1.本发明涉及一种蹲便器,尤其涉及一种带缓冲腔体的蹲便器及其制造方法。
背景技术:
2.蹲便器具有卫生、易清洁等优点,被广泛的使用。现有的蹲便器一般采用一体成型的方式,其模具结构复杂,良品率不高。蹲便器坯体制成后还需要打布水孔,打孔时对坯体及环境的湿度要求高,且打孔容易造成开裂,为全自动化生产带来障碍。
3.此外,现有的冲水部集成在面板上,冲水时易出现溅水问题,一种粘接工艺制成的蹲便器为优化冲水方式提供了可能。通过粘接工艺制成蹲便器,需要预先制得胆包坯体及面板坯体,后通过粘接的方式制成蹲便器本体,并将蹲便器本体烧制成成品蹲便器。现有的冲水方式通过将高压水通入到冲洗水道中,高压水会形成湍流,造成溅水现象。通过在出水口设置一圈挡板可一定程度上减少溅水,但水压为0.55mpa时仍会有溅水现象发生。
4.传统布水孔式其部位一圈为单面注浆空腔结构,容易造成产品使用过程中的积水现象,为减少积水,蹲便器模具设计需要增加小件辅助,以便在为布水孔供水的通道上开侧孔,尽量将水排出。上述方案加大了蹲便器坯体的成型和脱模难度,而且积水问题无法杜绝。
5.另外,为了在胆包上打出布水孔,需要胆包成型后人工打孔,常常出现错打和漏打现象,导致冲洗效果不佳。在长期使用后布水孔会残留污垢,形成水滴残留,引发卫生问题。
技术实现要素:
6.本发明实施例为了解决现有蹲便器冲水容易溅水的技术问题,提供一种带缓冲腔体的蹲便器,可使冲水流道流进胆包本体内壁的水流更为平滑,提升冲水效果;冲水后积水能够自然从冲水流道完全排出,积水量少,积水时间短,蹲便器整体更加卫生,也能改善长时间使用后污垢沉积的问题。
7.为了解决上述技术问题,本发明实施例提供了一种带缓冲腔体的蹲便器,包括面板和胆包,所述胆包包括胆包本体、冲水平台和排污管;所述面板设有进水腔和挡水裙边;所述冲水平台边沿设有冲水流道,所述冲水流道的一侧设有缓冲平台;所述缓冲平台高于所述冲水流道;所述面板与冲水流道之间形成冲水腔,与缓冲平台之间形成缓冲腔;所述冲水腔与缓冲腔连通;所述冲水流道与挡水裙边之间留有预定间隙,用于将冲水腔中的水沿胆包本体内壁冲刷。
8.作为上述方案的改进,所述进水腔的端面设有进水口,侧面设有出水口;所述出水口朝向所述缓冲平台设置,所述缓冲平台靠近所述出水口一侧的宽度大于远离所述出水口一侧的宽度。
9.作为上述方案的改进,所述缓冲平台的末端设有向上倾斜的弧形导向面。
10.作为上述方案的改进,所述冲水流道和所述缓冲平台的外侧设有挡水块。
11.作为上述方案的改进,所述缓冲平台和挡水块与冲水平台的边沿之间形成冲水支
流道,所述挡水块上设有若干连接冲水腔和冲水支流道的补水流道。
12.作为上述方案的改进,所述冲水支流道的末端还设有直接与冲水腔连通的去水流道,所述补水流道高于所述去水流道。
13.作为上述方案的改进,所述胆包本体的内壁与所述冲水流道的交接处设有弧形导水块。
14.作为上述方案的改进,所述冲水流道和冲水支流道的底面整体向所述胆包本体的中心方向倾斜。
15.作为上述方案的改进,所述面板与挡水裙边的连接处设有加强筋。
16.作为上述方案的改进,所述加强筋与所述弧形导水块一一对应设置。
17.相应地,本发明还提供了一种蹲便器的制造方法,包括以下步骤:
18.s01、通过注浆成型模具生成胆包坯体,所述胆包坯体包括胆包本体、冲水平台及排污管;所述冲水平台边沿设有冲水流道,所述冲水流道的一侧设有缓冲平台;所述冲水平台设有第一矩形粘合边沿;
19.s02、通过双面注浆成型模具生成面板坯体,所述面板坯体包括进水腔和挡水裙边;所述面板本体设有第二矩形粘合边沿;
20.s03、通过机械臂带动托板移动至面板坯体的正下方,将面板坯体向下脱模,使面板坯体承托在托板上;
21.s04、涂浆机的涂胶嘴在面板坯体的底面的第二矩形粘合边沿表面横向和纵向移动,进行涂浆;
