1.相关申请的交叉引用
2.本技术要求2019年6月12日在韩国知识产权局提交的第10
‑
2019
‑
0069229号韩国专利申请的权益,该申请的公开内容通过引用全部结合在本文中。
3.本公开涉及电池模块、制造该电池模块的方法以及电池组,更具体地说,涉及一种提高空间利用率并使部件受损程度最小化的电池模块、制造该电池模块的方法以及电池组。
背景技术:
4.易于应用于各种产品组并具有诸如高能量密度之类的电气特性的二次电池不仅普遍地适用于便携式装置,而且还适用于电动车辆(ev)或混合动力车辆(hev)、由电力驱动源驱动的蓄能系统等。这种二次电池作为提高能量效率的新型环境友好型能源受到关注,因为其主要优点是显著减少化石燃料的使用,而且在利用能量时完全不产生副产物。
5.小型移动装置对于每个装置而言使用一个或几个电池单元,而诸如车辆之类的中型或大型装置则需要高功率和大容量。因此,使用具有多个电池单元相互电连接的中型或大型电池模块。
6.优选地,中型或大型电池模块制造成具有尽可能小的尺寸和重量。因此,通常使用能以高集成度层叠并且重量与容量比小的方形电池或袋形电池作为中型或大型电池模块的电池单元。同时,为了保护电池单元堆免受外部冲击、热或振动,电池模块可以包括框架构件,该框架构件的前表面和后表面是敞开的,以便在内部空间中容纳电池单元堆。
7.图1是示出根据现有技术的具有整体框架的电池模块的立体图。
8.参考图1,该电池模块可以包括:电池单元堆12,其通过层叠多个电池单元11而形成;整体框架20,其前表面和后表面敞开以便覆盖电池单元堆12;以及端板60,其覆盖整体框架20的前表面和后表面。为了形成这样的电池模块,需要水平组装电池模块,使电池单元堆12沿图1中的箭头所示的x轴方向插入到整体框架20的敞开的前表面或后表面中。然而,必须在电池单元堆20和整体框架20之间保证足够的空隙,从而使得稳定地水平组装电池模块。在此,空隙是指由装配等引起的间隙。如果空隙小,则在水平组装电池模块的过程中可能会损坏部件。因此,考虑到电池单元堆12的最大高度和插入过程中的组装公差,整体框架20的高度必须设计得大,因此可能会造成不必要的空间浪费。
技术实现要素:
9.技术问题
10.为了解决上述问题而作出本公开,本公开的一个目的是提供一种电池模块、制造该电池模块的方法以及电池组,该电池模块通过对覆盖电池单元堆的框架构件的结构进行修改来提高空间利用率并使部件的损坏最小化。
11.但是,本公开的实施方式所要解决的问题并不限于上述问题,并且可以在本公开
所包含的技术思想的范围内进行各种扩展。
12.技术方案
13.根据本公开的一个实施方式的电池模块包括:电池单元堆,在所述电池单元堆中层叠有多个电池单元;第一l形框架,所述第一l形框架容纳所述电池单元堆,并且所述第一l形框架的上部和一个侧表面是敞开的;以及第二l形框架,所述第二l形框架容纳所述电池单元堆,并且所述第二l形框架的下部和一个侧表面是敞开的,其中,所述第一l形框架和所述第二l形框架相互接合成包围所述电池单元堆的四个表面,所述第一l形框架的下表面包括第一部分和第二部分,所述第一部分相对于所述电池单元的纵向方向位于边缘处,所述第二部分位于所述第一部分的内侧,并且所述第一部分的厚度小于所述第二部分的厚度。
14.所述电池模块还可以包括与所述电池单元堆连接的汇流条框架,所述第一l形框架的相对于所述电池单元堆的电极引线的突出方向彼此面对的两侧是敞开的,所述汇流条框架在所述第一l形框架的敞开的两侧的每一侧上与所述电池单元堆连接,并且所述汇流条框架可以包括:垂直于所述电极引线的突出方向布置的主框架;以及从所述主框架的下部延伸的弯折部。
15.所述弯折部可以位于所述第一l形框架的底部的所述第一部分上。
16.所述弯折部的厚度和所述第一部分的所述厚度的总厚度可以小于所述第二部分的所述厚度。
17.所述电池单元可以包括在其宽度方向上形成的突出部,并且该突出部可以位于所述弯折部上。
18.所述电池模块还可以包括位于所述第二部分与所述电池单元堆之间的垫部。
19.所述电池模块还可以包括位于所述第二部分和所述电池单元堆之间的导热树脂层,并且所述垫部位于所述导热树脂层和所述第一部分之间。
