1.本实用新型涉及机械加工技术领域,具体涉及一种可微调的镗铣床用镗刀夹。
背景技术:
2.目前在镗铣床镗孔加工时,由于可微调数控镗刀成本比较昂贵,通常是机床主轴装上镗排,再将车刀装夹在镗排上固定后进行镗孔加工,这种加工方法调整镗孔尺寸只能通过调整镗排中的车刀的位置来实现,而操作人员通常手动调整尺寸不是很准确,如果加工尺寸公差很严就很难保证加工尺寸。
3.综上所述,现有采用人工手动调整镗排中镗刀的位置,但手工调整的精度较低,导致加工出零件的尺寸偏差较大的问题。
技术实现要素:
4.本实用新型为解决现有采用人工手动调整镗排中镗刀的位置,但手工调整的精度较低,导致加工出零件的尺寸偏差较大的问题,而提出一种可微调的镗铣床用镗刀夹。
5.本实用新型的一种可微调的镗铣床用镗刀夹,其组成包括刀夹部、调整螺栓、顶紧螺栓、挡板、连接螺栓、刻度线和夹柄部;
6.刀夹部的一端设有挡板,且挡板的边缘处通过连接螺栓与刀夹部的一端边缘处连接,挡板的中部设有调整螺栓,且调整螺栓与挡板螺纹连接,刀夹部的上表面沿长度方向均匀的设有两个螺纹通孔,且两个螺纹通孔的内部分别设有一个顶紧螺栓,挡板的端面中部设有弧形的刻度线,刀夹部的侧面设有夹柄部;
7.进一步的,所述的刀夹部和夹柄部一体设置;
8.进一步的,所述的刀夹部的端面中部沿长度方向加工有一个贯通方槽;
9.进一步的,所述的刀夹部的另一端上部和下部均设有一个螺纹盲孔;
10.进一步的,所述的挡板的另一侧设有方形凸台,且凸台的边缘与刀夹部上贯通方槽的一端内侧接触;
11.进一步的,所述的顶紧螺栓为内六角螺栓,调整螺栓端面设有一个指针,螺栓的螺距为0.5mm;
12.进一步的,在使用时,将本装置的夹柄部放入镗铣床镗排的夹刀槽中,通过镗排的夹紧螺钉将装置固定在镗床的镗排上,将调整螺栓贯穿拧入螺纹通孔中,把两支顶紧螺栓贯穿拧入两螺纹通孔中,将调整螺栓贯穿拧入螺纹通孔中,把车刀放入刀夹部的贯通方槽中,通过将调整螺栓调整车刀伸出为位置,符合镗孔尺寸,再通过拧紧两支顶紧螺栓将车刀固定在刀夹上,进行镗孔加工,如果需要微调车刀位置,轻微松镗排的夹紧车刀的螺栓,得车刀处于半夹紧状态,用扳手旋动调整螺栓,通过调整螺栓端面的指针与挡板的刻度线的位置变化来调整车刀伸长量,刻度线变化一格,伸长量可调整0.005mm,完全可保证镗孔尺寸公差在
±
0.01mm精度要求。当加工上下弯槽或端面时,如果只有一把车刀,可以加工上侧端面或弯槽时按上述方式操作完成一侧加工,加工完将挡板拆下,把挡板装在刀夹部的贯
通方槽中的另一侧,将刀具反向装夹,完成上下弯槽或端面的另一侧加工。实现一把车刀完成上下端面或弯槽的加工。
13.本实用新型与现有技术相比具有以下有益效果:
14.本实用新型克服了现有技术的缺点,采用刀夹部的一端设有挡板,且挡板的边缘处通过连接螺栓与刀夹部的一端边缘处连接,挡板的中部设有调整螺栓,且调整螺栓与挡板螺纹连接,挡板的端面中部设有弧形的刻度线,采用扳手旋动螺栓,通过螺栓端面的指针与挡板的刻度线的位置变化来调整车刀伸长量,刻度线变化一格,伸长量可调整0.005mm,完全可保证镗孔尺寸公差在
±
0.01mm精度要求,提高调整的精度,从而提高加工精度,从而提高加工精度,一把车刀可以正反装夹加工,节约刀具成本。
附图说明
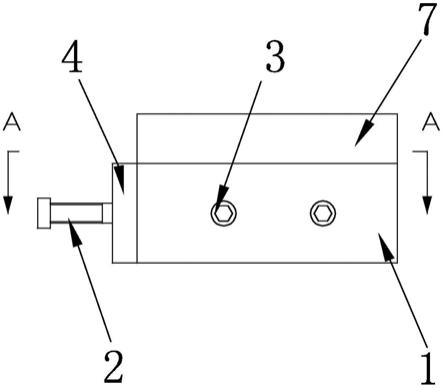
15.图1是本实用新型所述的一种可微调的镗铣床用镗刀夹的主视图;
16.图2是本实用新型所述的一种可微调的镗铣床用镗刀夹的俯视图;
17.图3是本实用新型所述的一种可微调的镗铣床用镗刀夹的侧视图;
18.图4是图1的a
‑
a的剖视图;
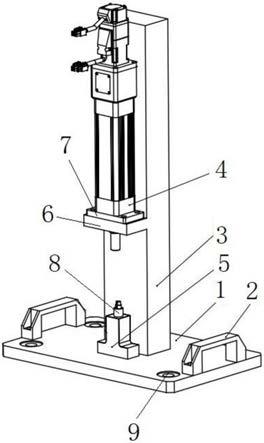
19.图5是本实用新型所述的一种可微调的镗铣床用镗刀夹的三维立体示意图。
具体实施方式
20.具体实施方式一:结合图1至图5说明本实施方式,本实施方式所述的一种可微调的镗铣床用镗刀夹,其组成包括刀夹部1、调整螺栓2、顶紧螺栓3、挡板4、连接螺栓5、刻度线6和夹柄部7;
