用于制造微流组合件的密封方法
1.分案申请信息
2.本技术是申请日为2017年2月21日、申请号为201780017502.7、发明名称为“微流限流器组合件及其制造方法”的发明专利申请的分案申请。
3.相关申请案的交叉参考
4.本技术案主张2016年2月22日申请的美国临时申请案第62/298,168号的优先权益,所述案的全部内容以引用的方式并入本文中。
技术领域
5.本发明大体涉及限流器的领域,且更具体来说涉及在医疗应用中有用的微流限流器。
背景技术:
6.微流限流器通常在医疗领域中结合输液泵用以调节输到患者的药物流和其它流体。微流限流器通常能够在少于每小时500毫升的范围中调节流体流,但可在必要时调节更高流速。输液泵系统操作所处的典型压力小于约60kpa。
7.在现有技术中认识到现存微流限流器的相当大的困难。具体来说,对于随着时间推移维持通过限流器的流,现有技术微流限流器据信极易因流体中存在微粒和气泡而卡停(seizing)。流动通过限流器的小量流体和输液泵的最小操作压力据信不能提供足够的压力来移动或以其它方式排除颗粒或使气泡破裂且允许流体继续流动通过限流器。为解决此问题,精选现有技术微流限流器经特殊设计以产生流体的多个曲折路径,此类路径经设计以使气泡破裂并允许流体避开颗粒。
8.但是,现有技术微流限流器的制造因所用的流体路径极小而较昂贵。一些现存限流器会使用高成本处理和后处理步骤来制造。另外,现存限流器因限流器内的微泄漏而具有随时间推移降低流速的问题。
技术实现要素:
9.意外地鉴于现有技术,本发明人已发现,由流动通过微流限流器的流体产生的摩擦电荷随时间推移影响通过所述限流器的流体流。通过管理流体和微流限流器的摩擦带电效应,微流限流器能够随时间推移如所预期一致地运作。另外,本发明中的流体路径的独特配置允许摩擦带电效应的更好管理,同时简化制造工艺并降低制造成本。因此,本发明实现随时间推移管理非常少量的流体流而无微流限流器配置中的摩擦带电效应的显著干扰,所述微流限流器配置允许以更具成本效益的方式制造。
10.本发明涉及一种医疗流体微流组合件,其包含组合件流体入口和组合件流体出口。具有外部表面的芯轴定位在外壳的腔室内,使得所述芯轴的所述外部表面的至少部分大体上平行于所述腔室的内部表面的至少部分。至少一个突出部从所述腔室的所述内部表面或所述芯轴的所述外部表面延伸,每一突出部邻接所述芯轴的所述外部表面或所述腔室
的所述内部表面以形成密封流体通道。所述密封流体通道可包含经定位靠近所述组合件流体入口的通道入口和经定位靠近所述组合件流体出口的通道出口。
11.所述密封流体通道具有长度和平均宽度,且在某些实施例中,所述通道的长度可比所述密封流体通道的平均宽度的十倍大。所述密封流体通道的平均宽度可为至少50微米且在一些实施例中可比50微米宽。所述密封流体通道可具有沿着所述密封流体通道的长度的至少部分恒定的宽度,或可具有沿着所述通道的长度的至少部分变化的宽度。在某些实施例中,所述密封流体通道的所述宽度可沿着所述通道的长度的至少部分增大,使得所述密封流体通道在靠近所述通道出口处最宽。
12.所述芯轴的所述外部表面可具有各种形状且可具有圆锥形形状,使得所述密封流体通道可以螺旋样式围绕所述芯轴的所述外部表面延伸。
13.在特定实施例中,所述芯轴的所述外部表面的部分可为平面的。腔室的所述内部表面的至少部分可经配置以大体上平行于所述芯轴的所述外部表面的所述平面部分。在其中所述芯轴的所述外部表面的至少两个部分是平面的配置中,两个部分大体上平行于所述腔室的所述内部表面的至少部分,突出部可定位在所述芯轴或所述腔室的每一平面表面上,使得形成至少两个密封流体通道。
14.所述突出部可从所述芯轴的所述外部表面的所述平面部分或所述腔室的所述内部表面延伸。在一些实施例中,突出部可从所述芯轴的所述外部表面和所述腔室的所述内部表面延伸。
15.所述密封流体通道具有平均高度,在一些实施例中,所述平均高度是所述芯轴的所述外部表面与所述外壳的所述腔室的所述内部表面之间的平均距离。所述密封流体通道还具有平均宽度,且在一些实施例中,所述密封流体通道的平均宽度至少等于所述密封流体通道的平均高度的例如至少3倍、至少5倍或至少10倍。在某些配置中,所述密封流体通道的平均高度可等于或大于约五(5)微米且小于约五百(500)微米。形成所述密封流体通道的表面的至少一者可具有平均表面粗糙度,其小于所述密封流体通道的平均高度的约百分之十(10%)(例如,小于约百分之五(5%))且理想地,尽可能平滑。
16.所述突出部可包含第一表面和第二表面,所述第一和第二表面形成顶点,其接触所述芯轴的所述外部表面或所述腔室的所述内部表面以形成所述密封流体通道。在一些配置中,所述顶点可形成为半径,其可在某些配置中大于或等于0.001微米。
