1.本发明涉及废水处理技术领域,尤其涉及一种化工废水处理设备的控制系统。
背景技术:
2.化工行业包括煤化工、炼制化工、天然气化工、石油化工、有机/无机化工、精细化工等等,这些化工工业企业在生产过程中会通常产生大量的废水,在煤化工行业更是如此,如果不进行处理,将会对生态环境造成严重污染和危害。目前已经有很多针对煤化工企业废水的排放的污染物特性进行针对性的环保处理技术,但是对于化工废水来说,往往具有废水水量大水质复杂、污染物种类多、污染性强、有机污染物降解难、处理流程复杂的特点,若均通过人工控制,一方面会影响控制的精确性和实时性,另一方面一旦发生跑冒滴漏极易造成现场操作人员的人身安全事故。而由于此类化工废水处理过程非常的复杂,若要实现自动控制十分困难,这也成为该类化工废水处理设备实现自动控制的壁垒。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种能够实现自动控制且控制精度高的化工废水处理设备的控制系统。
4.为达到上述目的,本发明采用以下技术方案:
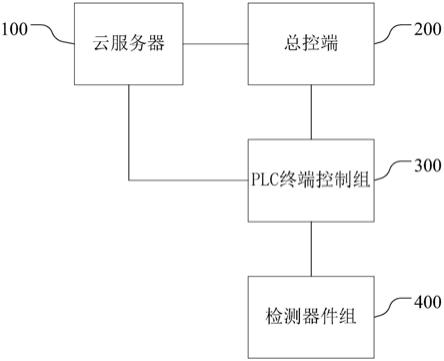
5.一种化工废水处理设备的控制系统,所述化工废水处理设备包括多个处理模块,所述多个处理模块包括蒸发冷凝处理模块、离子交换处理模块、脱色处理模块、ro反渗透过滤模块和edi深度处理模块,每个处理模块均包括至少一个设备终端,所述控制系统包括云服务器、总控端、plc终端控制组和检测器件组,所述总控端和/或所述plc端控制组与所述云服务器连接,所述检测器件组包括设置于各个所述处理模块的检测器件,所述plc终端控制组包括分别与各个所述设备终端对应设置的多个plc模块,每个所述plc模块均通过中继器和与其对应的设备终端连接,各个所述plc模块分别与相应的检测器件连接,且各个所述plc模块均与所述总控端连接,所述plc模块用于根据与其连接的所述检测器件的检测结果对与其对应设置的设备终端进行控制,并将所述检测器件的检测结果以及所述设备终端的动态变化信息传输至所述总控端,所述检测器件的检测结果以及所述设备终端的动态变化信息还通过所述总控端或所述plc端控制组上传至所述云服务器。
6.优选地,所述蒸发冷凝处理模块包括蒸发釜、冷凝器和蒸馏水池,所述蒸发釜蒸馏处理后的蒸馏水经所述冷凝器处理后收集在所述蒸馏水池中,所述蒸馏水池内设置有第二换热器,所述第二换热器用于与所述蒸馏水池内的水进行换热,所述蒸发冷凝处理模块的检测器件包括设置于所述蒸馏水池上的蒸馏水温控仪,所述蒸发冷凝处理模块的设备终端包括与所述第二换热器连接的蒸馏水换热循环泵,与所述蒸馏水换热循环泵对应的plc模块用于当所述蒸馏水温控仪检测的温度值高于第一预定温度值时,控制所述蒸馏水换热循环泵开启,并当所述蒸馏水温控仪检测的温度值低于第二预定温度值时,控制所述蒸馏水换热循环泵关闭,所述第一预定温度值大于所述第二预定温度值。
7.优选地,所述蒸发冷凝处理模块还包括与所述冷凝器连接的循环水池,所述循环水池内设置有第一换热器,所述第一换热器用于与所述循环水池内的水进行换热,所述第一换热器连接蒸发换热循环泵,所述蒸发冷凝处理模块的检测器件还包括设置于所述冷凝器的出水管路上的冷凝器温控仪,所述蒸发冷凝处理设备的设备终端还包括与所述循环水池连接的冷却塔,与所述冷却塔对应设置的plc模块用于当所述冷凝器温控仪检测的温度值高于第三预定温度值时,控制所述冷却塔开启,并当所述冷凝器温控仪检测的温度值低于第四预定温度值时,控制所述冷却塔关闭,所述第三预定温度值高于所述第四预定温度值。
