1.本实用新型涉及蒸汽系统,尤其涉及一种连续式全封闭蒸汽加工系统。
背景技术:
2.现有的蒸汽加工系统例如蒸饭机大多为箱式的结构,例如图6所示发明名称为“新型电热节能蒸饭机及其即时蒸汽发生器”的第201510211782.8号中国发明专利申请,在蒸饭机箱体1内层叠设置蒸饭盆2,由蒸汽发生器向箱体1内部送气。但是,类似的蒸饭机均为人工操作,即,打开箱门后一次将多个蒸饭盆送入箱体内,等到米饭蒸熟后再打开箱门将蒸饭盆取出。因此,现有的蒸饭机不仅生产效率低,而且开箱取盆时造成箱体内大量蒸汽的外泄,在下一批蒸饭时又要重新加压产生蒸汽,故能耗较大。尤其是,现有的蒸饭机不具备连续生产的条件,不适合现代化企业的自动化生产和流水线操作。又如图7所示发明名称为“一种立式自动蒸饭机”的第200610200913.3号中国发明专利申请,在立式蒸箱1的下方设置有蒸饭盆29进出的蒸箱门,传送带4将蒸饭盆送至蒸箱下方时蒸箱进门打开,箱内的上升通道将蒸饭盆由下至上上升到箱顶后,再转送到箱内的下降通道将蒸饭盆由上至下下降到箱底,米饭蒸熟后蒸箱出门打开,蒸饭盆再由传送带送出。图7所示的蒸饭机虽然蒸箱门在蒸饭盆输入后或输出后都能自动关闭,但是,箱内的高压蒸汽在蒸箱门打开时仍会向外部泄露,同样要损失较大的能量。
技术实现要素:
3.本实用新型的目的在于克服现有技术存在的缺陷,提供一种连续式全封闭蒸汽加工系统,以解决现有技术中存在的上述问题。
4.根据本实用新型的一个方面,提供一种连续式全封闭蒸汽加工系统,包括蒸汽加工室(下称蒸汽室),连接在所述蒸汽室进口端的前过渡仓,以及连接在所述蒸汽室出口端的后过渡仓,所述蒸汽室、前过渡仓和后过渡仓内部设置有传送物料的传送带,且所述蒸汽室与所述前过渡仓和/或后过渡仓之间设置有蒸汽串通管道。
5.所述的系统,还包括设置在所述前过渡仓和/或后过渡仓的外排装置。
6.所述外排装置包括排水/排空管道和排水/排空阀门。
7.所述前过渡仓的蒸汽串通管道与所述后过渡仓的蒸汽串通管道串通在一起。
8.所述前过渡仓和后过渡仓在与所述蒸汽室相连接的端口设置有内闸门,在另一端口设置有外闸门。
9.所述内闸门与所述端口之间以及所述外闸门与所述另一端口之间设置有密封板,用以将所述内闸门和外闸门向所述端口贴紧。
10.所述蒸汽串通管道上设置有串通管道阀门。
11.所述蒸汽串通管道和串通管道阀门用以将蒸汽引入前过渡仓和/或后过渡仓。
12.所述蒸汽串通管道和串通管道阀门用以将后过渡仓/前过渡仓内的蒸汽引入前过渡仓/后过渡仓内。
13.所述物料由托盘承载
14.根据本实用新型的连续式全封闭蒸汽加工系统,由于在蒸汽室的前后配备了供物料进出的过渡仓,并在仓内配备了蒸汽串通管道及其阀门,故被加工物的出入料可以实现自动化,提高了产量,减轻了劳动强度。尤其是,系统采用全封闭的结构设计,消除了蒸汽的外泄,降低了能耗,提高了生产效率,实现了蒸汽加工过程的全自动化和智能化。
附图说明
15.通过结合附图,对本实用新型的实施例进行描述以更好地理解本实用新型,本实用新型的其他的目的、优点和效果在以下的描述中将变得更为清楚。在附图中:
16.图1是表示根据本实用新型的一个实施例的连续式全封闭蒸汽加工系统的整体示意图。
