1.本实用新型属于熔覆技术领域,尤其涉及一种激光熔覆层测厚装置。
背景技术:
2.激光熔覆亦称激光包覆或激光熔覆,是一种新的表面改性技术。它通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基层表面形成与其为冶金结合的添料熔覆层,在激光熔覆、等离子熔覆、焊丝堆焊等工艺的表面改性领域,尤其是对轴类、平板类圆形熔覆工件进行表面熔覆或堆焊过程中,不能实时准确测量熔覆层厚度,相关技术中,公开了一种激光熔覆实时测厚及反馈方法及装置,该激光熔覆实时测厚及反馈的方法,其特征在于:在激光加工头附近安装激光位移传感器,并使之与激光加工头随动,激光位移传感器的测量激光与圆形熔覆工件的激光熔覆层垂直,测量激光的测量点设置在与熔池在同一圆弧上且靠近两条激光熔覆层的搭接处;激光位移传感器测量熔覆层的高度,并将测量值反馈至控制器,控制器完成数值的计算、显示及反馈,进而控制激光加工头的熔覆参数,使最终尺寸满足要求,通过闭环控制调节激光加工参数,精确控制熔覆层厚度,降低人工测量误差,减少粉末浪费,有效提升熔覆效率和加工成品合格率。
3.但是,上述结构中还存在不足之处,上述结构中在圆形熔覆工件熔覆过程中进行测量厚度时,采用固定式将圆形熔覆工件固定住,不便于施工人员根据需要翻转,圆形熔覆工件在熔覆的过程中如出现少部分没有熔覆到,则需要冷却之后工作人员才能翻转圆形熔覆工件,然后继续熔覆,浪费工作时间。
4.但是,上述结构中还存在不足之处,由于其是对纺织面料进行切割,而纺织面料本身的质地比较软,直接向下切割会致使纺织面料上出现线丝,严重者所拉出的线丝还比较长,造成不必要的浪费。
5.因此,有必要提供一种新的激光熔覆层测厚装置解决上述技术问题。
技术实现要素:
6.本实用新型解决的技术问题是提供一种使用方便,能够简单有效的在圆形熔覆工件熔覆测厚期间,有效的对圆形熔覆工件进行固定,便于使用者根据需要进行微调,操作起来简单便捷的激光熔覆层测厚装置。
7.为解决上述技术问题,本实用新型提供的激光熔覆层测厚装置包括:熔覆测厚设备本体,所述熔覆测厚设备本体包括有方形激光器、传感器连接杆、激光器固定块、线激光位移传感器一、线激光位移传感器二、熔覆层和plc显示器,所述熔覆测厚设备本体的下方设有工作台,所述工作台的上方设置有收纳箱,所述收纳箱上设有圆形熔覆工件,所述收纳箱内设有夹持机构;
8.所述夹持机构包括有驱动电机,所述驱动电机固定安装在收纳箱的顶部,所述驱动电机的输出轴延伸至收纳箱内并固定安装有垂直型转动杆,所述垂直型转动杆的底端固
定安装有锥形齿轮一,所述收纳箱内转动安装有空心套筒,所述空心套筒上固定套设有锥形齿轮二,所述锥形齿轮二与锥形齿轮一啮合,所述收纳箱内转动安装有螺纹杆,所述螺纹杆的底端延伸至空心套筒内并转动安装有弧形夹板,所述空心套筒内设有弧形置放板,所述弧形夹板与弧形置放板均与圆形熔覆工件相接触,所述弧形夹板的底部固定安装有支撑杆,所述支撑杆的底端与空心套筒的底部内壁固定连接,所述收纳箱内设有提醒机构。
9.作为本实用新型的进一步方案,所述提醒机构包括有横向连接杆一,所述横向连接杆一上滑动安装有横向绝缘杆,所述横向连接杆一上固定套设有匚型导电块一,所述横向绝缘杆远离横向连接杆一的一端固定安装有匚型导电块二,所述收纳箱的底部内壁上固定安装有蓄电池,所述收纳箱上固定安装有声音提示器。