8.优选地,所述离子交换处理模块包括离子交换树脂罐,所述离子交换处理模块的检测器件包括设置于所述离子交换树脂罐的出水管路上的在线tds控制仪,所述离子交换处理模块的设备终端包括设置于所述离子交换树脂罐的进水管路上的化工泵、设置于所述离子交换树脂罐的出水管路上的出水阀以及与所述离子交换树脂罐相连的第一再生泵,与所述离子交换处理模块的设备终端对应的plc模块用于当所述在线tds控制仪检测的tds值小于或等于预定tds值时控制所述出水阀与所述脱色处理模块接通,并当所述在线tds控制仪检测的tds值大于所述预定tds值时控制所述出水阀与所述脱色处理模块断开,对离子交换树脂罐内的离子交换树脂进行再生处理。
9.优选地,所述离子交换模块的检测器件还包括设置于所述离子交换树脂罐的出水管路上的在线ph计以及设置于所述第一再生泵与所述离子交换树脂罐之间的时间控制器,与所述离子交换处理模块的设备终端对应的plc模块还用于在进行再生处理时,当所述在线ph计检测的ph值大于或等于ph设定值时控制所述时间控制器计时,并当所述时间控制器完成计时后控制所述第一再生泵停止,并控制所述出水阀与所述脱色处理模块接通。
10.优选地,所述脱色处理模块包括脱色罐,所述脱色处理模块的检测器件包括设置于所述脱色罐的出水管路上的在线浊度计,所述脱色处理模块的设备终端包括脱色控制阀,所述脱色控制阀的输入端连接所述脱色罐的出水管路,所述脱色控制阀的第一输出端经循环管道连回所述脱色罐,所述脱色控制阀的第二输出端连接所述ro反渗透过滤模块,与所述脱色控制阀对应的plc模块用于当所述在线浊度计的检测值低于设定浊度值时控制所述脱色控制阀与所述ro反渗透过滤模块接通,还用于当所述在线浊度计的检测值等于或高于设定浊度值时控制所述脱色控制阀与所述循环管道接通。
11.优选地,所述ro反渗透过滤模块包括ro反渗透装置,所述ro反渗透过滤模块的检测器件包括设置于所述ro反渗透装置的出水管路上的第一在线电导率仪,所述ro反渗透过滤模块的设备终端包括设置于所述ro反渗透装置的出水管路上的ro调节阀,与所述ro调节阀对应的plc模块用于根据所述第一在线电导率仪的检测值控制所述ro调节阀的开度。
12.优选地,所述ro反渗透过滤模块的设备终端还包括设置于所述ro反渗透装置的出水管路上的第一三通控制阀,所述第一三通控制阀的第一输出端连接所述edi深度处理模块,所述第一三通控制阀的第二输出端连接出水总管,与所述ro调节阀对应的plc模块还用于当所述第一在线电导率仪的检测值大于或等于第一预设电导率值时控制所述第一三通控制阀与所述edi深度处理模块接通,以及当所述第一在线电导率仪的检测值小于第一预设电导率值时控制所述第一三通控制阀与所述出水总管接通。
13.优选地,所述edi深度处理模块包括edi装置,所述edi深度处理模块的检测器件包
括设置于所述edi装置的出水管路上的第二在线电导率仪,所述edi深度处理模块的设备终端包括设置于所述edi装置的出水管路上的第二三通控制阀,所述第二三通控制阀的第一输出端连接至所述出水总管,所述第二三通控制阀的第二输出端经第二再生泵连回所述edi装置,与所述edi深度处理模块的设备终端对应的plc模块用于当所述第二在线电导率仪的检测值低于第二预设电导率值时控制所述第二三通控制阀与所述出水总管接通,还用于当所述第二在线电导率仪的检测值等于或高于第二预设电导率值时控制所述第二三通控制阀与所述edi装置接通并控制所述第二再生泵开启。
14.优选地,所述化工废水处理设备还包括中水回用管路,所述中水回用管路用于将所述化工废水处理设备的出水总管通过各个支管接入所述离子交换处理模块、脱色处理模块、ro反渗透过滤模块和edi深度处理模块,所述控制系统包括设置于所述各个支管上的中水回用阀和流量计。