17.图2是表示图1所示实施例的一个前过渡仓的示意图。
18.图3是表示图1所示实施例的一个后过渡仓的示意图。
19.图4是表示图1所示实施例的一个蒸汽室的内部结构示意图。
20.图5是表示根据本实用新型另一个实施例的连续式全封闭蒸汽加工系统的整体示意图。
21.图6是表示现有技术的一种蒸饭机的示意图。
22.图7是表示现有技术的另一种蒸饭机的示意图。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型的具体实施例及相应的附图对本实用新型的技术方案进行清楚的描述。显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.根据本实用新型的连续式全封闭蒸汽加工系统,例如可以用来蒸饭、煮粥、蒸煮面食等食物的加工,也可以用来对其他物品进行高温杀菌和烘干等。其特点包括整个系统升温快,蒸汽不流失,生产流水线以及自动化程度高等。因此,本领域的技术人员可以理解,文中所述的“物料”不仅仅局限于米饭,而当所述的“物料”为类似于米饭等散装物品时则例如可以借助于“托盘”之类的承载体承载。本实用新型的其他的优点、作用和效果在以下的描述中将变得更为清晰。
25.图1是表示根据本实用新型的一个实施例的连续式全封闭蒸汽加工系统的整体示意图。参见图1,根据本实用新型的连续式全封闭蒸汽加工系统,包括蒸汽室1,连接在蒸汽室1进口端11的前过渡仓2,以及连接在蒸汽室1出口端12的后过渡仓3。
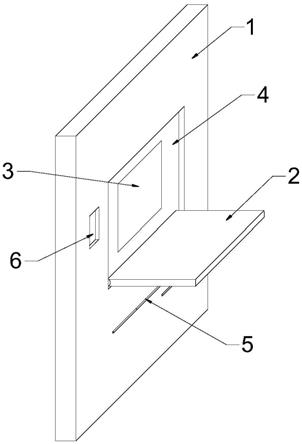
26.图2是表示图1所示实施例的一个前过渡仓2的示意图。结合参见图1和图2,前过渡仓2例如在与蒸汽室1对接的端口设置有内闸门21,而在接纳物料(未图示)的端口设置有外闸门22。外闸门22与内闸门21之间设置有传送带25,用以将从外闸门22送入的物料传送至内闸门21一侧,并通过内闸门21 传送至蒸汽室1内部。在一个较佳的实施例中,内闸门21和外闸门22可由气缸驱动自动升降。例如,在将物料送入前过渡仓2时,通过气缸驱动把外闸
门22打开,物料进入前过渡仓2后,外闸门22关闭。然后,将蒸汽引入至前过渡仓2内,直至前过渡仓2内的压力与蒸汽室1内的压力平衡。较佳的,外闸门 22与前过渡仓2的进口端之间设置有密封板(未图示),此时,由于前过渡仓 2与外界存在压差,则外闸门22与进口端能够自动吸附密封。而当前过渡仓2 内的压力与蒸汽室1内的压力平衡时,则可以通过气缸驱动将内闸门21打开,物料经由传送带25送入蒸汽室1,内闸门21关闭,依次进行下一轮操作。较佳的,例如当物料由托盘承载时,一次可以输送两个托盘进入前过渡仓2。
27.本领域的技术人员可以理解,当被加工的物品例如是体积较大的固体物品,例如木材等,则可以省去托盘或者采用其他的承载物。