17.所述密封流体通道可至少部分由在接触盐水或葡萄糖溶液时展现大体上中性摩擦电荷的材料制成。为实现这一点,所述密封流体通道可至少部分由聚碳酸酯形成。所述密封流体通道的部分还可由聚砜、丙烯酸、pvc、尼龙、聚乙烯、聚丙烯聚合物或这些材料与聚碳酸酯的组合。
18.所述医疗流体微流组合件可经配置以使得所述密封流体通道允许流体按大于约每小时0.01ml的流速且在一些配置中按小于约每小时500ml的流速流动通过所述组合件流体出口。
19.根据本发明的另一方面,提供一种用于制造医疗流体微流组合件的方法。所述方法可包含:形成包括腔室的医疗流体微流组合件外壳,以及形成包括外部表面的芯轴。另外,在使所述医疗流体微流组合件外壳或所述芯轴的材料中的至少一者硬化之前,所述芯轴可定位于所述医疗流体微流组合件外壳的所述腔室内,使得从所述腔室的内部表面或所
述芯轴的所述外部表面延伸的至少一个部分硬化突出部邻接所述芯轴的所述外部表面或所述腔室的所述内部表面以形成密封流体通道。所述部分硬化材料具有更大变形能力,且借此补偿几何和制造变化,从而在微流组合件外壳与芯轴之间形成更完美的密封,且降低微泄漏的倾向。在将所述芯轴定位于所述医疗流体微流组合件外壳的所述腔室内之后,所述芯轴及/或所述医疗流体微流组合件外壳通过时间、温度、化学品或其它方式硬化。在一个实施例中,当除了在组装期间部分硬化的所述医疗流体微流组合件外壳外的所有组件完全硬化时,组装所述医疗流体微流组合件。在另一实施例中,在所述医疗流体微流组合件的组装期间,仅所述芯轴部分硬化。
20.在另一实施例中,所述方法包含达成通过所述微流组合件的预期流速。举例来说,所述方法可包含将具有腔室的医疗流体微流组合件外壳装载到固定装置中,且将固化粘合剂涂覆到所述腔室的所述内部表面与柱之间的所述外壳的所述腔室的所述内部表面的部分上。所述方法进一步可包含监测加压气体的空气流速或入口与出口之间的压力差(例如,所述出口处的真空),将通过所述密封流体通道的所述加压气体从所述通道入口传递到所述通道出口,且基于经监测空气流速调整所述柱对芯轴的按压。接着,在经测量空气流速达到目标空气流速时可固化所述固化粘合剂。
附图说明
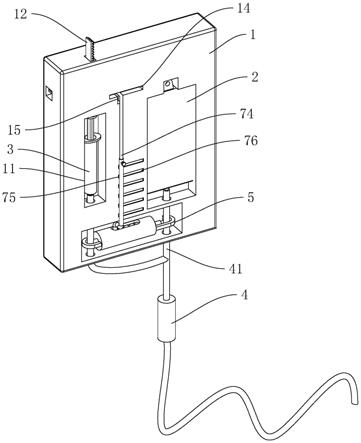
21.图1a是利用根据本发明的方面的微流组合件的实施例的输液泵系统的透视图。
22.图1b是利用根据本发明的另一方面的微流组合件的实施例的输液泵系统的另一透视图。
23.图2a是图1a的微流组合件的透视分解图。
24.图2b是微流组合件的另一实施例的透视分解图。
25.图3a是根据本发明的微流组合件的实施例的透视图。
26.图3b是图3a中描绘的微流组合件的实施例的侧视图。
27.图4a是沿着线a
‑
a取得的图3b中描绘的微流组合件的横截面视图。
28.图4b是微流组合件的实施例的横截面视图。
29.图4c是图2b中描绘的经组装微流组合件的横截面视图。
30.图5是本发明中有用的流体销的实施例的侧视图。
31.图6是图5中描绘的流体销的端视图。
32.图7是本发明中有用的外壳的实施例的侧视图。
33.图8是沿着线b
‑
b取得的图7中描绘的外壳的横截面视图。
34.图9是图8中描绘的外壳的环绕部分的放大视图。
35.图10是图9中描绘的外壳的环绕部分的放大视图。
36.图11是图4a中描绘的微流组合件的环绕部分的放大视图。
37.图12a是芯轴的实施例的侧视图。
38.图12b是芯轴的另一实施例的侧视图。
39.图12c是芯轴的又一实施例的侧视图。
40.图13a是芯轴的另一实施例的透视图。
41.图13b是芯轴的替代实施例的俯视图。
42.图13c是图13b中描绘的芯轴的横截面视图。
43.图13d是芯轴的不同实施例的透视图。
44.图13e是芯轴的另一实施例的横截面视图。
45.图14是芯轴和外壳的部分横截面视图。
46.图15是定位在流动性输液泵的储液器内的微流组合件的实施例的横截面视图。
47.图16是说明制造根据本发明的方面的微流组合件的示例性方法的流程图。
48.图17是说明根据本发明的方面的达成通过微流组合件的期望流速的示例性方法的流程图。
49.图18是说明制造具有部分硬化“绿色”组件的微流组合件的益处的图。
具体实施方式
50.现将参考附图中说明的一或多个实施例描述本发明。应理解,具体实施方式以解释本发明的方式提供,且并不意味着限制本发明。例如,说明且描述为一个实施例的部分的特征可用于另一实施例上以产生进一步实施例。期望本发明包含对本文描述的实施例的这些及其它修改和变化。