15.本发明提供的化工废水处理设备的控制系统包括云服务器、总控端以及plc终端控制组,plc终端控制组包括多个plc模块,每个plc模块均能够各自执行其控制过程,从而将对于化工废水处理设备的总体控制按功能模块划分为多个控制单元,以对各个功能模块进行分散控制,保证各个功能模块的控制精确性和实时性,各个plc模块均与总控端通讯连接,plc模块可将检测器件的检测结果以及设备终端的动态变化信息发送至总控端进行远程监控,检测结果以及动态变化信息还可上传至云服务器,操作人员可通过手机等移动终端连接至云服务器,从而方便地利用移动终端进行对化工废水处理设备进行远程监控。通过本技术提供的控制系统可有效地提高废水处理和回用的工作效率和便捷性,实现远程操作和实时监控,减少人为操作因素带来的误差,同时避免一旦发生跑冒滴漏极易造成的现场操作人员人身安全事故的风险。进一步地,该控制系统对废水多级除盐处理自动监测和控制,具有可实现集散控制和远程实时监测和控制的多种控制方式,具有自动化程度高、操作简单、控制便捷、可实现无人值守和同时多站点实时监控的特点,可大大提高了工作效率和便捷性。
附图说明
16.通过以下参照附图对本发明实施例的描述,本发明的上述以及其它目的、特征和优点将更为清楚。
17.图1示出本发明具体实施方式提供的化工废水处理设备的控制系统的系统框图之一;
18.图2示出本发明具体实施方式提供的化工废水处理设备的控制系统的系统框图之二;
19.图3示出本发明具体实施方式提供的化工废水处理设备及其控制系统的配合结构示意图。
20.图中:
21.1、蒸发釜;2、夹层;3、蒸发釜温控仪;4、冷凝器;5、冷凝器温控仪;6、冷却塔;7、蒸发换热循环泵;8、第一换热器;9、蒸馏水池;10、第二换热器;11、蒸馏水温控仪;12、蒸馏水换热循环泵;13、化工泵;14、离子交换树脂罐;15、在线tds控制仪;16、在线ph计;17、出水阀;18、时间控制器;19、第一再生泵;20、脱色罐;21、过滤网;22、脱色控制阀;23、循环管道;
24、在线浊度计;25、ro反渗透装置;26、第一在线电导率仪;27、ro调节阀;28、第一三通控制阀;29、出水总管;30、edi装置;31、第二三通控制阀;32、第二再生泵;33、压力开关;34、循环水池;
22.100、云服务器;200、总控端;300、plc终端控制组;400、检测器件组。
具体实施方式
23.以下基于实施例对本发明进行描述,本领域普通技术人员应当理解,在此提供的附图都是为了说明的目的,并且附图不一定是按比例绘制的。
24.除非上下文明确要求,否则整个说明书和权利要求书中的“包括”、“包含”等类似词语应当解释为包含的含义而不是排他或穷举的含义;也就是说,是“包括但不限于”的含义。
25.如图1至图3所示,本技术提供了一种化工废水处理设备的控制系统,参考图3,所述化工废水处理设备包括多个处理模块,所述多个处理模块包括蒸发冷凝处理模块、离子交换处理模块、脱色处理模块、ro反渗透过滤模块和edi深度处理模块,每个处理模块均包括至少一个设备终端,如图1所示,所述控制系统包括云服务器100、总控端200、plc终端控制组300和检测器件组400,所述总控端200和/或所述plc端控制组300与所述云服务器100连接,所述检测器件组400包括设置于各个所述处理模块的检测器件,所述plc终端控制组300包括分别与各个所述设备终端对应设置的多个plc模块,每个所述plc模块均通过中继器和与其对应的设备终端连接,各个所述plc模块分别与相应的检测器件连接,且各个所述plc模块均与所述总控端200连接,所述plc模块用于根据与其连接的所述检测器件的检测结果对与其对应设置的设备终端进行控制,并将所述检测器件的检测结果以及所述设备终端的动态变化信息传输至所述总控端200,所述检测器件的检测结果以及所述设备终端的动态变化信息还通过所述总控端200或所述plc终端控制组300上传至所述云服务器100。以上的连接也可以为通讯连接。