28.在另一个较佳的实施例中,在前过渡仓2的底部设置有外排装置,例如可以将仓内的空气或冷凝水排出仓外。这是由于在加工过程中,即使前过渡仓2 内部的蒸汽压力也会达到约4kg左右,在此情况下,要将物料送入前过渡仓2 的话,其外闸门22也是无法打开的。因此,首先需要利用外排装置将前过渡仓 2泄压。较佳的,前过渡仓2的外排装置例如包括排水/排空管道23及排水/排空阀门24,这样,不仅可以在物料送入前对前过渡仓2进行泄压以方便外闸门22 的打开,而且,由于频繁的开闭外闸门22,会使得前过渡仓2内部的空气和冷凝水越积越多,故需要在引入蒸汽时保持排水/排空阀门24开启一定时间后再关闭,以适时地通过排水/排空管道23将其排出。
29.根据本实用新型的一个实施例,在前过渡仓2与蒸汽室1之间设置有串通管道4及串通管道阀门41,可用以将蒸汽室1内部的蒸汽引流至前过渡仓2。亦即,在物料送入前过渡仓2后,由于之前采取的泄压措施已造成前过渡仓2 与蒸汽室1之间的压差很大,在此情况下,要将物料送入蒸汽室1也是无法打开内闸门21的。设置串通管道4就可以在前过渡仓2的外闸门关闭后,将蒸汽室1内部的蒸汽引入到前过渡仓2内部,使前过渡仓2和蒸汽室1两者内部的蒸汽压力相当,以便于打开内闸门21。较佳的,例如在串通管道4将蒸汽室1 内部的蒸汽往前过渡仓2引入约10秒左右,再把之前已经打开的排水/排空阀门 24关闭,以便尽可能的把前过渡仓2内部累积的空气和冷凝水排空,以提高工效。在另一个实施例中,串通管道4例如也可以将前过渡仓2直接连接到外部的蒸汽发生器(未图示),当物料送入前过渡仓2并且将外闸门22关闭后,也可以由该蒸汽发生器直接将蒸汽引入前过渡仓2内部。
30.根据本实用新型的另一个实施例,连续式全封闭蒸汽加工系统的前过渡仓 2在与蒸汽室1对接的端口还设置有密封板26,当内闸门21关闭,且当蒸汽室 1内部的蒸汽压力逐渐加大后,蒸汽室1与前过渡仓2建立起压差,相当于施加一个压力将内闸门21向密封板26贴紧以加强密封。
31.图3是表示图1所示实施例的一个后过渡仓3的示意图。结合参见图1和图3,与前过渡仓2的设置相同,后过渡仓3例如在与蒸汽室1对接的端口设置有内闸门31,而在输出物料(未图示)的端口设置有外闸门32。内闸门31与外闸门32之间也设置有传送带25,用以将从蒸汽室1输出的物料传送至外闸门 32,并通过外闸门32向外输出。较佳的,在后过渡仓3的底部也设置有外排装置,该外排装置包括排水/排空管道23及排水/排空阀门24。后过渡仓3与蒸汽室1之间也设置有串通管道4及串通管道阀门41。在另一个实施例中,串通管道4也可以将后过渡仓3直接连接到外部的蒸汽发生器(未图示)。较佳的,后过渡仓3的内闸门31在与蒸汽室1对接的端口也设置有密封板26,较佳的,后过渡仓3的外闸门32与后过渡仓3的出口端之间也设置有密封板(未图示),其作用和功能与前述的前过渡仓2的相同。
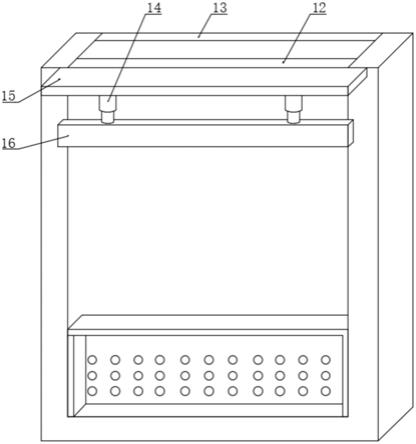
32.图4是表示图1所示实施例的一个蒸汽室1的内部结构示意图。结合参见图1和图4,蒸汽室1例如是长为10多米的一个罐体10,其中设置有蒸汽进口总阀17。较佳的,罐体10例如为圆形截面的,长度例如为13米。在另一个较佳的实施例中,罐体10的截面例如为矩形的,本领域的技术人员可以理解,罐体10的具体形状、长度和容积等都可以根据生产要求和场地情况而定。罐体10 的内部例如设置有传送带13,用以将从前过渡仓2进入蒸汽室1的进口端11的物料传送至罐体10的内部,物料中的米粒经罐体10内部的蒸汽蒸熟后,再由传送带13经蒸汽室1的出口端12送到后过渡仓3。传送带13例如包括设置在驱动轮上的长链条131以及设置在长链条131上的网架132。较佳的,罐体10 的上侧设置有人工检修和清洗口18。显然,该口18也可以设置在罐体10的其他侧面。