51.图1a说明用于递送流体到患者的流动性输液泵系统110。流动性输液泵系统110通常包含储液器112、储液器支撑件和来自储液器112的流体流动通过的管道114。储液器112还可用作泵且通常为橡胶或弹性囊,其经设计以在输液过程期间施加恒定压力到泵的内容物上。流动性输液泵系统中的典型压力可在从约20kpa到约60kpa之间的范围中。
52.如在图1a和1b中展示,微流限流器10的流体入口可连接到医疗管道114以从储液器112接收流体。流体通过微流限流器10且从微流限流器10的流体出口流出到针组合件113中以流到患者(如在图1a中展示)或流出到医疗管道116中以流到患者(如在图1b中展示)。
53.微流组合件10可经配置以在其组合件流体入口28和组合件流体出口26(在图3a中展示两者)处接合且保持各种物品,例如医疗管道、鲁尔锁(luer lock)连接器以及可用于形成流体路径的任何其它的多个机构。
54.微流限流器组合件10可用于限制输到患者的流体流。微流限流器组合件10可通过医疗管道114连接到储液器112且可使用各种机构连接到患者。举例来说且如在图1a中展示,微流限流器组合件10可在一端连接到医疗管道114且在其另一端连接到针组合件113,所述针组合件经配置以接合患者的经确定静脉部位。在其它配置中且如在图1b中展示,微流限流器组合件10可连接到医疗管道116,其可具有连接到其另一端的针组合件113。任选地,多个微流限流器组合件可用于储液器112与患者之间的流体路径中。举例来说,在图1b中,流体从储液器112流到医疗管道114中,通过微流限流器组合件10到医疗管道116中,通过第二微流限流器组合件到针组合件113中且到患者。其它物品可用于替换针组合件113,包含导管、鲁尔锁配接件或其它专用配接件。
55.参考图2a到4b,其中展示医疗流体微流组合件。微流组合件10包含组合件流体入口28和组合件流体出口26,其经流体连接以使得进入组合件流体入口28的流体穿过微流组合件10且通过组合件流体出口26流出微流组合件10。在一些实施例中且如在图4a和4b中展示,组合件流体入口28可定位在外壳22中。在一些实施例中且如在图4a和4b中展示,组合件流体出口26可定位在柱14中。
56.图2a是微流组合件10的实施例的分解图,其包含外壳22、芯轴20、销18、密封件16、柱14和连接器12。微流组合件10的其它实施例可经配置以使得选定元件(例如,芯轴20和销18)形成为单件。例如,外壳22和连接器12可形成为单件,其还可包含密封件16。柱14、密封件16、销18和芯轴20也可形成为单件。在某些实施例中,选定件可为便于制造而省略。
57.如在图2a中所见,芯轴20定位于外壳22内且可包含腔室70、端68和外部表面66。销18可用在其中形成具有中心腔室70的芯轴20的实施例中。销18的主体50可定位于芯轴20的腔室70内,且可用于提供对芯轴20的支撑。销18的主体50可仅占据中心腔室70的部分。
58.柱14经配置以将销18和芯轴20移动到外壳22内的腔室80中。在精选实施例中,柱14和销18可形成为单个元件。取决于特定制造工艺的适用性,柱14、密封件16、销18和连接器12可形成为一或多个元件。例如,柱14和销18可形成为单个元件。在其它实施例中,柱14、销18和连接器12可形成为单个元件。柱14、芯轴20和销18可形成为单个元件或可通过粘合剂、超声波焊接、螺丝或咬合特征结合。
59.密封件16可形成为柱14的部分,或可单独形成且定位在柱14与外壳22的内部表面86之间。举例来说,密封件16可定位于柱14的定位槽46内,使得密封件16接触柱14的外部表面和外壳22的内部表面86。密封件16用来确保流体仅通过通道42传输并防止流体绕开限流通道,其测量通过微流组合件10的流体的适当流。密封件16还帮助防止用于将柱14结合到外壳22的内部表面86的粘合剂干扰通过微流限流器组合件10的流体流。密封件16可由各种材料(包含硅树脂、橡胶或其它适当材料)的任一者形成。在特定实施例中,柱14和密封件16可形成为单个元件,且密封件16可与柱14、芯轴20、销18或外壳22共模。柱14、密封件16和连接器12也可形成为单个元件。
60.图2b是微流组合件的另一实施例的分解图,其包含外壳22、芯轴20、密封件16、柱14和连接器12。如在图2b中所见,柱14可包含螺纹特征15。另外,外壳22可包含螺旋槽,且柱14可包含尖头部分。密封件16可经包覆铸造模制。
61.图3a展示经组装的微流组合件10的实施例,且描绘定位在柱14中的组合件流体出口26。图4中展示的组合件流体入口28定位在外壳22中。图3b说明图3a的经组装微流组合件10的侧视图。