20.所述电池单元堆的与所述多个电池单元的层叠方向垂直的下表面可以安装在所述第一l形框架的所述下表面上。
21.所述电池模块还可以包括:分别与所述第一l形框架的敞开的两侧联接的端板,其中,所述第一l形框架的敞开的两侧相对于所述电池单元堆的电极引线的突出方向相互面对。
22.根据本公开的另一实施方式的电池组包括上述电池模块。
23.根据本公开的另一实施方式的用于制造电池模块的方法包括以下步骤:将电池单元堆安装在第一l形框架的下表面上,所述第一l形框架的上部和一个侧表面是敞开的;用第二l形框架覆盖所述电池单元堆,从而覆盖所述电池单元堆的未被所述第一l形框架覆盖的敞开表面;联接所述第一l形框架和所述第二l形框架;以及将端板联接在被所述第一l形框架和所述第二l形框架包围的所述电池单元堆的敞开的两侧上,其中,所述电池单元堆在沿着与所述第一l形框架的所述下表面垂直的方向移动的同时安装在所述第一l形框架的所述下表面上。
24.用于制造电池模块的所述方法还可以包括:在将所述电池单元堆安装在所述第一l形框架的所述下表面上之前,在将汇流条框架朝与包括在所述电池单元堆中的电池单元的电极引线的突出方向相反的方向移动的同时,连接所述电池单元堆和所述汇流条框架。
25.用于制造电池模块的所述方法还可以包括:在将所述电池单元堆安装在所述第一
l形框架的所述下表面上之前,在所述第一l形框架的所述下表面上施加导热树脂。
26.用于制造电池模块的所述方法还可以包括:在施加所述导热树脂之前,在所述第一l形框架的所述下表面上形成垫部,并且所述垫部可以引导所施加的导热树脂的施加位置。
27.所述电池单元堆可以沿与所述电池单元堆中所包括的多个电池单元的层叠方向垂直的方向插入到所述第一l形框架的所述下表面上。
28.有益效果
29.根据本实施方式,与现有技术相比,可以实现l形框架,以减小电池单元堆与框架之间的公差,从而提高空间利用率。
30.此外,可以去除在组装操作中防止损坏所需的保护盖。
31.此外,可以机加工l形框架的下表面的周缘,以减小电池单元堆与框架之间的间隙,从而提高高度方向上的空间利用率。
附图说明
32.图1是示出根据现有技术的具有整体框架的电池模块的分解立体图。
33.图2是示出根据本公开的一个实施方式的电池模块的分解立体图。
34.图3是示出图2的电池模块的元件相互联接的状态的立体图。
35.图4是示出包括在图2的电池单元堆中的一个电池单元的立体图。
36.图5是示出图2的电池模块中的第一l形框架的立体图。
37.图6是示出图2的电池模块中的汇流条框架的立体图。
38.图7是沿xz平面在图3中的电池单元堆的纵向方向上剖切的剖视图。
39.图8是对应于图7的比较例的电池模块的剖视图。
40.图9至图11是示出根据本公开的另一实施方式的电池模块的制造方法的视图。
具体实施方式
41.下文中,将参考附图详细描述本公开的各种实施方式,以使本领域的技术人员能够容易地实施这些实施方式。本公开可以以各种不同的方式进行变型,并且不限于本文中阐述的实施方式。
42.将省略与描述无关的部分以清楚地描述本公开,并且在整个说明书中,类似的附图标记指定类似的元件。
43.此外,在图中,为了便于描述,任意地示出了每个元件的尺寸和厚度,本公开并非必需限于图中所示的尺寸和厚度。在图中,为了清楚起见,对层、区域等的厚度进行了夸大。在图中,为了便于描述,对一些层和区域的厚度以夸大的方式示出。
44.此外,要理解的是,当诸如层、膜、区域或板之类的元件被称为在另一元件上或在另一元件上方时,它可以直接在另一元件上,或者也可以存在插设元件。相反,当一个元件被称为直接在另一个元件上时,指的是不存在插设元件。此外,词语“在
……
上”或者“在
……
上方”是指布置在参考部分上或上方,而不一定是指布置在参考部分的朝重力的反方向的上端。
45.此外,在整个说明书中,当一个部件被称为“包括”某个部件时,意味着它可以进一
步包括其它部件,但不排除其它部件,除非另有说明。
46.此外,在整个说明书中,被称为“平面”时,是指从顶部观察目标部分时,而当被称为“横截面”时,是指从竖向切割的横截面的侧面观察目标部分时。
47.图2是示出根据本公开的实施方式的电池模块的分解立体图。图3是示出图2的电池模块的元件相互联接的状态的立体图。图4是示出包括在图2的电池单元堆中的一个电池单元的立体图。
