技术特征:
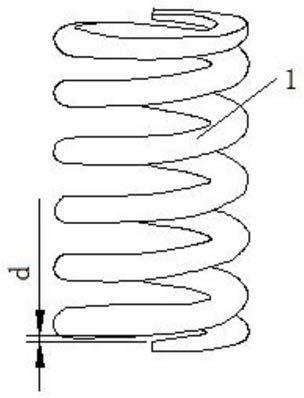
1.一种端头采用预压处理的压缩弹簧,其特征在于:包括采用预压生产加工的弹簧本体,所述弹簧本体的两端头与其对应的邻圈之间存在间隙d,所述弹簧本体在受力压缩时端头与邻圈接触区域的大小为压紧角度θ;所述压紧角度θ为通过感应纸测量时弹簧端头与其邻圈接触处所产生的压痕曲线与弧度中心位置处所形成的夹角。2.根据权利要求1所述的能够端头采用预压处理的压缩弹簧,其特征在于:所述的间隙d≤0.1mm。3.根据权利要求1所述的能够端头采用预压处理的压缩弹簧,其特征在于:所述的压紧角度θ在受力压缩到不同的位置时,其端头与邻圈接触区域的角度大小不同,当弹簧本体压缩至安装位置h1时,其对应的压紧角度θ1>36
°
,当弹簧本体压缩至最大工作位置h2时,检测的感应纸上压痕曲线如是连续的其所形成的一处角度θ2>120
°
;检测的感应纸上压痕曲线如是不连续的其所形成的两处角度θ3>12
°
且θ4>100
°
。4.一种基于权利要求1所述的端头采用预压处理的压缩弹簧的绕制方法,其特征在于:上述结构的弹簧本体在端头绕制过程中需要给予初始预压力,及时调整弹簧本体在绕制过程中的节距,同时调整相应绕制轮的轴向运动,增加端头与邻圈压紧时的接触区域,保证弹簧端头与邻圈有充分的接触且在弹簧两端磨削后同样存在;具体步骤如下:(1)设定弹簧节距和外径绕制的目标值,根据目标值调整好绕制设备上对应的绕制滚轮的位置;同时根据上述压缩弹簧的端头与其对应的邻圈之间的间隙d以及弹簧自身要求的节距,调整对应的节距销的运动位置;(2)线材原料通过放卷机构进行放卷,其线材原料的端部依次穿过送料滚轮和导向板送入绕制机构;绕制时为了保证压紧角度θ符合要求,通过节距销控制端头与邻圈节距,同时调整控制绕制滚轮的轴向运动,使上下两个绕制滚轮在轴向上形成一定的角度,角度在12
°
~45
°
之间,此绕制产生的预压力使端头与邻圈之间产生更大的接触面积,从而保证邻圈与端头的压痕效果,保证压紧角度θ;(3)端头绕制结束之后,根据对应的弹簧本体的节距要求设备自动调整节距销的位置,此时,为保证邻圈与端头的预压效果,存在两种方案:第一种是过程中绕制滚轮在轴向上形成的角度,不需要恢复,这样保证连续绕制直至弹簧末端过程中一直存在预压,末端绕制之后,切断刀断料即可得到具有整个弹簧均具有预压力的轴向螺旋式偏移的弹簧本体的连续绕制;第二种是端头与邻圈绕制结束之后,绕制滚轮的轴向角度立即恢复,恢复之后即可对弹簧本体中间段的绕制,中间段绕制达到相应的要求之后,再次调整控制绕制滚轮的轴向运动,使上下两个绕制滚轮在轴向上形成一定的角度,角度在12
°
~45
°
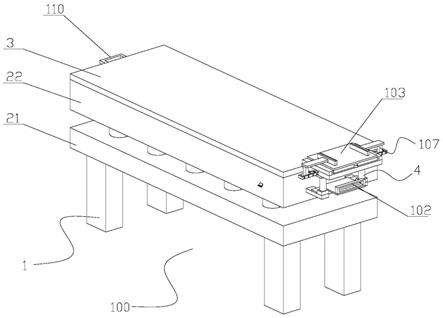
之间,实现末端与邻圈具有预压力的绕制,末端绕制之后,切断刀断料即可得到具有两端端头与邻圈具有预压力,弹簧本体中间段正常缠绕的过程。5.根据权利要求4所述的端头采用预压处理的压缩弹簧的绕制方法,其特征在于:所述的绕制设备包括有工作台,所述工作台上架设有立板,所述立板上依次设置有送料工位、绕制工位,所述工作台的进料端为放卷工位,所述放卷工位上安装有线材放卷机构,所述送料工位对应的立板上分布有上下两排间隔阵列设置的辊压输送轮,所述辊压输送轮的出料端通过安装座安装有用于稳定线材出料方向和位置的导轨,所述绕制工位中心位置对应的立
