1.本发明涉及超导磁悬浮系统技术领域,特别涉及超导磁浮铁路及其牵引线圈、无铁心牵引线圈内框。
背景技术:
2.超导磁悬浮系统采用长定子同步直线电机驱动,电机动子为超导线圈,线路两侧铺设长定子牵引线圈,与超导线圈共同作用为悬浮车辆提供牵引力。牵引线圈是超导磁浮牵引系统中的关键部件,需要全线铺设,数量巨大,对磁悬浮的建设和运行成本影响非常大。
3.其中,现有牵引线圈是通过整体压缩或者浇注、注塑树脂到导体表面成型的,此外,为提高线圈螺栓紧固处的部分强度,内嵌了金属衬套;然而,现有牵引线圈存在如下的缺陷:
4.1、牵引线圈无单独的绕线支撑结构,导线绕制难度大且精度低,并且导体之间固定较困难;
5.2、牵引线圈金属衬套端面凸缘为圆形,承受螺栓拧紧力矩的裕量低;
6.3、树脂压缩或者浇注、注塑成型时,需要用销、补强垫或者其他装置固定导体在模具中的位置,成型工艺复杂;
7.4、主体结构材料为热塑性树脂材料,强度低且耐热性能差。
技术实现要素:
8.有鉴于此,本发明提供了一种无铁心牵引线圈内框,为线圈主体受力结构,由玻璃纤维复合材料制成,强度高且耐热性强,其制造工艺简单,造价便宜,对轨道安装面的精度要求低。其中,本方案通过内框本体可为牵引线圈导线的绕制提供了支撑,如此一来,可使得导线的绕制更简单且精度更高;并且再通过内框本体的固定结构,可使得绕制后的导体每匝导线之间的紧密接触固定。
9.本发明提供了一种应用上述无铁心牵引线圈内框的牵引线圈。
10.本发明提供了一种应用上述牵引线圈的超导磁浮铁路。
11.为实现上述目的,本发明提供如下技术方案:
12.一种无铁心牵引线圈内框,包括:用于绕制导体的内框本体,且所述内框本体设有用于同所述导体的导线配合的固定结构。
13.优选地,所述固定结构包括:
14.设置于所述内框本体,用于穿过绑扎带以固定所述导线的绑扎孔或绑扎槽。
15.优选地,所述内框本体采用玻璃纤维树脂基复合材料通过模压成型工艺制成。
16.优选地,还包括:内嵌于所述内框本体的衬套。
17.优选地,所述衬套外周壁设有凸缘;
18.所述衬套一端部的凸缘为多边形结构,另一端部的凸缘为圆形结构,且所述圆形
结构的直径比所述多边形结构所形成的内切圆的直径小0~2mm。
19.优选地,所述衬套一端凸出于所述内框本体靠近轨道的表面。
20.一种牵引线圈,包括导体,还包括:如上所述的无铁心牵引线圈内框;
21.所述牵引线圈还包括:内端子和外端子;
22.所述导体绕制于内框本体;所述内端子连接于所述导体最内匝导线;所述外端子连接于所述导体最外匝导线。
23.优选地,还包括:设置于所述导体表面的线圈浇注体;
24.所述内框本体表面边缘设有用于搭接所述线圈浇注体端部的台阶。
25.优选地,还包括引线机构;所述引线机构的第一端连接所述导体最内匝导线,第二端连接所述内端子;
26.所述内框本体端面设有用于同所述引线机构第一端配合的放置槽。
27.一种超导磁浮铁路,包括:轨道和铺设于所述轨道两侧的长定子牵引线圈,所述长定子牵引线圈为如上所述的牵引线圈;
28.所述牵引线圈包括:上层牵引线圈和下层牵引线圈;
29.多个所述上层牵引线圈和多个所述下层牵引线圈依次交错铺设于所述轨道的每一侧,且每个所述上层牵引线圈叠装在其相邻两个所述下层牵引线圈之间。
30.优选地,所述轨道与每个所述下层牵引线圈之间设有配合的下层定位安装结构;