22.s05、通过机械臂将涂浆完成后的面板坯体移胆包坯体的正下方,将胆包坯体脱模,使胆包坯体与面板坯体对正,第一矩形粘合边沿与第二矩形粘合边沿粘合,形成蹲便器坯体;
23.s06、对蹲便器坯体进行喷釉处理,将喷釉后的蹲便器坯体送入窑炉中烧制,得到成品蹲便器。
24.实施本发明实施例,具有如下有益效果:
25.本蹲便器设计了冲水流道和缓冲平台,与面板配合形成冲水腔和缓冲腔,而且冲水腔与缓冲腔连通,通入进水腔通的水进入冲水腔后,一部分会进入缓冲腔,将水的压力分散,实现一定限度的恒压冲洗效果。另外,水流进入缓冲腔后,对水流起到整理效果,减少湍流的产生,使得从冲水流道流进胆包本体内壁的水流更为平滑,提升冲水效果。所述冲水流道一侧为开放式,冲水后积水能够自然从冲水流道完全排出,积水量少,积水时间短,蹲便器整体更加卫生,也能改善长时间使用后污垢沉积的问题。
附图说明
26.图1是本发明一种带缓冲腔体的蹲便器的结构示意图;
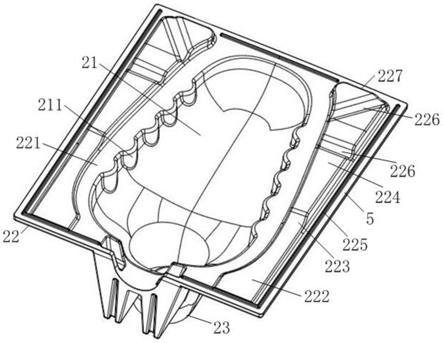
27.图2是本发明的胆包的结构示意图;
28.图3是本发明的面板的结构示意图;
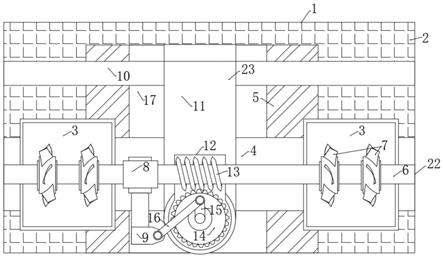
29.图4是本发明一种带缓冲腔体的蹲便器的剖视图。
具体实施方式
30.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。仅此声明,本发明在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本发明的附图为基准,其并不是对本发明的具体限定。
31.如图1
‑
图4所示,本发明第一实施例提供了一种带缓冲腔体的蹲便器,包括面板1和胆包2,所述胆包2包括胆包本体21、冲水平台22和排污管23;所述面板1设有进水腔11和挡水裙边12;所述冲水平台22边沿设有冲水流道221,所述冲水流道221的一侧设有缓冲平台222;所述缓冲平台222高于所述冲水流道221;所述面板1与冲水流道221之间形成冲水腔3,与缓冲平台222之间形成缓冲腔4;所述冲水腔3与缓冲腔4连通;所述冲水流道221与挡水裙边12之间留有预定间隙5,用于将冲水腔3中的水沿胆包本体21内壁冲刷。
32.本蹲便器设计了冲水流道221和缓冲平台222,与面板1配合形成冲水腔3和缓冲腔4,而且冲水腔3与缓冲腔4连通,通入进水腔11通的水进入冲水腔3后,一部分会进入缓冲腔4,将水的压力分散,实现一定限度的恒压冲洗效果。另外,水流进入缓冲腔4后,对水流起到整理效果,减少湍流的产生,使得从冲水流道221流进胆包本体21内壁的水流更为平滑,提升冲水效果。所述冲水流道221一侧为开放式,冲水后积水能够自然从冲水流道221完全排出,积水量少,积水时间短,蹲便器整体更加卫生,也能改善长时间使用后污垢沉积的问题。
33.优选地,所述进水腔11的端面设有进水口13,侧面设有出水口14;所述出水口14朝向所述缓冲平台222设置,所述缓冲平台222靠近所述出水口14一侧的宽度大于远离所述出水口14一侧的宽度。本进水腔11从其端面进水,然后从侧面的出水口14喷出,喷出的水先进入冲水流道221,继而穿过冲水流道221进入缓冲腔4,当水充满缓冲腔4后再一起沿冲水流道221流动,对横向冲入的水流起到缓冲和导向作用,使其较为一致地沿冲水流道221流动,形成瀑布式冲水效果。