62.如在图3a及3b中展示,连接器12的外部表面30可包含增强其方便使用的特征(例如凹槽32)。凹槽32或其它抓取特征可以各种方式形成,例如,肋状突起、滚花或仅粗糙表面纹理。
63.连接器12包含开口34,其可延伸穿过连接器12。螺纹36可形成于开口34的内部表面35中,以允许流体源可释放地接合到微流组合件10。鲁尔锁配接件和按扣连接尤其适用于结合连接器12使用。
64.如在图4a和4b中展示,外壳22进一步包含可经定位与连接器12相邻的端78。在选定实施例中,连接器12可包含凹陷表面38和肩部40,其经配置以接合外壳22。如在图4b中展示,柱14及连接器12可经设计以使得连接器12卡合到柱14上或以其它方式机械连接到柱14。
65.与出口部分74相邻的外壳22的端78与连接器12的凹陷表面38邻接。连接器12的肩部40可围绕外壳22的出口部分74的至少部分延伸。在某些实施例中,外壳22及连接器12可按扣配合在一起或可由粘合剂或其它结合工艺(例如超声波焊接、保持特征或紧固件)固
定。如在图4b的微流组合件中描绘,外壳22可仅与连接器12邻接且通过微流组合件10的其它元件固定在适当位置。在特定实施例中,外壳22和连接器12可一体形成为单个元件。
66.图4b中描绘的微流组合件的实施例展示芯轴20定位在外壳22的腔室80内,芯轴20不具有腔室,且与柱14接触。芯轴20和柱14可形成为单个元件或可通过粘合剂、保持机构、超声波焊接及类似物结合。
67.如在图5和6中展示,销18可进一步包含具有圆周64的圆盘52、可经定位与芯轴20的端68相邻的下表面54。圆盘52可包含上表面56,至少一个凸起58及在一些实施例中多个凸起58可定位在上表面56上。每一凸起58的上表面60可接触柱14。
68.图4a到4c和7到10描绘本发明中有用的外壳22。外壳22包含出口部分74和入口部分76。在图7和8中描绘的实施例中,组合件流体入口28经定位靠近外壳22的入口部分76。外壳22的外部表面73可以各种方式形成以满足用户的特定需求。外壳的外部可经配置以使用户轻易且牢固地抓取外壳22。关于微流组合件10的特性的信息可压印在外壳22上。
69.如在图8中展示,外壳22包含形成腔室80的内部表面86。腔室80可具有区域,例如入口部分84和过渡部分82。外壳22的内部表面86可以各种方式塑形,且可具有平面、弯曲、圆锥形或其它形状的一些部分。
70.如在图4a中展示,在精选实施例中,组合件流体入口28可经定位与腔室80相邻,且腔室80可具有入口部分84。流体通过外壳22中的组合件流体入口28进入微利组合件10。
71.如在图11中最佳展示,芯轴20的外部表面66经定位靠近外壳22的腔室80的内部表面86。
72.图2a和4a到4c中展示的柱14具有入口端48。柱14中的通道42从入口端48延伸到组合件流体出口26。柱14的入口端48经定位接触销18的凸起58或芯轴20。如在图2a和4a中所见,柱14还可包含套管44,其从靠近入口端48的柱14的至少部分向外延伸并环绕所述部分。在将柱14组装到外壳22中之后,套管44可经配置以使得在套管44与腔室80的内部表面86之间或柱14的外部表面与腔室80的内部表面86之间形成间隙。可使用粘合剂来将柱14固定到外壳22,且在精选实施例中,固定到芯轴20。芯吸型粘合剂可用于充填间隙并将组件固定在一起。此类粘合剂可在柱14已经定位在外壳22内之后涂覆。
73.柱14与外壳22之间的间隙可在从约.01mm到约1.25mm的范围中,且在选定实施例中,可为约0.075mm。
74.如在图4c(其为在组装配置中的图2b中描绘的微流组合件的横截面视图)中所见,柱14可包含螺纹特征15。螺纹特征15可接合外壳22的内部表面86的至少部分。
75.参考图8到13b,至少一个突出部90定位在外壳22的腔室80的内部表面86上或芯轴20的外部表面66上。图8在其中将定位芯轴20的区域中展示定位在内部表面86上的突出部90。突出部90可沿着外壳22的实质长度延伸,且在一些实施例中,可延伸超越芯轴20的长度。这通过实现将芯轴20定位在外壳22内时的更宽范围的变化而允许构造微流组合件10过程中的灵活性。
76.图9和10更详细展示突出部90的实施例。突出部90可形成为在其最高端具有宽度w和高度h的斜坡。突出部90可包含第一表面92和第二表面94,第一表面92和第二表面94形成如图10中展示的顶点96。突出部90可沿着内部表面86或芯轴20的外部表面66延伸某一长度,所述长度足以使得其形成围绕内部表面86的圆周的至少两次完整缠绕。