48.参考图2和图3,根据本实施方式的电池模块100包括:电池单元堆120,其包括多个电池单元110;第一l形框架300,其上表面、前表面和后表面是敞开的;第二l形框架400,其下表面、前表面和后表面是敞开的;端板150,其均位于电池单元堆120的前表面和后表面上;以及汇流条框架,其位于电池单元堆120和端板150之间。
49.当假设第一l形框架300的敞开的两侧分别是第一侧和第二侧时,l形框架300包括板状结构,其弯曲成连续覆盖除电池单元堆120的对应于第一侧和第二侧的表面以外的其余外表面中相互相邻的下表面和一个侧表面。同样地,当假设第二l形框架400的敞开的两侧分别为第一侧和第二侧时,l形框架400包括板状结构,其弯曲成连续覆盖除电池单元堆120的对应于第一侧和第二侧的表面以外的其余外表面中相互相邻的上表面和另一个侧表面。
50.第一l形框架300和第二l形框架400在其对应的边缘部分相互接触的状态下通过焊接等相互联接,以形成覆盖电池单元堆120的结构。第一l形框架300和第二l形框架400相互接合,以包围电池单元堆120的四个表面。即,第一l形框架300和第二l形框架400可以通过焊接等联接方法在其相应的边缘部分形成联接部cp。
51.电池单元堆120包括在其一个方向上层叠的多个电池单元110,并且如图2中所示,多个电池单元110可以在y轴方向上层叠。优选的是,电池单元110为袋状电池单元。例如,参考图4,根据本实施方式的电池单元110具有这样的结构,其中两个电极引线111和112彼此面对,并分别从电池主体113的一个端部114a和另一个端部114b突出。可以通过将电池壳体的两个端部114a和114b以及连接这两个端部的两个侧表面114c结合在一起而制造电池单元110。即,根据本实施方式的电池单元110包括共三处密封部114sa、114sb和114sc,密封部114sa、114sb和114sc以热熔之类的方法密封,剩余的另一个侧部可以具有连接部115。电池壳体114的两个端部114a和114b之间的部分可以定义为电池单元110的纵向方向,并且连接电池壳体114的两个端部的一个侧部114c和连接部115之间的部分可以定义为电池单元110的宽度方向。
52.连接部115是沿着电池单元110的一个周缘长距离延伸的区域,并且连接部115的端部处可以形成有突出部110p。突出部110p可以形成在连接部115的两个端部中的至少一者处,并且可以在与连接部115延伸的方向垂直的方向上突出。突出部110p可以位于电池壳体114的两个端部114a和114b的密封部114sa和114sb中的至少一者与连接部115之间。
53.电池壳体114一般由树脂层/金属层和薄膜层/树脂层的层叠结构形成。例如,在电池壳体的表面由定向(o)
‑
尼龙层形成的情况下,当多个电池单元层叠以形成中型或大型电池模块时,电池壳体的表面容易因外部冲击而滑动。因此,为了防止这种情况的发生并维持电池单元的稳定的层叠结构,可以通过在电池壳体的表面上附接诸如双面胶带的共聚型粘合剂或粘贴时由于化学反应而联接的化学粘合剂之类的粘合构件来形成电池单元堆120。
在本实施方式中,电池单元堆120沿y轴方向层叠,并且沿z轴方向容纳在第一l形框架300中,从而电池单元堆120可以被导热树脂层冷却,这将在下文中描述。作为本实施方式的比较例,电池单元由盒状部件形成,因此可以通过组装电池模块的框架来固定电池单元。在该比较例中,由于盒状部件的存在,冷却操作可能难以进行,或者可能在电池单元的表面方向上进行,并且可能在电池模块的高度方向上不适当地进行。
54.图5是示出图2的电池模块中的第一l形框架的立体图。
55.参考图5,根据本实施方式的第一l形框架300包括下表面300a和从下表面300a弯曲的侧表面部分300b。在将图2所述的电池单元堆120安装在第一l形框架300的下表面300a上之前,可以通过在第一l形框架300的下表面300a上施加导热树脂并固化导热树脂来形成导热树脂层310。在形成导热树脂层310之前(即,在施加的导热树脂固化之前),电池单元堆120可以在沿着垂直于第一l形框架300的下表面300a的方向移动的同时安装在第一l形框架300的下表面300a上。此后,随着导热树脂固化而形成的导热树脂层310位于下表面300a和电池单元堆120之间。导热树脂层130可起到将从电池单元110产生的热传递到电池模块100的底部并固定电池单元堆120的作用。
