焊接芯部与所述包层之间的镍
‑
镍界面,但基本上不包括任何铜。12.根据权利要求1所述的火花塞电极,其中,所述导热芯部在位于所述多件式芯组件内的芯界面处接合所述可焊接芯部,并且所述芯界面基本上不包括任何内部空隙。13.根据权利要求12所述的火花塞电极,其中,所述芯界面位于距所述焊接端的焊接表面1.02mm或更小(尺寸y)的位置处。
14.根据权利要求12所述的火花塞电极,其中,所述芯界面被所述包层完全封装。15.根据权利要求1所述的火花塞电极,其中,所述多件式芯组件还包括一个或多个附加芯部,所述一个或多个附加芯部与所述导热芯部和所述可焊接芯部串联布置在所述多件式芯组件内。16.根据权利要求1所述的火花塞电极,其中,所述电极是直的并且垂直于所述外壳的纵向轴线延伸的接地电极,所述导热芯部从第一端延伸到位于芯界面处的第二端,所述可焊接芯部从位于所述芯界面处的第一端延伸到包括焊接表面的第二端,并且所述焊接表面被构造为用于焊接到所述外壳或连接件中的至少一者。17.根据权利要求16所述的火花塞电极,其中,所述焊接表面包括所述可焊接芯部与所述包层之间的镍
‑
镍界面,但基本上不包括任何铜。18.一种火花塞,包括:根据权利要求1所述的火花塞电极,金属外壳,所述金属外壳具有轴向孔和自由端;绝缘体,所述绝缘体至少部分地保持在所述金属外壳的所述轴向孔内并且具有轴向孔;以及中心电极,所述中心电极至少部分地保持在所述绝缘体的所述轴向孔内,其中,根据权利要求1所述的火花塞电极是接地电极,并且所述焊接端被焊接到所述金属外壳的所述自由端。19.一种用于火花塞的电极,包括:点火端;焊接端;多件式芯组件,所述多件式芯组件至少部分地在所述点火端与所述焊接端之间延伸并且具有导热芯部、可焊接芯部、和所述导热芯部接合所述可焊接芯部的位置处的芯界面,所述导热芯部由铜基材料制成,所述可焊接芯部由镍基材料制成,并且所述芯界面基本上不包括任何内部空隙;以及包层,所述包层至少部分地包围所述多件式芯组件并且由镍基材料制成,其中,所述可焊接芯部具有焊接表面,所述焊接表面包括所述可焊接芯部与所述包层之间的镍
‑
镍界面,但基本上不包括任何铜。20.一种制造火花塞电极的方法,包括以下步骤:将导热材料坯料和可焊接材料坯料插入包层杯以形成坯料及包层杯组件,其中,所述导热材料坯料由铜基材料制成并且被首先插入所述包层杯,所述可焊接材料坯料由镍基材料制成并且被其次插入所述包层杯,并且所述包层杯由镍基材料制成;挤压所述坯料及包层杯组件以形成具有多件式芯组件的挤出物,其中,所述导热材料坯料变成导热芯部,所述可焊接材料坯料变成可焊接芯部,所述包层杯变成至少部分地包围所述多件式芯组件的包层,并且所述导热芯部和所述可焊接芯部串联布置在所述多件式芯组件内;以及修整穿过所述可焊接芯部和所述包层的挤出物以形成焊接表面,所述焊接表面包括所述可焊接芯部与所述包层之间的镍
‑
镍界面,但基本上不包括任何铜。
技术总结
一种火花塞电极,包括导热芯部和可焊接芯部,导热芯部和可焊接芯部在多件式芯组件内串联对齐,以改善电极的热管理和附着特性。可以由铜基材料制成的导热芯部位于朝向接地电极的点火端的位置处。可焊接芯部可以由镍基材料制成并且位于朝向接地电极的焊接端的位置处。还描述了一种制造方法,该方法用于挤压并且形成带有多件式芯组件的火花塞电极。该方法被设计成使得导热芯部与可焊接芯部之间的芯界面基本上不包括任何内部空隙,并且电极附着到火花塞外壳的位置处的焊接表面具有镍
技术研发人员:大卫
受保护的技术使用者:联邦-富豪燃气有限责任公司
技术研发日:2020.04.29
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。