77.图11展示与芯轴20的外部表面66邻接的突出部90。如在其中所见,在内部表面86、外部表面66与突出部90之间形成密封流体通道100。在图8到11中展示的实施例中,密封流体通道100形成用于通过微流限流器组合件10的流体的螺旋形路径。
78.在特定实施例中,突出部90具有在内部表面86或外部表面66的至少部分上大体上连续螺旋延伸的长度。突出部90可以不同方式定位在此表面上。举例来说,突出部90的连续缠绕之间的距离或突出部90的间距可相对于通过组合件的流体流的方向增大或减小。突出部90的间距沿着表面长度还可为均匀或不均匀的。举例来说且如在图12a中说明,突出部90定位于芯轴20的外部表面66上,且突出部90的间距在流动方向上减小。图12b中展示的突出部90的间距相对于流体流的方向增大。图12c说明表面66上的突出部90的不均匀定位。图12a到12c仅为说明性的,因为突出部90可形成围绕表面66的更多缠绕。
79.突出部90的许多配置适用于本发明中,包含具有三角形、椭圆形、正交或圆形的横截面形状的突出部。但是,期望选择顶点96处的横截面区域(图10中展示),其将聚集芯轴20和外壳22的组装期间的压缩负载,且允许顶点96处的小总区域的受控变形。这允许顶点96处的局部应力超过形成突出部90的材料的塑性极限。
80.突出部90的局部变形优选地经配置以避免在外壳22中产生足以造成破裂的圆周应力。针对突出部90、外壳22和芯轴20选择的材料将影响微流组合件10对破裂的稳健性。另外,芯轴20的外部表面66的角度将影响外壳22对破裂的抗性。在一些实施例中,七度的角度(十四度夹角)允许芯轴20自锁而不产生过多的圆周应力。五度与九度之间的角度(十度到十八度夹角)也适用于本发明中。
81.如上文描述,本发明的密封流体通道100通过外壳22的内部表面86和芯轴20的外部表面66形成。芯轴20和外壳22的特定配置可以各种方式结构化以达成密封流体通道100。在一些实施例中,外壳22的内部表面86提供芯轴20定位到其中的渐缩圆锥形凹陷。芯轴20的外部表面66可形成为对应渐缩圆锥形表面,突出部90自其延伸。
82.如在图13a到13d中展示,芯轴20的外部表面66可至少部分包含楔形件的平坦表面。这些类型的芯轴20将适用于外壳22中,所述外壳的内部表面86的至少部分形成为倾斜平坦表面。
83.图13a展示形成为突出部90定位于其上的楔形件的芯轴20。外壳22的内部表面86应经塑形以使得当芯轴20插入外壳22中时,内部表面86的至少部分大体上平行于芯轴20的外部表面66且与之间隔开。
84.如在图13a中展示,突出部90定位在芯轴20上,使得当楔形芯轴20与外壳22接合时产生两个密封流体通道100。一个、两个或更多密封流体通道100可包含在微流组合件10中。
85.密封流体通道100可环绕芯轴20或定位在芯轴20的单侧上。图13a到13d描绘具有在其上形成突出部90的至少一个平坦表面的芯轴20。图13a的突出部90形成两个密封流体通道100,其使流体跨芯轴20的单个表面来回移动。图13b和13c的实施例将突出部90定位在芯轴20的单个表面上,但是密封通道100形成为螺旋形,流体通过孔71和通道72流出螺旋。图13d将芯轴20描绘为楔形,具有定位在芯轴20的两个表面上的突出部90。在一些实施例中且如在图13e中展示,突出部90可定位于具有矩形横截面的芯轴20上。楔形件21可用于将芯轴20移动到外壳22内的适当位置。
86.突出部90可针对其所位于的特定表面而特别配置。举例来说,如在图8中展示,沿
着腔室80的内部表面86延伸的突出部90可在芯轴20定位于外壳22内时延伸超越芯轴20的长度。
87.期望的是,突出部90的高度优选地是均匀的。
88.在一些实施例中,应选择外壳22的内部表面86和芯轴20的外部表面66的角度,使得其最上部分呈现类似渐缩圆锥形形式,这使芯轴20及外壳22能够变为自锁。为实现这一点,锥角应基本上处于或略低于用来形成芯轴20和外壳22上的突出部90的特定材料的自紧角。举例来说,聚碳酸酯材料具有约为15度的自紧角(30度的夹角)。利用此自锁特征允许在微流组合件10上成功利用更宽范围的接合工艺。
89.参考图14,腔室80内的流体超过突出部90且进入密封流体通道100中。芯轴20和外壳22的配置产生密封流体通道100的矩形进口。流体中的气泡很可能接触矩形进口的边缘,如在图14中说明。密封流体通道100的矩形进口可产生压力点,其协助使流体中含有的气泡(例如气泡106)破裂。