56.根据本实施方式的电池模块还可以包括形成在第一l形框架300的下表面300a上的垫部320。垫部320可以引导导热树脂的施加位置或防止导热树脂溢出到下表面300a之外,并且可以形成有至少一个垫部320。图5示出了在下表面300a的中央处形成有一个垫部320,并且在下表面300a的相对于x轴方向的两个端部分别形成有一个垫部320,但是垫部320的大小、位置、数量等可以鉴于导热树脂的施加量等进行修改。于是,垫部320可以由诸如聚氨酯(pu)泡沫或橡胶之类的材料形成,从而导热树脂可以在电池单元110接触下表面300a的上部时被压缩。
57.再次参考图2和图3,根据本实施方式,第一l形框架300的侧表面部分与第二l形框架400的侧表面部分之间的距离可以与第一l形框架300的下表面的宽度或第二l形框架400的上表面的宽度相同。即,第二l形框架400的侧表面部分的沿x轴方向的边缘部分与第一l形框架300的侧表面部分的沿x轴方向的边缘部分可以直接相互接触,以通过焊接之类的方法相互联接。
58.图6是示出图2的电池模块中的汇流条框架的立体图。
59.参考图6,根据本实施方式的汇流条框架130包括:主框架130a,其垂直于图4中所述的电极引线111和112突出的方向布置;以及弯折部130b,其从主框架130a的底部延伸。汇流条框架130连接至如图2和图3中所述的电池单元堆120。主框架130a可以形成有其中电极引线穿过狭缝以与汇流条联接的结构。弯折部130b可以相对于主框架130a弯折约90度,以位于第一l形框架300的下表面300a上。将另外参考图7描述弯折部130b和周边构造。
60.图7是沿xz平面在图3中的电池单元堆的纵向方向上剖切的剖视图。图8是对应于图7的比较例的电池模块的剖视图。
61.参考图7,根据本实施方式的电池单元110包括在其宽度方向上形成的突出部110p,并且突出部110p可以位于弯折部130b上。这里,电池单元110的宽度方向可以是图7的z轴方向。根据本实施方式的第一l形框架的下表面300a包括第一部分300a1和第二部分300a2,第一部分300a1位于相对于电池单元110的纵向方向的周缘处,并且第二部分300a2位于第一部分300a1的内部。于是,第一部分300a1的厚度优选比第二部分300a2的厚度小。
这里,电池单元110的纵向方向可以是图7的x轴方向。
62.参考图6和图7,在本实施方式中,汇流条框架130的弯折部130b位于第一l形框架的下表面300a的第一部分300a1上。于是,弯折部130b的厚度和第一部分300a1的厚度的总厚度优选比第二部分300a2的厚度小。这是因为,电池单元110的突出部110p被第一部分300a1和第二部分300a2之间的台阶卡住,以防止因外部冲击而移动。另外,可以通过对第一l形框架下表面300a进行机加工而减小电池单元110与框架之间的间隙,并且这种间隙减小效果可以使得间隙减小效果伴随通过在高度方向上组装电池模块获得的协同作用,以最大限度地提高整体空间效率。因为第一l形框架下表面300a的机加工是通过冲压成型进行的,所以可以在形成l形框架结构的同时形成下表面300a的台阶。可以使用冲压成型、数控加工(nc)等形成台阶。
63.垫部320位于第二部分300a2和电池单元110之间,并且导热树脂层310位于垫部320内侧。即,垫部320可以位于导热树脂层310和下表面300a的第一部分300a1之间,以限定导热树脂层310的形成位置。
64.参考图8,与图7的实施方式相比,第一l形框架的下表面300a'的厚度是均匀的。如果突出部110p'以及与图7中所述的电池单元110的尺寸相同的电池单元110'安装在第一l形框架的下表面300a'上,则由于没有像图7的下表面300a'上那样的台阶,导热树脂层310'和垫部320'的高度会变得较大。因此,与图8的比较例相比,可以减小电池单元110与框架之间的公差,以不仅提高空间利用率,而且还降低导热树脂层310的厚度,从而减少用于形成导热树脂层310的导热树脂的量。