21.刀夹部1的一端设有挡板4,且挡板4的边缘处通过连接螺栓5与刀夹部1的一端边缘处连接,挡板4的中部设有调整螺栓2,且调整螺栓2与挡板4螺纹连接,刀夹部1的上表面沿长度方向均匀的设有两个螺纹通孔,且两个螺纹通孔的内部分别设有一个顶紧螺栓3,挡板4的端面中部设有弧形的刻度线6,刀夹部1的侧面设有夹柄部7;
22.本具体实施方式,在使用时,将本装置的夹柄部7放入镗铣床镗排的夹刀槽中,通过镗排的夹紧螺钉将装置固定在镗床的镗排上,将调整螺栓2贯穿拧入螺纹通孔中,把两支顶紧螺栓3贯穿拧入两螺纹通孔中,将调整螺栓2贯穿拧入螺纹通孔中,把车刀放入刀夹部1的贯通方槽1
‑
1中,通过将调整螺栓2调整车刀伸出为位置,符合镗孔尺寸,再通过拧紧两支顶紧螺栓3将车刀固定在刀夹上,进行镗孔加工,如果需要微调车刀位置,轻微松镗排的夹紧车刀的螺栓3,得车刀处于半夹紧状态,用扳手旋动调整螺栓2,通过调整螺栓2端面的刻度线与挡板4的刻度线的位置变化来调整车刀伸长量,刻度线变化一格,伸长量可调整0.005mm,完全可保证镗孔尺寸公差在
±
0.01mm精度要求。当加工上下弯槽或端面时,如果只有一把车刀,可以加工上侧端面或弯槽时按上述方式操作完成一侧加工,加工完将挡板拆下,把挡板装在刀夹部1的贯通方槽1
‑
1中的另一侧,将刀具反向装夹,完成上下弯槽或端面的另一侧加工。实现一把车刀完成上下端面或弯槽的加工。
23.具体实施方式二:结合图1、图2和图5说明本实施方式,本实施方式是对具体实施方式一所述的镗刀夹的进一步的限定,本实施方式所述的一种可微调的镗铣床用镗刀夹,所述的刀夹部1和夹柄部7一体设置。
24.具体实施方式三:结合图4说明本实施方式,本实施方式是对具体实施方式二所述的镗刀夹的进一步的限定,本实施方式所述的一种可微调的镗铣床用镗刀夹,所述的刀夹部1的端面中部沿长度方向加工有一个贯通方槽1
‑
1。
25.具体实施方式四:结合图4说明本实施方式,本实施方式是对具体实施方式三所述的镗刀夹的进一步的限定,本实施方式所述的一种可微调的镗铣床用镗刀夹,所述的刀夹部1的另一端上部和下部均设有一个螺纹盲孔。
26.具体实施方式五:结合图4说明本实施方式,本实施方式是对具体实施方式一所述的镗刀夹的进一步的限定,本实施方式所述的一种可微调的镗铣床用镗刀夹,所述的挡板4的另一侧设有方形凸台,且凸台的边缘与刀夹部1上贯通方槽1
‑
1的一端内侧接触;
27.本具体实施方式,采用挡板4的另一侧设有方形凸台,且凸台的边缘与刀夹部1上贯通方槽1
‑
1的一端内侧接触,起到定位的功能。
28.具体实施方式六:结合图4说明本实施方式,本实施方式是对具体实施方式一所述的镗刀夹的进一步的限定,本实施方式所述的一种可微调的镗铣床用镗刀夹,所述的顶紧螺栓3为内六角螺栓,所述的调整螺栓2的端面标记一条刻度线,螺栓的螺距为0.5mm;
29.本具体实施方式,采用调整螺栓的刻度线与挡板的刻度线位置变化才能调节伸长量,因为螺距和刻度关联,螺距0.5mm按100格刻度分,每格0.005mm。
30.工作原理
31.在使用时,将本装置的夹柄部7放入镗铣床镗排的夹刀槽中,通过镗排的夹紧螺钉将装置固定在镗床的镗排上,将调整螺栓2贯穿拧入螺纹通孔中,把两支顶紧螺栓3贯穿拧入两螺纹通孔中,将调整螺栓2贯穿拧入螺纹通孔中,把车刀放入刀夹部1的贯通方槽1
‑
1中,通过将调整螺栓2调整车刀伸出为位置,符合镗孔尺寸,再通过拧紧两支顶紧螺栓3将车刀固定在刀夹上,进行镗孔加工,如果需要微调车刀位置,轻微松镗排的夹紧车刀的螺栓3,得车刀处于半夹紧状态,用扳手旋动螺栓2,通过调整螺栓2端面的刻度线与挡板4的刻度线的位置变化来调整车刀伸长量,刻度线变化一格,伸长量可调整0.005mm,完全可保证镗孔尺寸公差在
±
0.01mm精度要求。当加工上下弯槽或端面时,如果只有一把车刀,可以加工上侧端面或弯槽时按上述方式操作完成一侧加工,加工完将挡板拆下,把挡板装在刀夹部1的贯通方槽1
‑
1中的另一侧,将刀具反向装夹,完成上下弯槽或端面的另一侧加工。实现一把车刀完成上下端面或弯槽的加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。