31.所述下层定位安装结构包括:
32.设置于所述轨道的两个定位凸台;
33.贯通开设于所述下层牵引线圈的内框本体,用于同所述轨道的两个定位凸台的下部配合的下层定位槽;
34.所述轨道与每个所述上层牵引线圈之间设有配合的上层定位安装结构;所述上层定位安装结构包括:
35.与所述上层牵引线圈相邻的两个所述下层牵引线圈对应的两个相近的所述定位凸台的上部;
36.贯通开设于所述上层牵引线圈的内框本体,用于与两个相近的所述定位凸台的上部配合的上层定位槽。
37.从上述的技术方案可以看出,本发明提供的无铁心牵引线圈内框中,通过内框本体可为牵引线圈导线的绕制提供了支撑,如此一来,可使得导线的绕制更简单且精度更高;并且再通过内框本体的固定结构,可使得绕制后的导体每匝导线之间的紧密接触固定。
38.本发明还提供了一种牵引线圈,由于采用了上述的无铁心牵引线圈内框,因此其也就具有相应的有益效果,具体可以参照前面说明,在此不再赘述。
39.本发明还提供了一种超导磁浮铁路,由于采用了上述的牵引线圈,因此其也就具有相应的有益效果,具体可以参照前面说明,在此不再赘述。
附图说明
40.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
41.图1为本发明实施例提供的无铁心牵引线圈内框的结构示意图;
42.图2为图1的a
‑
a剖视图;
43.图3为本发明实施例提供的内框本体的结构示意图;
44.图4为本发明实施例提供的内框本体的结构俯视图;
45.图5为图4的a
‑
a剖视图;
46.图6为本发明实施例提供的无铁心牵引线圈内框smc材料工艺布置示意图;
47.图7为本发明另一实施例提供的无铁心牵引线圈内框的结构示意图;
48.图8为本发明实施例提供的牵引线圈的结构示意图;
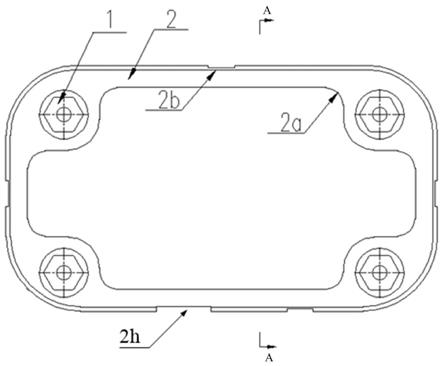
49.图9为图8的a
‑
a剖视图;
50.图10为本发明实施例提供的牵引线圈的结构示意图(带绑扎孔);
51.图11为本发明实施例提供的牵引线圈的结构示意图(带绑扎槽);
52.图12为本发明实施例提供的牵引线圈的地面布置示意图;
53.图13为本发明实施例提供的牵引线圈的安装示意图;
54.图14为本发明实施例提供的上层牵引线圈的结构示意图;
55.图15为本发明实施例提供的下层牵引线圈的结构示意图;
56.图16为本发明实施例提供的无铁心牵引线圈与轨道的连接示意图。
57.其中,1为衬套,1a为凸出部分,1b为通孔;2为内框本体,2a为圆角,2b为槽型,2c为台阶,2d为绑扎孔,2e为绑扎槽,2f为下层定位槽,2h为放置槽,2i为上层定位槽;3为绑扎带;4为线圈浇注体,4a为凹槽结构,4b为浇注凸台;5为导体;6为包角;7为内端子,7a为凹槽结构;8为外端子;9为引线机构;10为牵引线圈,10a为上层牵引线圈,10a.1为线圈凸台,10b为上层牵引线圈,10b.1为线圈沉台,10u为u相牵引线圈,10v为v相牵引线圈,10w为w相牵引线圈;11为轨道,11a为定位凸台,11b为轨道凸台;12为悬浮导向线圈;13a为上层v相电缆,13b为中层w相电缆,13c为下层u相电缆;14为紧固螺栓;15为smc片材。
具体实施方式