10.作为本实用新型的进一步方案,所述横向连接杆一靠近横向绝缘杆的一端开设有圆形连接槽,所述圆形连接槽远离横向绝缘杆的一侧内壁上固定安装有第一弹簧,所述第一弹簧的另一端与横向绝缘杆固定连接,所述圆形连接槽的顶部内壁和底部内壁上均开设有滑槽,所述滑槽内滑动安装有滑块,两个滑块相互靠近的一侧均与横向绝缘杆固定连接。
11.作为本实用新型的进一步方案,所述空心套筒的顶部内壁上固定安装有第一伸缩杆,所述第一伸缩杆上滑动安装有第二伸缩杆,所述第二伸缩杆的底端与弧形夹板固定连接,所述空心套筒的顶部开设有螺纹孔,所述螺纹孔与螺纹杆螺纹连接。
12.作为本实用新型的进一步方案,所述收纳箱上开设有弧形通孔,所述弧形通孔与螺纹杆滑动连接,所述螺纹杆的顶端固定安装有把手,所述空心套筒上转动套设有第一条形块,所述第一条形块的底部与收纳箱的底部内壁固定连接。
13.作为本实用新型的进一步方案,所述蓄电池上电性连接有第一导线和第二导线,所述第一导线远离蓄电池的一端电性连接在匚型导电块一上,所述第二导线远离蓄电池的一端电性连接在声音提示器上,所述声音提示器上电性连接有第三导线,所述第三导线远离声音提示器的一端电性连接在匚型导电块二上。
14.作为本实用新型的进一步方案,所述工作台的顶部固定安装有第二条形块,所述第二条形块靠近收纳箱的一侧固定安装有圆珠笔型连接杆,所述圆珠笔型连接杆与圆形熔覆工件相接触。
15.与相关技术相比较,本实用新型提供的激光熔覆层测厚装置具有如下有益效果:
16.1、本实用新型通过设置夹持机构,所述夹持机构能够有效的在圆形熔覆工件测厚的过程中进行固定,便于使用者根据需要进行轻微的翻转;
17.2、本实用新型通过设置提醒机构,所述提醒机构能够有效的提醒工作人员,能够进行熔覆的圆形熔覆工件的长度,最长距离为多少,便于使用者操作。
附图说明
18.为了便于本领域技术人员理解,下面结合附图对本实用新型作进一步的说明。
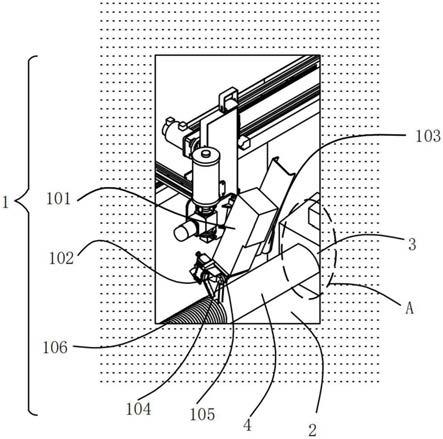
19.图1为本实用新型提供的激光熔覆层测厚装置的一种较佳实施例的局部剖视结构示意图;
20.图2为本实用新型中的局部侧视结构示意图;
21.图3为图1中a部分的剖视结构示意图;
22.图4为本实用新型中激光器固定块、传感器连接杆、圆形熔覆工件和熔覆层的装配
图。
23.图中:1、熔覆测厚设备本体;101、方形激光器;102、传感器连接杆;103、激光器固定块;104、线激光位移传感器一;105、线激光位移传感器二;106、熔覆层;107、plc显示器;2、工作台; 201、第二条形块;202、圆珠笔型连接杆;3、收纳箱;4、圆形熔覆工件;5、驱动电机;6、垂直型转动杆;7、锥形齿轮一;8、空心套筒;9、锥形齿轮二;10、螺纹杆;11、弧形夹板;12、横向连接杆一;13、匚型导电块一;14、匚型导电块二;15、声音提示器。
具体实施方式
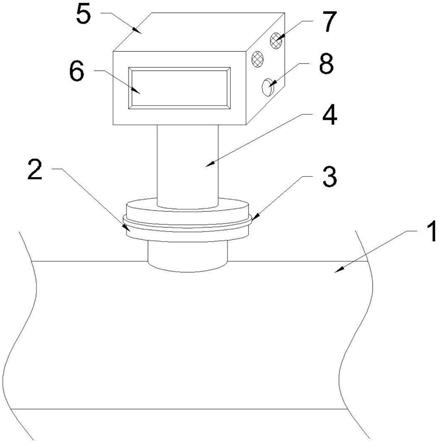
24.请结合参阅图1、图2、图3和图4,其中,图1为本实用新型提供的激光熔覆层测厚装置的一种较佳实施例的局部剖视结构示意图;图2为本实用新型中的局部侧视结构示意图;图3为图1中a部分的剖视结构示意图;图4为本实用新型中激光器固定块、传感器连接杆、圆形熔覆工件和熔覆层的装配图。激光熔覆层测厚装置包括:熔覆测厚设备本体1,所述熔覆测厚设备本体1包括有方形激光器 101、传感器连接杆102、激光器固定块103、线激光位移传感器一104、线激光位移传感器二105、熔覆层106和plc显示器107,所述线激光位移传感器一104测量位置在圆形熔覆工件4未熔覆前的位置,线激光位移传感二105测量位置在激光熔覆位置的前一道熔覆层位置,线激光位移传感器一104和线激光位移传感器二105在圆形熔覆工件4的测量点在同一条水平线上,两个测量点的位置相距 15