26.本发明提供的化工废水处理设备的控制系统包括云服务器100、总控端200以及plc终端控制组300,plc终端控制组300包括多个plc模块,每个plc模块均能够各自执行其控制过程,从而将对于化工废水处理设备的总体控制按功能模块划分为多个控制单元,以对各个功能模块进行分散控制,保证各个功能模块的控制精确性和实时性,各个plc模块均与总控端200通讯连接,plc模块可将检测器件的检测结果以及设备终端的动态变化信息发送至总控端200进行远程监控,检测结果以及动态变化信息还可上传至云服务器100,操作人员可通过手机等移动终端连接至云服务器100,从而方便地利用移动终端进行对化工废水处理设备进行远程监控。通过本技术提供的控制系统可有效地提高废水处理和回用的工作效率和便捷性,实现远程操作和实时监控,减少人为操作因素带来的误差,同时避免一旦发生跑冒滴漏极易造成的现场操作人员人身安全事故的风险。进一步地,该控制系统对废水多级除盐处理自动监测和控制,具有可实现集散控制和远程实时监测和控制的多种控制方式,具有自动化程度高、操作简单、控制便捷、可实现无人值守和同时多站点实时监控的特点,可大大提高了工作效率和便捷性。
27.可以理解的是,plc终端控制组300与总控端200可以为无线通讯连接,也可以是通过线路通讯连接,可以是plc终端控制组300直接将检测器件的检测结果以及所述设备终端
的动态变化信息上传至云服务器100,也可以是plc终端控制组300将检测器件的检测结果以及所述设备终端的动态变化信息传输至总控端200,再由总控端200将这些信息上传至服务器100。
28.在一个具体的实施例中,如图2所示,各个plc模块通过各个中继器控制各个设备终端(包括冷却塔、蒸发换热循环泵、
……
、中水回用阀等),mcc用于给各个设备终端提供电力,各个监控仪器仪表(蒸发釜温控仪、冷凝器温控仪、
……
、流量计等)监控的相关数据反馈到plc模块,plc模块接收数据后,在设定的相关控制程序和工艺要求下,通过各个对应中继器,对相关对应设备终端进行控制,同时plc模块将各相关仪器仪表监控数据和各相关移动终端动作情况通过5g云网络实时交互反馈给中控室人机界面hmi(供中控室操作人员监控)和各移动终端(各移动终端可通过如手机app操控界面进行实时监控)。
29.其中的移动终端可以为手机、平板、电脑等可移动互联智能设备,所述云网络优选为5g网络,数据线优选为光纤电缆。
30.通过plc模块及其配套控制、中控室hmi可实现对化工废水回用,各分散设备终端的集中控制(dcs控制),同时通过云网络和移动终端及其app的操控,还可实现对多个独立分散的化工废水回用处理整体站点的远程实时监控,可实现对分散的处理站点的中控室集中管控以及对分散处理站点的远程随时随地监控,实现各分散站点的无人值守。
31.其中,如图1和图2所示,所述蒸发冷凝处理模块包括蒸发釜1、冷凝器4和蒸馏水池9,所述蒸发釜1蒸馏处理后的蒸馏水经所述冷凝器4处理后收集在所述蒸馏水池9中,所述蒸馏水池9内设置有第二换热器10,所述第二换热器10用于与所述蒸馏水池9内的水进行换热,所述蒸发冷凝处理模块的检测器件包括设置于所述蒸馏水池9上的蒸馏水温控仪11,所述蒸发冷凝处理模块的设备终端包括与所述第二换热器10连接的蒸馏水换热循环泵12,与所述蒸馏水换热循环泵12对应的plc模块用于当所述蒸馏水温控仪11检测的温度值高于第一预定温度值时,控制所述蒸馏水换热循环泵12开启,由蒸馏水换热循环泵12对蒸馏水池9内的水与第二换热器10进行强制换热,该plc模块还用于当所述蒸馏水温控仪11检测的温度值低于第二预定温度值时,控制所述蒸馏水换热循环泵12关闭,所述第一预定温度值大于所述第二预定温度值。
32.如图2所示,蒸发釜1优选为真空蒸发釜,其设置有夹层2,所述蒸发冷凝处理模块的检测器件包括分别设置于釜体夹层2、蒸发釜1釜体上部和底部分别安装的蒸发釜温控仪3,设于蒸发釜1釜体夹层2的蒸发釜温控仪3用于对夹层2内加热介质的温度控制,设于蒸发釜1釜体上部和底部的蒸发釜温控仪3用于控制釜内的升温温度控制和釜内上下温度均匀性的控制。具体地,蒸发釜温控仪3将检测的温度信号传输给plc模块(通常就是模拟量的温度控制模块),该plc模块再进而将该信号传输反馈给控制程序,进而按照设定的控制程序,控制相应的加热功率,从而实现相关的温度控制。通讯是双向的通讯。同时,plc和远程的通讯也是即时和双向的。上下区域分别设定的蒸发釜温控仪3可通过程序设定,可调控上下区域加热的功率,实现上下部温度的均匀性控制。