90.密封流体通道100的配置可促进层流,这可有助于维持流的空气/水相关性。流体流动通过密封流体通道100,靠近销18流出。密封件16防止流体,除了通过终止在组合件出口26的通道42以外,流出外壳22。微流限流器10的不同配置还可包含柱14、连接器12和外壳22的替代配置。
91.在特定实施例中,密封流体通道100可具有大于约五(5)微米且小于约五百(500)微米的高度及大于约五十(50)微米且小于约六千(6000)微米的宽度。密封流体通道100的高度可通过芯轴20插入外壳22中的距离调整。可通过制造具有特定高度h、特定宽度w和特定长度l的密封流体通道100而选择通过密封流体通道100的流体流。
92.参考图15,微流限流器组合件可形成为流动性输液泵的一体组件。如在图15中展示,流动性输液泵1500可包含至少部分并入储液器112'内的微流限流器组合件10'。微流限流器组合件10'的组件可类似于例如图2a的微流限流器组合件10构造。举例来说,图15的芯轴20'与图2a的芯轴20对应,图15的密封件16'与图2a的密封件16对应,且图15的柱14'与图2a的柱14对应。柱14'可定位于管座内。微流限流器组合件10'包含外壳22',使得芯轴20'、密封件16'和柱14'定位于外壳22'内以形成如上文描述的密封流体通道。
93.微流限流器组合件10'可包含填充入口1502,其具有从填充入口1502一路延伸到放置在储液器112'内的单向阀1504的流体通道。储液器112'可通过填充入口1502接收流体,且单向阀1504可防止流体通过填充入口1502流出储液器112'。单向阀1504可为所属领域中已知的任何单向阀。微流限流器组合件10'可包含入口1508,其可允许来自储液器112'的流体流动通过微流限流器组合件10'且最终通过医疗管道116'。另外,储液器112'可通过环夹1506固定在微流限流器组合件10'上。
94.微流限流器10的某些实施例可组装于经配置以在施加负载(静态或脉冲)到柱14(其将芯轴20移动到外壳22中的适当位置)时使空气从组合件入口28流动通过微流限流器10到组合件出口26的设备中。
95.施加到柱14的压力用于调整通过微流组合件10的流体流的速率。可获得500ml/小时与0.5ml/小时之间的流速,且在某些实施例中,可获得0.5ml/小时与0.01ml/小时之间的流速。在施加压力到柱14时,柱14的出口端按在定位在销18上的凸起58的表面60上。销18的下表面54使芯轴20移动深入腔室80中。在选定实施例中,突出部90可经压缩或变形以降低
密封流体通道100的高度h。
96.流速的调整和密封流体通道100的密封取决于突出部90的变形和其变形所抵靠的表面。突出部90的顶点96的配置可广泛地变化,但,较小面积的顶点96将允许在顶点96处形成局部应力,其可能超过形成突出部的材料的塑性极限。
97.为实现定位在外壳22的内部表面86上的突出部90的变形,选定形成突出部90的材料可比用于形成芯轴20的材料更软。相反,可选择用于形成芯轴20的材料以使得其比用于形成突出部90的材料更软。在此情形中,芯轴20将围绕突出部90变形。相同材料可用于形成突出部90和芯轴20两者,从而允许两者变形以形成气密密封件。
98.在空气流动通过微流组合件10时,测量气流,且在本发明的许多实施例中,密封流体通道100的配置提供将允许装置的准确校准的空气/水相关性。通过密封件16或装置的其它部分的任何潜在泄漏将在流体通过密封流体通道100之后发生,从而使得准确的流测量能够达成。
99.在插入外壳22中且施加负载到柱14之前,粘合剂(例如uv固化粘合剂)可涂覆在柱14与外壳22之间。在粘合剂固化之前达成通过微流组合件10的预期流速。也可在芯轴20插入到外壳22内的恰当位置且达成预期流速之后涂覆粘合剂,但冲撞或其它处置可能更改柱14或芯轴22的位置且因此更改流速。一旦粘合剂固化,密封流体通道100的尺寸便固定。
100.注模成型是经济且准确的方法,可通过所述方法制造微流限流器10的部分。在注模成型工艺期间,注塑模具将磨损且突出部90可能因此改变而增大高度。然而,组装方法适应制造工艺中的这种潜在改变,且使微流限流器10能够以相同方式组装到预设定流速。组装方法还适应组件的制造中的变化。
101.现在参考图16,描述制造微流限流器组合件10的方法1600。在步骤1602,使用机器(例如,注模成型机器)由材料(例如,塑料)形成具有腔室80的医疗流体微流组合件外壳22。在注模成型之后,塑料在其部分硬化的意义来说尚未固化。在聚碳酸酯的情况中,硬化/固化过程花费3到5天。此前,未固化塑料较软且称为“绿色”(例如,部分硬化)。可使用可通过施加能量(例如,热(热固)、uv等)而硬化的其它“绿色”塑料。另外,可通过例如制冷、冷冻或化学试剂防止或延迟“绿色”塑料的硬化。因此,“绿色”塑料可随后通过反转硬化防止过程(例如,通过施加热或另一化学试剂)而硬化/固化。
