1.本发明涉及板材分拣技术领域,尤其涉及一种定制板件自动分拣打包方法。
背景技术:
2.在板式家具的加工中,为了提高原材料的利用率,通常会在同一块原材料上切割来自不同订单的不同尺寸的板材,然后统一放置到输送线上输送至下一加工生产线。即多个订单一起开料,一个订单分为多个包裹,混合生产,生产的板件后期需要进行重新分拣、挑选、打包。
3.目前一般是人工分拣或机器人分拣,人工分拣用时长、效率低;现有的机器人分拣装置价格昂贵,需要多个机器人同时工作,且需要较大的存储空间来存储板材,占地面积大,此外不能实现进出料的同步,分拣效率仍然较低。
技术实现要素:
4.为解决上述问题,本发明提供一种定制板件自动分拣打包方法。
5.本发明的技术方案:一种定制板件自动分拣打包方法,包括以下步骤:
6.s1、缓存,首先对混单定制生产的板件进行信息识别,然后根据动态缓存算法将信息识别后的板件经作业流水线输入至缓存单元中进行缓存;
7.s2、分拣打包,缓存单元对板件进行缓存,同时根据动态分拣打包算法处理内部不断变化的板件信息,选择板件布局成包裹并输出至作业流水线上;
8.s3、码垛,打包执行单元根据动态分拣打包算法计算出的输出包裹信息,将包裹中的板件按照板件层数、每层的具体位置进行码放,完成板材的分拣和打包。
9.优选的,所述步骤s1中,所述动态缓存算法首先计算好缓存单元的每层存放单元的状态,根据缓存单元每层存放单元的状态,来最终确定缓存单元的整体存放状态;并根据最小化动作时间的原则,搜索缓存单元中的可存放位置。
10.优选的,搜索缓存单元中的可存放位置后,作业流水线上配套的推板机构将板件推入缓存单元指定位置,并更新缓存单元整体存放状态。
11.优选的,所述缓存单元的每层存放单元的状态分为6种类型,类型1为存放一块大板件,类型2为存放一块小板件和一块中等板件,类型3为存放三块小板件,类型4为存放一块中等板件,类型5为存放两块小板件,类型6为存放一块小板件。大板件、中等板、小板件的具体大小根据每层存放单元的空间大小及具体板件的规格尺寸来划分。
12.优选的,所述步骤s2中,所述缓存单元上设有推板机构,推板机构将包裹内的板件依次推出至作业流水线上。
13.优选的,所述步骤s2中,所述包裹分为底层、中间层和顶层,根据动态分拣打包算法布局并输出包裹的过程为:
14.(1)布局底层:选取所有未打包板件中长宽尺寸之和最大的板件a作为当前包裹的底层;
15.(2)布局中间层:
16.(a)选取与底层宽度尺寸相同的板件布局在中间层,若不存在与底层宽度尺寸相同的板件,转到步骤(b);若与底层宽度尺寸相同的板件沿底层长度方向尺寸之和小于底层长度,则先将上述与底层宽度尺寸相同的板件布局到当前包裹的中间层,然后转到步骤(b);如果与底层宽度尺寸相同的板件沿底层长度方向尺寸之和大于底层长度,采用动态规划的方法求取作最合适的板件组合,使选取的板件沿底层长度方向尺寸之和最接近底层长度,之后转到步骤(3);如果布局完与底层宽度尺寸相同的板件之后第二层还有剩余空间,则转到步骤(b);
17.(b)给定可布局区域位置和尺寸,采用贪心算法布局剩余区域:首先选取剩余区域可容纳的最大板件b进行布局,然后将最大板件b所占据的宽度和剩余可布局长度作为布局子层,采用贪心算法在布局子层不断根据最大板件b的寻找规则寻找可布局板件,直至不能布局为止;其中最大板件b的定义为,板件长度和宽度尺寸分别小于剩余区域的长度和宽度尺寸或宽度和长度尺寸,同时板件的长宽尺寸之和在未打包的板件中最大;
18.(c)从步骤(b)给定的剩余区域中去除上述布局子层及最大板件b的布局区域,定义为新的可布局区域,重复步骤(b),直至无法找到可布局的板件位置,转到步骤(3);
19.(3)布局包裹的顶层,根据当前包裹高度判定是否超出限制,没有超出限制先寻找和底层大小相同的板件作为顶层,如果没有满足要求的板件转步骤(a)布局顶层;超出限制则该包裹布局结束;之后转步骤(1)开始布局新的包裹,直至所有的缓存单元内的板件布局完毕。
20.(4)将步骤(1)至(3)布局的所有包裹按顺序输出缓存单元。
21.优选的,所述步骤s3中,打包执行单元为桁架机器人。
22.优选的,所述桁架机器人具有四个自由度,包括x/y/z三个平动自由度和一个沿z轴用于板件旋转的旋转自由度。
23.优选的,所述缓存单元设有2
‑
4个。
24.本发明的有益效果是:
25.本发明提供了一种定制板件自动分拣打包方法,可实现板材的动态缓存和输出,不仅提高了板材分拣的效率又降低了板材分拣成本,代替目前的占地面积大、设备昂贵的分拣打包方式,高效经济解决定制板材生产中的自动分拣打包问题。
附图说明
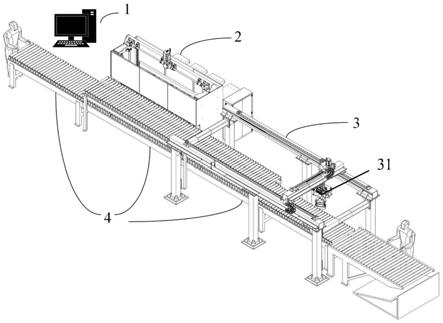
26.图1为本发明的结构示意图。
27.图中:1控制模块;2缓存单元;3打包执行单元;31执行机构;4作业流水线。
具体实施方式
28.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易被本领域人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