33.根据本实用新型的一个实施例,蒸汽室1、前过渡仓2和后过渡仓3例如分别设置有物料传送带(13,25),包括传输链条和网架,各段传送带例如由独立电机控制运行,可以使操作和控制更为简洁方便,网架采用网格式的结构可以增加与物料之间的摩擦力,使物料的传送更为稳定。
34.根据本实用新型的连续式全封闭蒸汽加工系统,其总体操作过程如下:步骤1,将物料送入前过渡仓;步骤2,向前过渡仓引入蒸汽;步骤3,将前过渡仓内的物料送入蒸汽室;步骤4,通过传送带将物料从蒸汽室的进口端传送至出口端;步骤5,将蒸汽引入后过渡仓;步骤6,将蒸汽室内的物料送入后过渡仓。
35.根据本实用新型另一个实施例的连续式全封闭蒸汽加工系统,其中,蒸汽加工过程中的送料工序包括:步骤1,系统为前过渡仓2开启排水/排空阀门24,用以使前过渡仓2泄压,便于其外闸门22的打开,以供物料的输入,同时将之前系统运行中留存在前过渡仓2内部的空气及冷凝水向外排出。步骤2,当系统判断前过渡仓2的泄压已完成时,进入步骤3,系统开启前过渡仓2的外闸门 22,将物料输入其中。步骤4,系统关闭前过渡仓2的外闸门22,与此同时,系统向前过渡仓2引入蒸汽。在一个较佳的实施例中,系统向前过渡仓2引入蒸汽的时间t1例如为10s左右,本领域的技术人员可以理解,时间t1可以根据蒸汽的压力等具体情况而定。步骤5,当系统判断蒸汽引入前过渡仓的时间已达t1时,系统在步骤6关闭排水/排空阀门24。时间t1的设置,目的是利用该引入的蒸汽将前过渡仓2内的空气及冷凝水吹扫出仓。步骤7,当系统判断前过渡仓2内部的蒸汽压力与蒸汽室1内部的压力达到平衡时,系统在步骤8自动停止蒸汽的引入,同时开启前过渡仓2的内闸门21,将物料送人蒸汽室1,并随后关闭该内闸门21。
36.根据本实用新型另一个实施例的连续式全封闭蒸汽加工系统,其中,蒸汽加工过程中的出料工序包括步骤1,当系统判断蒸汽室1内部有物料即将输出时,系统在步骤2将蒸汽引入后过渡仓3。步骤3,当系统判断后过渡仓3内部的蒸汽压力与蒸汽室1内部的压力达到平衡时,系统在步骤4打开后过渡仓3的内闸门31,将物料送出至后过渡仓3。步骤5,系统关闭内闸门31并开启后过渡仓3的排水/排空阀门24达一个时间。步骤6,当系统判断后过渡仓3内部的泄压已完成时,系统在步骤7开启后过渡仓3的外闸门32,并将物料向外输出。在一个较佳的实施例中,系统在关闭后过渡仓3的外闸门32后,系统继续向后过渡仓3引入蒸汽为时为t2,较佳的,t2例如为10s左右,本领域的技术人员可以理解,时间t2的设置,目的与前述相同,是利用该引入的蒸汽将后过渡仓 3内的空气及冷凝水吹扫出仓。时间t2可以根据蒸汽的压力等具体情况而定。步骤8,当系统判断蒸汽继续引入后过渡仓3的时间已达