33.优选地,蒸馏水池9为折流池,第二换热器10在折流池内均匀分布,以提高换热的均匀性。
34.蒸馏水池9进水端、中间段、出水端均设有蒸馏水温控仪11,用于监控蒸馏水池9内温度,并与蒸馏水换热循环泵12电联控制,实现换热分区域精确控制。该部分的控制与前述
的蒸发釜1的温度控制类似,在此不再赘述。通过进水端、中间段、出水端三个关键点的温度监控,从而整体把控整个蒸馏水池9的进水温度情况、换热过程情况、最终换热效果情况,当各点温度异常时,比如温度高于程序设定值时,可通过温度监控联动换热泵,加大换热程度(加长换热时间,增加换热频次等),从而保证出水温度在程序设定的范围内,(保证在一个较低的出水温度)。
35.进一步地,所述蒸发冷凝处理模块还包括与所述冷凝器4连接的循环水池34,所述循环水池34内设置有第一换热器8,所述第一换热器8用于与所述循环水池34内的水进行换热,所述第一换热器8连接蒸发换热循环泵7,所述蒸发冷凝处理模块的检测器件还包括设置于所述冷凝器4的出水管路上的冷凝器温控仪5,所述蒸发冷凝处理设备的设备终端还包括与所述循环水池34连接的冷却塔6,与所述冷却塔6对应设置的plc模块用于当所述冷凝器温控仪5检测的温度值高于第三预定温度值时,控制所述冷却塔6开启,并当所述冷凝器温控仪5检测的温度值低于第四预定温度值时,控制所述冷却塔6关闭,所述第三预定温度值高于所述第四预定温度值。
36.可以理解的是,冷却塔6形成对循环水池34的二级冷却,一级冷却可以为由蒸发换热循环泵7对循环水池34内的水与第一换热器8进行强制换热。该部分可以为一直执行,也可以根据需要通过温度来控制蒸发换热循环泵7的启闭。
37.第一换热器8和第二换热器10换热后的热能回用余热锅炉,用于余热锅炉产蒸汽并将热能回用于蒸发釜1加热用,或者洗浴用。
38.优选地,循环水池34为折流池,第一换热器8在折流池内均匀分布,以提高换热的均匀性。
39.进一步地,所述离子交换处理模块包括离子交换树脂罐14,所述离子交换处理模块的检测器件包括设置于所述离子交换树脂罐14的出水管路上的在线tds控制仪15,所述离子交换处理模块的设备终端包括设置于所述离子交换树脂罐14的进水管路上的化工泵13、设置于所述离子交换树脂罐14的出水管路上的出水阀17以及与所述离子交换树脂罐14相连的第一再生泵19(即图2中所示的再生泵(一)),与所述离子交换处理模块的设备终端对应的plc模块用于当所述在线tds控制仪15检测的tds值小于或等于预定tds值时控制所述出水阀17与所述脱色处理模块接通,并当所述在线tds控制仪15检测的tds值大于所述预定tds值时控制所述出水阀17与所述脱色处理模块断开,对离子交换树脂罐14内的离子交换树脂进行再生处理,开启第一再生泵19同时关闭化工泵13。
40.进一步地,所述离子交换模块的检测器件还包括设置于所述离子交换树脂罐14的出水管路上的在线ph计16以及设置于所述第一再生泵19与所述离子交换树脂罐14之间的时间控制器18,与所述离子交换处理模块的设备终端对应的plc模块还用于在进行再生处理时,当所述在线ph计16检测的ph值大于或等于ph设定值时控制所述时间控制器18计时,并当所述时间控制器18完成计时后控制所述第一再生泵19停止,并控制所述出水阀17与所述脱色处理模块接通。
41.在一个具体的实施例中,出水阀17为三通阀,再生处理时,三通阀的排水侧关闭,再生侧和进水侧打开,在第一再生泵19作用下对离子交换树脂罐14内的树脂进行冲洗,在线ph计16检测所述冲洗过程中的ph值,并保证最终ph值达到要求,再生结束后,三通阀的再生侧关闭,排水侧开启。