58.针对现有牵引线圈存在的问题,本发明公开了一种可用于绕线和导体支撑的内框结构,其制造工艺简单,强度高,造价便宜,对轨道安装面的精度要求低。
59.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
60.本发明实施例提供的无铁心牵引线圈内框,如图1所示,包括:用于绕制导体5(其结构如图9所示)的内框本体2,且内框本体2设有用于同导体5的导线配合的固定结构。
61.在本方案中,需要说明的是,如图1所示,导体5的导线绕制于内框本体2周向端面,且内框本体2为导体5导线的绕制提供支撑,这样可使得导线的绕制更简单且精度高;此外,再通过内框本体2的固定结构,以便于实现了导体5的导线绕制后的固定。
62.从上述的技术方案可以看出,本发明实施例提供的无铁心牵引线圈内框中,通过内框本体可为牵引线圈导线的绕制提供了支撑,如此一来,可使得导线的绕制更简单且精
度更高;并且再通过内框本体的固定结构,可使得绕制后的导体每匝导线之间的紧密接触固定。
63.在本方案中,固定结构包括:
64.设置于内框本体2,用于穿过绑扎带3以固定导线的绑扎孔2d(如图7所示)或绑扎槽2e。其中,如图11所示,绑扎槽2e分布于内框本体2(内框本体2为中空结构)远离导体5的内端面。具体地,如图10或图11所示,本方案通过绑扎带3穿过绑扎孔2d或绑扎槽2e,以便于将导体5各匝导线与内框本体2绑扎到一起,具有结构简单、固定简便牢固等特点。当然,内框本体2的固定结构,可在内框本体2各条边上的任意位置,且其在内框本体2上开槽的形状、大小、数量可根据绑扎要求作调整。
65.具体地,为了减少牵引线圈的涡流损耗,本方案使用不导磁不导电的非金属材料作为内框本体2的原材料,而且为了减少生产成本,以及提高出产率,这就要求本方案采用比较简易的制造工艺来生产内框本体2;作为优选,内框本体2采用玻璃纤维树脂基复合材料通过模压成型工艺制成。本方案如此设计,具有制造工艺简单、强度高、耐热性强、成本低和产率高等特点。当然,本方案中的内框本体2还可采用其它的生产方式。比如,内框本体2还可以采用层压板加工的成型方式,即内框本体2采用层压板的成型工艺然后再加工出内嵌衬套1的嵌件孔(即为内嵌孔),然后在嵌件孔和衬套外圆处攻螺纹,最后再将衬套1与内框本体2通过螺纹与胶接的方式固定。
66.进一步地,为了提升内框本体2的整体强度,以及为了增强牵引线圈螺栓紧固处的结构强度;相应地,如图1所示,本发明实施例提供的无铁心牵引线圈内框还包括:内嵌于内框本体2的衬套1。
67.再进一步地,如图3所示,衬套1外周壁设有凸缘,用于增大其与内框本体2之间的接触强度;
68.衬套1一端部的凸缘为多边形结构,另一端部的凸缘为圆形结构;其中,如图3所示,衬套1一端部的凸缘优选为六边形结构,以使得衬套1一端部具有一定的抗扭矩能力,有助于提高了其承受螺栓拧紧力矩的裕量,进而可使得衬套1不易松动。此外,为了便于衬套1的快捷安装,衬套1的凸缘设计成一端大,另一端小的结构;相应地,如图4和图5所示,该圆形结构的直径比多边形结构所形成的内切圆的直径小0~2mm。当然,如图1所示,内框本体2开设有用于同衬套1配合内嵌孔,该内嵌孔的一端为大头端,且为可容纳衬套1的六边形凸缘安装的外切圆结构,另一端为小头端,且为直径与衬套1的圆形凸缘的直径匹配的内切圆结构。