29.见图1,一种定制板件自动分拣打包系统及方法,系统包括控制模块1、缓存单元2、打包执行单元3和作业流水线4,控制模块1与缓存单元2、打包执行单元3和作业流水线4均连接,通过动态缓存算法、动态分拣打包算法等控制板材的分拣打包。缓存单元2可设置1个
或1个以上,比如2
‑
4个。缓存单元2可采用现有的缓存结构,比如专利cn201920438493.5、cn201922283370.1等中的板材缓存设备,也可采用其他现有的缓存结构。作业流水线4的作用是完成板件的输送任务,可以采用现有的输送线,比如输送带、输送辊等,其用于板件的全过程运输,包括将生产的板件输入缓存单元2进行缓存、将缓存单元2中推出的板件输送打包执行单元3的区域进行码垛、还可将码垛好的板件输出等。为了延长作业流水线4的使用寿命,可在作业流水线4上设置耐磨结构,比如耐磨板、耐磨套等。
30.分拣打包方法包括以下步骤:
31.s1、缓存,首先对混单定制生产的板件进行信息识别,然后根据动态缓存算法将信息识别后的板件经作业流水线4输入至缓存单元2中进行缓存;
32.所述动态缓存算法首先计算好缓存单元2的每层存放单元的状态,根据缓存单元2每层存放单元的状态,来最终确定缓存单元2的整体存放状态;并根据最小化动作时间的原则,搜索缓存单元2中的可存放位置。之后,作业流水线4上配套的推板机构将板件推入缓存单元2指定位置,并更新缓存单元2整体存放状态。
33.具体的,所述缓存单元2的每层存放单元的状态可以根据板材规格及缓存空间大小分为多种类型,比如优选为3种类型,类型1为存放一块大板件,类型2为存放一块小板件和一块中等板件,类型3为存放3块小板件。如果没有匹配的、可以占满一层的板件组合,也可根据实际情况分为其他类型,比如类型4为存放一块中等板件,类型5为存放两块小板件,类型6为存放一块小板件。
34.s2、分拣打包,缓存单元2对板件进行缓存,同时根据动态分拣打包算法处理其内不断变化的板件信息,选择板件布局成包裹并输出至作业流水线4上;
35.具体的,所述缓存单元2上设有推板机构,推板机构将包裹内的板件依次推出至作业流水线4上。
36.此外,所述包裹分为底层、中间层和顶层,根据动态分拣打包算法布局并输出包裹的过程为:
37.(1)布局底层:选取所有未打包板件中长宽尺寸之和最大的板件a作为当前包裹的底层;
38.(2)布局中间层:
39.(a)选取与底层宽度尺寸相同的板件布局在中间层,若不存在与底层宽度尺寸相同的板件,转到步骤(b);若与底层宽度尺寸相同的板件沿底层长度方向尺寸之和小于底层长度,则先将这些与底层宽度尺寸相同的板件布局到当前包裹的中间层,然后转到步骤(b);如果与底层宽度尺寸相同的板件沿底层长度方向尺寸之和大于底层长度,采用动态规划的方法求取作最合适的板件组合,使选取的板件沿底层长度方向尺寸之和最接近底层长度,之后转到步骤(3);如果布局完与底层宽度尺寸相同的板件之后第二层还有剩余空间,则转到步骤(b);
40.(b)给定可布局区域位置和尺寸,采用贪心算法布局剩余区域:首先选取剩余区域可容纳的最大板件b进行布局,然后将最大板件b所占据的宽度和剩余可布局长度作为布局子层,采用贪心算法在布局子层不断根据最大板件b的寻找规则寻找可布局板件,直至不能布局为止;其中最大板件b的定义为,板件长度和宽度尺寸分别小于剩余区域的长度和宽度尺寸或宽度和长度尺寸,同时板件的长宽尺寸之和在未打包的板件中最大;
41.(c)从步骤(b)给定的剩余区域中去除上述布局子层及最大板件b的布局区域,定义为新的可布局区域,重复步骤(b),直至无法找到可布局的板件位置,转到步骤(3);
42.(3)布局包裹的顶层,根据当前包裹高度判定是否超出限制,没有超出限制先寻找和底层大小相同的板件作为顶层,如果没有满足要求的板件转步骤(a)布局顶层(即如果没有和底层大小相同的板件,则布局顶层的方法与中间层相同);超出限制则该包裹布局结束;之后转步骤(1)开始布局新的包裹,直至所有的缓存单元2内的板件布局完毕。
43.(4)将步骤(1)至(3)布局的所有包裹按顺序输出缓存单元。输出时,优选输出的包裹满足以下要求:1)填充区域小、集中;2)包裹为三明治结构,即底层和顶层都为单独大板。包裹内的板件依次推出至作业流水线4。
44.s3、码垛,打包执行单元3根据动态分拣打包算法计算出的输出包裹信息,依次抓放板件,将包裹中的板件按照板件层数、每层的具体位置进行码放,完成板材的分拣和打包。
45.优选的,打包执行单元3的执行机构31可以为用桁架机器人。所述桁架机器人具有四个自由度,包括包括x/y/z三个平动自由度和一个沿z轴用于板件旋转的旋转自由度。即在码垛时可控制板材前后、左右、上下移动,以及沿z轴旋转,以便将包裹中的板件按照板件层数、每层的具体位置进行码放,完成板材的分拣和打包。
46.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。