‑
30mm,所述激光器固定块103与方形激光器101相连固定为一体,线激光位移传感器一104和线激光位移传感器二105可以与方形激光器101保持同步协调移动,所述熔覆测厚设备本体1的下方设有工作台2,所述工作台2的上方设置有收纳箱3,所述收纳箱3上设有圆形熔覆工件4,所述线激光位移传感器一104和线激光位移传感器一 105距圆形熔覆工件4表面距离80
‑
150mm,所述收纳箱3内设有夹持机构;
25.所述线激光位移传感器一104和线激光位移传感器二105均与 plc显示器107相连并显示测量数据,在plc显示器107上显示线激光位移传感器一104的测量数据为x1,显示线激光位移传感器二105 的测量数据为x2,熔覆层厚度的测量数据为δd,(δd=x2
‑
x1),在线激光位移传感器一104、线激光位移传感器一105正式测量之前需将线激光位移传感器一104、线激光位移传感器一105的数据调整为“0”或在工件同一测量水平线上进行测量数值设定相同。
26.在激光熔覆设备的操作面板上设置好工件的熔覆参数:如工件直径、熔覆/堆焊速度、送粉速度等关键激光熔覆参数,调整好线激光位移传感器的测量位置,随着工件激光熔覆或堆焊过程的进行,在熔覆设备的操作面板上能够实时两个线激光位移传感器的测量数据和熔覆层厚度的数据,若熔覆层厚度测量数据小于工件技术要求的熔覆工序熔覆层厚度则及时调整熔覆工艺参数,如熔覆或堆焊速度、送粉速度等参数,保证工件表面熔覆层厚度达到后期机加工技术要求。
27.所述夹持机构包括有驱动电机5,所述驱动电机5固定安装在收纳箱3的顶部,所述驱动电机5的输出轴延伸至收纳箱3内并固定安装有垂直型转动杆6,所述垂直型转动杆6的底端固定安装有锥形齿轮一7,所述收纳箱3内转动安装有空心套筒8,所述空心套筒8上固定套设有锥形齿轮二9,所述锥形齿轮二9与锥形齿轮一7啮合,所述收纳箱3内转动安装有螺纹杆10,所述螺纹杆10的底端延伸至空心套筒8内并转动安装有弧形夹板11,所述空心套
筒8内设有弧形置放板,所述弧形夹板11与弧形置放板均与圆形熔覆工件4相接触,所述弧形夹板的底部固定安装有支撑杆,所述支撑杆的底端与空心套筒8的底部内壁固定连接,所述收纳箱3内设有提醒机构。
28.所述提醒机构包括有横向连接杆一12,所述横向连接杆一12上滑动安装有横向绝缘杆,所述横向连接杆一12上固定套设有匚型导电块一13,所述横向绝缘杆远离横向连接杆一12的一端固定安装有匚型导电块二,所述收纳箱3的底部内壁上固定安装有蓄电池,所述收纳箱3上固定安装有声音提示器15。
29.所述横向连接杆一12靠近横向绝缘杆的一端开设有圆形连接槽,所述圆形连接槽远离横向绝缘杆的一侧内壁上固定安装有第一弹簧,所述第一弹簧的另一端与横向绝缘杆固定连接,所述圆形连接槽的顶部内壁和底部内壁上均开设有滑槽,所述滑槽内滑动安装有滑块,两个滑块相互靠近的一侧均与横向绝缘杆固定连接。