t2时,系统在步骤9 关闭排水/排空阀门24,与此同时停止蒸汽的引入。
37.图5是表示根据本实用新型另一个实施例的连续式全封闭蒸汽加工系统的整体示意图。参见图5,与图1所示的实施例的不同之处在于,前过渡仓2的蒸汽串通管道4与后过渡仓3的蒸汽串通管道4可以是相互连通的,亦即,它们都可以通过共用的蒸汽串通管道4’连接到蒸汽室1内部。相应的,例如在串通管道4’连接蒸汽室1的位置上设置有蒸汽串通总阀45,而在靠近前过渡仓2 和后过渡仓3的位置例如分别设置有串通管道阀门41。根据该实施例,前后过渡仓可以通过蒸汽串通管道4’相互连通,系统可以适时地将前过渡仓2/后过渡仓3内部原本就要排掉的蒸汽再馈送到后过渡仓3/前过渡仓2内部,以充分利用能源,同时也防止蒸汽的直接外排。较佳的,在前过渡仓2与后过渡仓3 通过蒸汽串通管道4’相互导入/导出蒸汽时,若出现仓内蒸汽量及压力不足时,可以开启蒸汽串通总阀45,以便将蒸汽从蒸汽室1内部导出至前后过渡仓。较佳的,例如在前后过渡仓2和3内部设置有压力传感器及温度传感器(未图示),一旦出现仓内压力或温度不足时,就可以打开蒸汽串通总阀45向前过渡仓2和/或后过渡仓3内补充蒸汽。
38.根据本实用新型该实施例的连续式全封闭蒸汽加工系统,其操作过程包括:步骤1,当系统判断前过渡仓2内压力与蒸汽室1内压力达到平衡时,系统在步骤2开启前过渡仓2内闸门21,物料从前过渡仓2送入蒸汽室1,内闸门21关闭。步骤3,系统打开前过渡仓2和后过渡仓3的蒸汽串通阀门41,将前过渡仓2内的蒸汽导入后过渡仓3,同时开启后过渡仓3的排水/排空阀门41为时 t1’,较佳的,t1’例如为10s左右。步骤4,当系统判断后过渡仓3的排水/排空阀门41开启时间已达t1’时,系统在步骤5关闭该排水/排空阀门41。然后,步骤6,当系统判断后过渡仓3内压力与蒸汽室1内压力达到平衡时,系统在步骤7关闭蒸汽串通阀门41,并开启后过渡仓3内闸门31,并在物料从蒸汽室1 送出至后过渡仓3后关闭内闸门31。步骤8,系统开启前过渡仓2外闸门22,将物料输入前过渡仓2后关闭外闸门22。步骤9,系统打开后过渡仓3和前过渡仓2的蒸汽串通阀门41,将后过渡仓3内蒸汽导入前过渡仓2,同时开启前过渡仓2的排水/排空阀门41为时t2’,较佳的,t2’例如为10s左右。步骤10,当系统判断前过渡仓2的排水/排空阀门41的开启时间已达t2’时,系统在步骤 11关闭该排水/排空阀门41,开启后过渡仓3的外闸门32,并在将完成加工后的物料向外输出后关闭外闸门32。
39.时间t1’和t2’的设置,其目的与前述时间t1和t2的设置相同,都是利用后/前过渡仓内的蒸汽通过串通管道引入前/后过渡仓内,去把前/后过渡仓内的空气及一部分水汽吹扫出仓。
40.根据本实用新型的连续式全封闭蒸汽加工系统,例如,还可以与后续的冷冻干燥设备连接起来,真正实现冻干米饭等食品的全自动化生产。
41.根据本实用新型的构思,本领域的技术人员还可以对此作出各种变化和修改,但这些变化和修改均属于本实用新型权利要求范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。