34.为了进一步提升缓冲平台222对水的分流和导向效果,所述缓冲平台222的末端设有向上倾斜的弧形导向面223。所述冲水流道221和所述缓冲平台222的外侧设有挡水块224。所述缓冲平台222和挡水块224与冲水平台22的边沿之间形成冲水支流道225,所述挡水块224上设有若干连接冲水腔3和冲水支流道225的补水流道226。需要说明的是,所述挡水块224一方面起到冲水平台22的空间填充作用,使其形成冲水流道221和冲水支流道225,另一方面在制造过程中也起到强化坯体结构和支承作用,有利于胆包坯体的成型,以及与面板坯体粘合时的相对固定。在加入了冲水支流道225后,所述缓冲腔4的缓冲效果更为明显,当水进入缓冲腔4后,缓冲腔4对冲入的水进行整理,使水的流动变得平滑,当水流到弧形导向面223后,水流向两侧分开,一部分沿冲水流道221流动,开始实现冲水功能,另一部分进入冲水支流道225,再通过补水流道226重新与冲水流道221汇合,水压越大冲水支流道225的缓冲效果越明显,起到一定程度的智能调压效果。更优地,所述补水流道226互成角度设置,通过在不同位置设置不同走向的补水流道226,可以最大限度地平衡不同位置的冲水压力,以取得基本一致的瀑布冲水效果。
35.优选地,所述冲水支流道225的末端还设有直接与冲水腔3连通的去水流道227,所述补水流道226高于所述去水流道227。需要说明的是,所述去水流道227位于冲水支流道225的最末端,而且位置处于最低点,能够将冲水支流道225的水快速排清,避免积水。
36.为了提升冲水均匀性,所述胆包本体21的内壁与所述冲水流道221的交接处设有
弧形导水块211。所述弧形导水块211之间形成冲水间隙,冲水流道221的水从冲水间隙向下冲出。所述弧形导水块211的截面从上到下逐渐减少,使得冲水间隙逐渐增大,引导水流逐渐张开,使冲水顺畅,安静。
37.更优地,所述面板1与挡水裙边12的连接处设有加强筋15。所述加强筋15一方面便于面板1成型,防止面板1坯体变形,另一方面可以与所述弧形导水块211配合,将水流分成不同区间,提升冲水均匀性。优选地,所述加强筋15与所述弧形导水块211一一对应设置。所述加强筋15设于所述冲水间隙处,进一步将水流分区。
38.为了防止水积聚在冲水流道221或冲水支流道225的底面,所述冲水流道221和冲水支流道225的底面整体向所述胆包本体21的中心方向倾斜。倾斜的冲水流道221一方面便于与弧形导水块211配合,使冲水更为顺畅,减少溅水;另一方面,在冲水完成后,积水可以快速从冲水流道221的侧面流出,避免冲水后长时间滴水,也避免了积水产生的内部污染。
39.本发明第二实施例提供了一种蹲便器的制造方法,包括以下步骤:
40.s01、通过注浆成型模具生成胆包坯体,所述胆包坯体包括胆包本体21、冲水平台22及排污管23;所述冲水平台22边沿设有冲水流道221,所述冲水流道221的一侧设有缓冲平台222;所述冲水平台22设有第一矩形粘合边沿5;
41.s02、通过双面注浆成型模具生成面板坯体,所述面板坯体包括进水腔11和挡水裙边12;所述面板坯体设有第二矩形粘合边沿6;
42.s03、通过机械臂带动托板移动至面板坯体的正下方,将面板坯体向下脱模,使面板坯体承托在托板上;
43.s04、涂浆机的涂胶嘴在面板坯体的底面的第二矩形粘合边沿6表面横向和纵向移动,进行涂浆;
44.s05、通过机械臂将涂浆完成后的面板坯体移胆包坯体的正下方,将胆包坯体脱模,使胆包坯体与面板坯体对正,第一矩形粘合边沿5与第二矩形粘合边沿6粘合,形成蹲便器坯体;
45.s06、对蹲便器坯体进行喷釉处理,将喷釉后的蹲便器坯体送入窑炉中烧制,得到第一实施例提及的成品蹲便器。
46.采用本成型方法,所述面板1具有第二矩形粘合边沿6,所述冲水平台22设有第一矩形粘合边沿5,通过直线边沿进行粘合,涂浆机的涂胶嘴在涂胶过程中只需要直线运动,无需进行复杂的弧形运动,可以简化驱动机构,降低制造成本,也能使涂胶品质更为稳定。所述第二矩形粘合边沿6位于所述面板1的边沿处,便于涂胶机的运动。面板1与胆包2独立成型,取消模具小件,降低模具难度及投入成本,减少车间取模及装模工序,适合自动化生产。
47.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。