板上安装有弹簧绕制定位座,所述弹簧绕制定位座出料端外侧的圆周位置上安装有间隔设置的用于限位线材运行且配合弹簧绕制定位座进行绕制的绕制轮组件,所述导轨的出料端上端部与弹簧绕制定位座之间的间隙中安装有节距销组件,所述弹簧绕制定位座的正上方安装有切断刀。6.根据权利要求5所述的端头采用预压处理的压缩弹簧的绕制方法,其特征在于:所述的线材放卷机构包括有圆形底座,所述圆形底座上架设有可升降的圆形支撑板,所述圆周支撑板上转动安装有转盘,所述转盘上安装有竖直放置的放卷轴,所述放卷轴上套装有固定套,所述固定套的外侧设置有圆周设置的弧形顶板,所述弧形顶板与固定套之间通过导向杆连接,且其之间导向杆上套装有顶紧弹簧,所述圆形支撑板的升降通过其下方的丝杆组件驱动,所述丝杆组件包括有圆周间隔设置的丝杆,所述丝杆的底端部转动安装在圆形底座上,所述丝杆的上端部转动安装在顶板上,所述圆形支撑板的四周设有与丝杆滑动导向的螺旋孔,所述丝杆的底端部分别安装有从动齿轮,所述圆形底座的中部安装有电机驱动的主动齿轮,所述主动齿轮与各从动齿轮传动啮合。7.根据权利要求5所述的端头采用预压处理的压缩弹簧的绕制方法,其特征在于:所述的绕制轮组件包括有可移动的移动座,所述移动座的前端端部转动安装有旋转座,所述旋转座的转动通过电机驱动,所述旋转座上设置有齿圈,所述电机的输出轴端安装有与齿圈配合的齿轮,所述旋转座内固定安装有连接头,所述连接头上通过销轴安装有绕制轮,移动座的移动通过其后方的气缸驱动。8.根据权利要求5所述的端头采用预压处理的压缩弹簧的绕制方法,其特征在于:所述的弹簧绕制定位座包括有与立板连接固定的固定安装板,所述固定安装板上焊接有定位凸台,所述定位凸台的进料端设有缺口。9.根据权利要求5所述的端头采用预压处理的压缩弹簧的绕制方法,其特征在于:所述的节距销组件包括有安装在立板上可前后移动的推杆,所述推杆的端部设有固定孔,所述固定孔内固定安装有节距销,所述立板上设有供推杆导向的导向孔,所述推杆的移动通过其后端的电动缸驱动。10.一种基于权利要求1所述的端头采用预压处理的压缩弹簧的检测方法,其特征在于,检测方法如下:对生产过程中,对其进行抽样检测,首先判定端头间隙是否满足要求,如端头间隙满足要求,再对预压角度进行检测,只有两者全部满足要求,才能满足端头与邻圈并紧;端头间隙的检测:采用0.1mm塞尺通过弹簧端头,无法通过或通过时有阻力感则为合格;预压角度检测方法为:s1.将感压纸一边分别塞入压缩弹簧顶部端部与邻圈接触处以及压缩弹簧底部端头与邻圈接触处;其余部分置于对应端头相邻的第一圈和第二圈之间;且要保证感压纸的大小要超过弹簧顶面或底面的面积;s2.用测力机将弹簧压缩至安装位置h1后返回,取出感压纸,此时感压纸上有压痕曲线;s3.测量压痕的弦长l1,根据计算公式θ=(l/d)*180/2π,d表示弹簧中径,l表示压痕弦长;
计算压紧角度θ1,θ1=(l1/d)*180/2π,若θ1>36
°
则为合格;s4.重复1步骤,将弹簧压缩至最大工作位置h2后返回,取出感压纸测量压痕弦长;若压痕为连续无断裂的情况,则直接测量l2,根据上述公式同样计算,计算压紧角度θ2,θ2=(l2/d)*180/2π,若θ2>120
°
,则为合格;若压痕不是连续状态,中间有断裂的情况,则分别测量弦长l3和l4,根据上述公式计算对应的压紧角度θ3和θ4,θ3=(l3/d)*180/2π,θ4=(l4/d)*180/2π,若θ3>12
°
且θ4>100
°
,则为合格。
技术总结
本发明公开了一种端头采用预压处理的压缩弹簧及其绕制和检测方法,包括有弹簧本体,弹簧本体的两端头与其对应的邻圈之间间隙均为d,弹簧本体在受力压缩到指定位置时端头与邻圈接触区域的大小为压紧角度θ;压紧角度θ为通过感应纸测量时弹簧端头及其邻圈接触处所产生的压痕曲线与弧度中心位置处所形成的夹角;在绕制过程中及时调整弹簧本体在绕制过程中的节距,保证弹簧端头与邻圈有充分的接触且在弹簧两端磨削后同样存在;检测时首先判定端头间隙是否满足要求,如端头间隙满足要求,再对预压角度进行检测,只有两者全部满足要求,才能保证端头与邻圈并紧。本发明通过改变弹簧的结构,从而避免弹簧受力压缩后容易出现末圈断裂的情况。末圈断裂的情况。末圈断裂的情况。
技术研发人员:陈华健 郝国华 朱文奇 李斌 胡健 蔡栋 侯世玉 章胡涛
受保护的技术使用者:安庆谢德尔汽车零部件有限公司
技术研发日:2021.08.20
技术公布日:2021/11/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。