102.类似地,在步骤1604、1606和1608,使用机器(例如,注模成型机器)由材料(例如,塑料)形成具有外部表面66的芯轴20、具有组合件流体出口26的柱14和具有延伸其中的开口34的连接器12。在步骤1610,芯轴20定位在外壳22的腔室80内,使得如上文描述的从腔室80的内部表面86或芯轴20的外部表面66延伸的至少一个部分硬化的未固化突出部90与芯轴20的外部表面66或腔室80的内部表面86邻接以形成密封流体通道。密封流体通道包含经定位靠近流体入口28的通道入口和经定位靠近流体出口26的通道出口,借此减少医疗流体微流组合件内流速随时间推移的减小。
103.本发明意外确定,使用部分硬化的未固化塑料来形成突出部90改进了流速随时间推移的一致性且防止或最小化随时间推移的流速减小(“下跌”),所述下跌可源自突出部与芯轴20的外部表面66或外壳22的内部表面86的平滑表面之间的微泄漏。
104.发明者发现,略微较低硬度允许螺旋特征(例如,突出部90)变形更多,且重要的是,足以形成不可渗透密封件。在一个实施例中,外壳22的内部表面86上的突出部90是“绿
色”的,而芯轴20的外部表面66为硬化塑料。在另一实施例中,芯轴20的外部表面66是“绿色”的,而外壳22的内部表面86上的突出部90为硬化塑料。在又一实施例中,芯轴20的外部表面66和外壳22的内部表面86两者上的突出部90均是“绿色”的。与在组装之前等待直到塑料固化的行业标准相反,发明人发现,在硬化之前组装医疗流体微流组合件的组件会降低流速的速率变化。举例来说,组装在一起的部分硬化组件可固化以填充组件之间因制造工艺所致的不合需要的微间隙。
105.外壳22与芯轴20之间的密封对归因于上文描述的下跌现象而提供一致的流速来说是至关重要的。其它密封方法可包含例如激光、光子、溶剂、振动、超声波等。
106.在步骤1612,柱14经按压抵靠外壳22的腔室80内的芯轴20,使得柱14的组合件流体出口26与通道出口流体连通。在步骤1614,连接器12固定到外壳22,使得柱14的至少部分定位在连接器12的开口34内。如上文描述,连接器12可经设计以使得连接器12卡合到柱14上或以其它方式机械连接到柱14。
107.在常规实践中,大多数塑料部分在组装之前在外部供应商处大批量制造和贮入仓库,因此为塑料提供足够的硬化时间。然而,根据本发明的方面,在相对快速的时间(例如,少于在形成每一组件之后的12小时、少于在形成每一组件之后的8小时、少于在形成每一组件之后的6小时)中组装未固化组件,借此减少下跌。在步骤1616,外壳22、芯轴20、柱14和连接器12硬化/固化。固化时间可随特定塑料而变。举例来说,聚碳酸酯的固化时间/硬化时间为3到5天,例如,36到60小时。
108.虽然步骤1610到1616描述组装多个部分硬化组件来形成微流限流器组合件,但应理解,并非所有组件都需要部分硬化。举例来说,在一个实施例中,当除了在组装期间部分硬化的外壳22外的所有组件完全硬化时,组装微流限流器组合件。在另一实施例中,在医疗流体微流组合件的组装期间,仅芯轴部分硬化。在组装之后,允许外壳22硬化/固化,借此减少下跌。
109.现参考图17,描述达成通过微流组合件10的预期流速的示范性方法。可使用微流组合件机器执行方法1700。举例来说,微流组合件机器可包含控制器,例如,电脑、机动线性致动器、固定装置、流量计(例如,质量流量计)和uv光。在步骤1702,微流限流器组合件外壳22装载到微流组合件机器的固定装置中。
110.在步骤1704,固化粘合剂(例如,uv固化环氧树脂)涂覆到外壳22的内部表面86上。粘合剂可涂覆到外壳22的内部表面86在腔室中在内部表面86与柱14之间的部分。粘合剂(例如,dymax 1160
‑
m
‑
sv01)可包含荧光元件,使得视觉或机器视觉检验更简单。在一个实施例中,在外壳22装载到固定装置中之前,粘合剂可涂覆到外壳22的内部表面86。在又一实施例中,在微流限流器组合件10的组件固化且微流限流器组合件10固定之后,可将粘合剂涂覆到外壳22的内部表面86。
111.在步骤1706,芯轴20定位在外壳22的腔室80内,使得从腔室80的内部表面86或芯轴20的外部表面66延伸的至少一个部分硬化突出部90与芯轴20的外部表面66或腔室80的内部表面86邻接以形成密封流体通道,如上文描述。