42.进一步地,所述脱色处理模块包括脱色罐20,在所述脱色罐20内装有颗粒状活性炭,(所述脱色罐20内还装有多层过滤网21,过滤网21孔径小于颗粒活性炭的粒径),所述脱色处理模块的检测器件包括设置于所述脱色罐20的出水管路上的在线浊度计24,所述脱色处理模块的设备终端包括脱色控制阀22,所述脱色控制阀22的输入端连接所述脱色罐20的出水管路,所述脱色控制阀22的第一输出端经循环管道23连回所述脱色罐20,所述脱色控制阀22的第二输出端连接所述ro反渗透过滤模块,与所述脱色控制阀22对应的plc模块用于当所述在线浊度计24的检测值低于设定浊度值时控制所述脱色控制阀22与所述ro反渗透过滤模块接通,还用于当所述在线浊度计24的检测值等于或高于设定浊度值时控制所述脱色控制阀22与所述循环管道23接通。
43.进一步地,所述ro反渗透过滤模块包括ro反渗透装置25,所述ro反渗透过滤模块的检测器件包括设置于所述ro反渗透装置25的出水管路上的第一在线电导率仪26,所述ro反渗透过滤模块的设备终端包括设置于所述ro反渗透装置25的出水管路上的ro调节阀27,与所述ro调节阀27对应的plc模块用于根据所述第一在线电导率仪26的检测值控制所述ro调节阀27的开度。
44.ro反渗透装置25出水部分还可回用于循环水池34补水以及当循环水池34水温较高时的辅助冷却循环水,以作为循环水的三级冷却。
45.进一步地,所述ro反渗透过滤模块的设备终端还包括设置于所述ro反渗透装置25的出水管路上的第一三通控制阀28(即图2中所示的三通控制阀(一)),所述第一三通控制阀28的第一输出端连接所述edi深度处理模块,所述第一三通控制阀28的第二输出端连接出水总管29,与所述ro调节阀27对应的plc模块还用于当所述第一在线电导率仪26的检测值大于或等于第一预设电导率值时控制所述第一三通控制阀28与所述edi深度处理模块接通,以及当所述第一在线电导率仪26的检测值小于第一预设电导率值时控制所述第一三通控制阀28与所述出水总管29接通。
46.进一步地,所述edi深度处理模块包括edi装置30,所述edi深度处理模块的检测器件包括设置于所述edi装置30的出水管路上的第二在线电导率仪,所述edi深度处理模块的设备终端包括设置于所述edi装置30的出水管路上的第二三通控制阀31(即图2中所示的三通控制阀(二)),所述第二三通控制阀31的第一输出端连接至所述出水总管29,所述第二三通控制阀31的第二输出端经第二再生泵32(即图2中所示的再生泵(二))连回所述edi装置30,与所述edi深度处理模块的设备终端对应的plc模块用于当所述第二在线电导率仪的检测值低于第二预设电导率值时控制所述第二三通控制阀31与所述出水总管29接通,还用于当所述第二在线电导率仪的检测值等于或高于第二预设电导率值时控制所述第二三通控制阀31与所述edi装置30接通并控制所述第二再生泵32开启。
47.优选地,水进入edi装置30进行深度除盐处理时,当出现非正常情况下断水或供水泵故障,则edi装置30通过连锁控制的开关电源停止通电。
48.优选地,edi装置30的进水端设有监控水流及压力的压力开关33,当流入edi装置30的纯水、浓水、极水流量过低,与开关电源联动控制的压力开关33会促使系统断电关闭。
49.进一步地,所述化工废水处理设备还包括中水回用管路,所述中水回用管路用于将所述化工废水处理设备的出水总管29通过各个支管接入所述离子交换处理模块(用于再生)、脱色处理模块(用于颗粒活性炭再生)、ro反渗透过滤模块(用于ro反洗)和edi深度处
理模块(用于edi再生冲洗),所述控制系统包括设置于所述各个支管上的中水回用阀和流量计。
50.本领域的技术人员容易理解的是,在不冲突的前提下,上述各优选方案可以自由地组合、叠加。
51.以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本领域技术人员而言,本发明可以有各种改动和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。