65.下文中,将描述根据上述本实施方式的电池模块的制造方法的实施例。
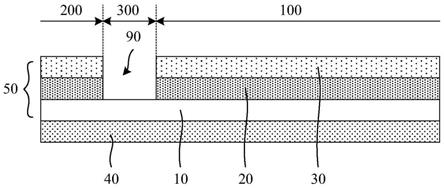
66.图9至图11是示出根据本公开的另一实施方式的电池模块的制造方法的视图。
67.参考图9,根据本实施方式的电池模块的制造方法包括将电池单元堆120层叠在上部和一个侧表面敞开的第一l形框架300的下表面300a上的步骤。于是,优选地,电池单元堆120沿与电池单元堆120中包括的多个电池单元110的层叠方向垂直的方向(z轴方向)插入到第一l形框架300的下表面300a中。在本实施方式中,在第一l形框架沿z轴方向移动之前,电池单元堆120可以沿第一l形框架的敞开的一个侧表面在y轴方向上移动。即,电池单元堆120可以在第一l形框架的一个侧表面敞开的空间中以一定裕度移动到下表面300a的顶部后,在z轴方向上布置在第一l形框架的下表面300a上。
68.根据本实施方式的电池模块制造方法还可以包括在将电池单元堆120安装在第一l形框架300的下表面300a上之前,在汇流条框架130沿与包括在电池单元堆120中的电池单元110的电极引线的突出方向相反的方向移动的同时将电池单元堆120和汇流条框架130连接。此外,该电池模块的制造方法还可以包括在将电池单元堆120安装在u形框架300的下表面300a上之前,将导热树脂施加到第一l形框架300的下表面300a上。该方法还可以包括在施加导热树脂之前,在第一l形框架300的下表面300a上形成图5中所述的垫部320。参考图5和图9,导热树脂可以施加在垫部320之间,以不仅使垫部320能够引导导热树脂的施加位置,而且防止导热树脂溢出,并且容易地控制导热树脂的施加量。
69.相反,如图1所示,电池单元堆12的下部与整体框架20之间可以形成有用于热传递并固定电池单元堆的导热树脂层。一般情况下,在将电池单元堆12插入到整体框架20中后,可以经由形成在整体框架20中的注入孔注入导热树脂,从而形成导热树脂层。但是,在该注
入方法中,由于各电池模块中的部件的公差,导热树脂的定量注入是困难的,并且形成具有均匀厚度的导热树脂层是受限的。
70.参考图10,根据本实施方式的电池模块的制造方法包括:用第二l形框架400覆盖电池单元堆120,以覆盖电池单元堆120的没被第一l形框架300覆盖的敞开表面。在本实施方式中,因为第二l形框架400通过焊接等沿z轴方向联接至第一l形框架300,所以可以省略在将图1的整体框架20插入到电池单元堆12中的过程中保护电池单元11所需的保护盖(未示出)。详细地说,第一l形框架300的下表面与第二l形框架400的侧表面部400b可以相互焊接,并且第一l形框架300的侧表面部300b与上表面400a可以相互焊接。
71.参考图11,根据本实施方式的电池模块的制造方法包括:联接第二l形框架400和第一l形框架300;以及将各个端板150联接至被第一l形框架300和第二l形框架400包围的电池单元堆120的敞开的两侧。第一l形框架300的下表面300a和第二l形框架的侧表面部分400b相互联接,并且可以使用诸如焊接、使用粘合剂的结合、栓接、铆接和贴扎之类的方法将第一l形框架300的侧表面部分300b和第二l形框架400的上表面400a联接。
72.同时,可以将根据本公开的实施方式的一个或多个电池模块包装在包装壳体中以形成电池组。
73.上述电池模块和包括该电池模块的电池组可以应用于各种装置。这些装置可以应用于诸如电动自行车、电动车辆、混合动力车辆之类的车辆,但本公开并不限于此,而是可以应用于可以使用电池模块和包括该电池模块的电池组的各种装置,这些装置也属于本公开的范围。
74.虽然上面已经详细描述了本公开的优选实施方式,但本公开的范围并不限于此,并且本领域的技术人员利用所附权利要求书中定义的本公开的基本概念进行的各种变型和改进也属于权利范围。
75.附图标记说明
76.100:电池模块
77.110p:突出部
78.130a:主框架
79.130b:弯折部
80.150:端板
81.300:第一l形框架
82.400:第二l形框架
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。