112.在步骤1708,柱14经按压抵靠外壳22的腔室80内的芯轴20以通过例如机动线性致动器或所属领域中熟知的可缓慢但一致地增大压缩力的任何机构(例如液压或旋转致动器)来压缩微流限流器组合件10。如上文描述,使用部分硬化塑料,突出部90可变形更多,从
而产生更好的密封且防止下跌。
113.在步骤1710,加压气体(例如,空气或n2)的空气流速在步骤1712通过密封流体通道之前通过流量计监测。在一个实施例中,可通过流量计监测跨密封流体通道的压力差。流量计提供通过密封流体通道的空气流速的准瞬时值。由于空气流速与流体流速相关,因此通过在步骤1714调整对微流限流器组合件10的压缩直到在步骤1708监测的空气流速达到目标空气流速,微流限流器组合件10可调节到预期流体流速。
114.当通过微流限流器组合件10达成目标空气流速且因此达成预期流体流速时,在步骤1716,例如通过激活uv光,粘合剂得以固化,这样固化了粘合剂并固定柱14的位置,及因此固定芯轴20在外壳22内的位置。如所属领域的技术人员理解,可通过所属领域中熟知的任何固化方式固化粘合剂。
115.现参考图18,描述说明制造具有未固化“绿色”组件的微流组合件10的益处的图。如上文描述,使用由部分硬化的未固化塑料形成的组件来制造微流限流器组合件10使得随时间推移的流速的一致性得以改进且减少或甚至防止医疗流体微流组合件10内的下跌。图18说明所进行的实验的结果,由此比较由线1802展示的通过使用硬化塑料组件制造的微流组合件的空气的流速与由线1804展示的通过使用未固化“绿色”塑料组件制造的微流组合件的空气的流速。
116.如在图18中展示且如在下文的表1中所见,通过使用未固化“绿色”塑料组件制造的微流组合件的空气流速在40小时的时间段内是一致的(约3ml/小时)。相比之下,如在图18中展示且如在下文的表2中所见,通过使用硬化塑料组件制造的微流组合件的空气流速在40小时的时间段内减小(从2.27ml/小时到1.83ml/小时)。
[0117][0118]
表1
[0119]
[0120]
表2
[0121]
鉴于现有技术,本发明人意外发现,卡停现象并不归因于气泡和微粒,而是归因于由流动通过微流限流器的流体产生的摩擦电荷。具体来说,本发明人注意到,除了微粒堵塞的可能性增大外,通过限流器的盐水流并未间断,而用于注射的医用级水随时间推移展现越来越慢的流速。
[0122]
摩擦带电是其中特定材料彼此接触且交换电子的一种类型的接触起电。此效应在流体和微流限流器组合件的材料滑动接触时放大。这使材料变为带电的。所产生的电荷的极性和强度将基于特定材料和那些材料的表面粗糙度以及表面之间的距离而不同。通过管理经组合的流体和微流限流器的摩擦带电效应,微流限流器能够随时间推移如预期一致地运作。
[0123]
管理由流动通过密封流体通道100的流体产生的摩擦电荷将需要仔细考虑形成芯轴20和外壳22的最佳材料,以及配置形成密封流体通道100的每一表面的表面粗糙度。可选择材料以匹配特定医疗流体。举例来说,可针对医用盐水或葡萄糖溶液(包含额外药物)选择聚碳酸酯材料。
[0124]
本文使用的表面粗糙度是平均表面粗糙度r
a
,其表征基于粗糙度轮廓离平均线的竖直偏差的绝对值的表面且如下计算,其中y是离平均线的偏差的高度:
[0125][0126]
在针对特定应用选择的某些实施例中,内部表面86和外部表面66优选具有在约0.012微米与约5微米之间的表面粗糙度。希望表面粗糙度小于密封流体通道100的高度h的百分之十(10%),例如小于百分之五(5%)。虽然并非形成密封流体通道100的每一表面将接触流体,但在一些实施例中,优选的是,形成密封流体通道100的所有表面具有大幅降低来自流动跨过表面的流体的任何摩擦带电效应的表面粗糙度。表面66和86的粗糙度也可彼此不同。
[0127]
虽然可使用许多材料(包含金属和玻璃)来形成微流限流器组合件10,但聚合物一般是使用起来经济且可适应的材料。大范围的聚合物适用于本发明中,且应经选择以对应于微流组合件的特定使用。聚合物(例如,聚碳酸酯、聚砜和丙烯酸塑料(例如,聚(甲基丙烯酸甲酯)(pmma)、pvc(聚氯乙烯)、尼龙、聚乙烯和聚丙烯))可用作用于形成微流限流器组合件的部分的材料。特定来说,医疗级聚碳酸酯可用于微流组合件的许多潜在应用。在一些实施例中,所选择的聚合物可与特定流体匹配以降低微流限流器组合件的特定应用的摩擦带电效应。在一些实施例中,所选择的材料应展现最小量的蠕变。
[0128]
所属领域的技术人员应了解,可在不脱离本发明的范围和精神的情况下对本文描述的医疗流体微流限流器的特征做出各种修改和变化。期望本发明包含所有此类变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。