30.所述空心套筒8的顶部内壁上固定安装有第一伸缩杆,所述第一伸缩杆上滑动安装有第二伸缩杆,所述第二伸缩杆的底端与弧形夹板 11固定连接,所述空心套筒8的顶部开设有螺纹孔,所述螺纹孔与螺纹杆10螺纹连接。
31.所述收纳箱3上开设有弧形通孔,所述弧形通孔与螺纹杆10滑动连接,所述螺纹杆10的顶端固定安装有把手,所述空心套筒8上转动套设有第一条形块,所述第一条形块的底部与收纳箱3的底部内壁固定连接。
32.所述蓄电池上电性连接有第一导线和第二导线,所述第一导线远离蓄电池的一端电性连接在匚型导电块一13上,所述第二导线远离蓄电池的一端电性连接在声音提示器15上,所述声音提示器15上电性连接有第三导线,所述第三导线远离声音提示器15的一端电性连接在匚型导电块二14上。
33.所述工作台2的顶部固定安装有第二条形块201,所述第二条形块201靠近收纳箱3的一侧固定安装有圆珠笔型连接杆202,所述圆珠笔型连接杆202与圆形熔覆工件4相接触。
34.本实用新型提供的激光熔覆层测厚装置的工作原理如下:
35.第一步骤:在使用熔覆测厚设备本体1对圆形熔覆工件4进行熔覆测厚期间,如需要对圆形熔覆工件4进行拆卸时的,直接转动螺纹杆10,在螺纹的作用下,螺纹杆10带动弧形夹板11向上移动,弧形夹板11向上移动后便可将圆形熔覆工件4拆卸下来,反向操作,便可将其安装;
36.第二步骤:如需要对固定后的圆形熔覆工件4进行轻微转动时,直接启动驱动电机5,驱动电机5的输出轴带动垂直型转动杆6转动,垂直型转动杆6带动锥形齿轮一7转动,锥形齿轮一7带动锥形齿轮二9转动,锥形齿轮二9带动空心套筒8转动,继而空心套筒8便可对圆形熔覆工件4进行轻微转动,可以转动的角度为0度
‑
120度,便于适应圆形熔覆工件4在涂覆的过程中进行微调;
37.第三步骤:如熔覆测厚设备本体的测厚度之前,在将圆形熔覆工件4塞入收纳箱3内时,圆形熔覆工件4带动匚型导电块二14移动,匚型导电块二14带动横向绝缘杆移动,横向绝缘杆带动第一弹簧移动,此时,第一弹簧将被压缩,当匚型导电块二14与匚型导电块一 13接触后,此时,蓄电池、声音提示器15、匚型导电块一13和匚型导电块二14通过导线依次电性连接构成闭合回路,继而声音提示器 15将被启动,有效的提醒工作人员,所能使用熔覆圆形熔覆工件的程度到达极限,从而完成本次圆形熔覆工件4测厚之前,圆形熔覆工件4
的固定工作。
38.需要说明的是,本实用新型的设备结构和附图主要对本实用新型的原理进行描述,在该设计原理的技术上,装置的动力机构、供电系统及控制系统等的设置并没有完全描述清楚,而在本领域技术人员理解上述实用新型的原理的前提下,可清楚获知其动力机构、供电系统及控制系统的具体,申请文件的控制方式是通过控制器来自动控制,控制器的控制电路通过本领域的技术人员简单编程即可实现;
39.其中所使用到的标准零件均可以从市场上购买,而且根据说明书和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中常规的型号,且本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
40.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型或直接或间接运用,在其它相关的技术领域,本实用新型的范围由所附权利要求及其等同物限定,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。