69.为了进一步优化上述技术方案,如图2所示,衬套1一端凸出于内框本体2靠近轨道5的表面,以使得牵引线圈与轨道安装面的接触由衬套1的凸出部分1a完成,如此一来,可有助于降低牵引线圈和轨道安装面的制造精度。当然,为了实现牵引线圈的平稳安装,这就要求衬套1的数量为多个,且一一对应分布在内框本体2的多个边角处。具体地,如图1所示,本方案中衬套1的数量为四个,且一一对应分布于内框本体2的四个沉台处。
70.本发明实施例还提供了一种牵引线圈,如图8所示,包括导体5(如图9所示),还包括:如上所述的无铁心牵引线圈内框;
71.而且牵引线圈还包括:线圈浇注体4、内端子7和外端子8;
72.导体5绕制于内框本体2;内端子7连接于导体5最内匝导线;外端子8连接于导体5
最外匝导线;线圈浇注体4包覆在导体5表面。由于本方案采用了上述的无铁心牵引线圈内框,因此其也就具有相应的有益效果,具体可以参照前面说明,在此不再赘述。此外,导体5绕制在内框本体2上,内框本体2作为导体5绕线时的支撑,可降低大截面导体5绕制时的难度,使得导体5绕制简单且精度高,并且还能使得牵引线圈具有足够的机械强度,且线圈浇注时可基于内框定位,降低浇注工艺难度;另外,内端子7和外端子8作为牵引线圈的接线端,并通过电缆连接牵引线圈的接线端,再通入三相交流电后与车辆上的超导线圈产生相互作用的电磁力,以此推动车辆的运行。除此之外,本方案通过线圈浇注体4以便于实现了对牵引线圈的电气绝缘,从而可保证了牵引线圈的耐候性能和防护性能。
73.作为优选,线圈浇注体4的材料主要成分为环氧树脂,另外还包括固化剂、硅微粉等成分。其中,环氧树脂具有耐温性高、厚度小、受高低温冲击时不易开裂和成型工艺性好等特点;此外,线圈浇注时可基于内框本体2定位,可降低浇注工艺难度。
74.如图9所示,内框本体2表面边缘设有用于搭接线圈浇注体4端部的台阶2c;其中,内框本体2上下表面边缘均设有该台阶2c。本方案如此设计,不仅便于线圈浇注体4的浇注,而且还有助于提升了线圈浇注体4浇注的紧固性。此外,本方案在导体5表面浇注线圈浇注体4时,可使用内框本体2的端面作为牵引线圈在浇注模具的定位面,可使得导体5浇注定位精度更高。另外,不论绑扎孔2d或绑扎槽2e的位置如何设计分布,都要使线圈浇注体4向上述绑扎结构延伸。
75.具体地,为了实现导体5最内匝导线与内端子7的良好连接;本发明实施例提供的牵引线圈还包括引线机构9;引线机构9的第一端连接导体5最内匝导线,第二端连接内端子7;
76.内框本体2端面设有用于同引线机构9第一端配合的放置槽2h。即为本方案在内框本体2端面预留有槽口,用于放置引线机构9的第一端,可确保引线机构9第一端与导体5最内匝导线的顺利连接,具有结构紧凑,结构分布合理等特点。当然,为了确保线圈浇注体4的平整,如图9所示,本方案中的引线机构9优选为u形板;其中,u形板倒装于导体5,且其一弯折部焊接到导体5的最内匝导线,另一弯折部焊接到内端子7。
77.进一步地,如图8所示,本发明实施例提供的牵引线圈还包括:
78.用于填充导体5最内匝导线和与其相邻匝导线之间的换层间隙的包角6。即为通过包角6用于在导体5绕制时填充第一匝导线和第二匝导线之间的换层间隙,以防导体5在第一匝导线首端与第二匝导线之间存在楔形空气间隙,避免该位置在绕制、运输及后续的工艺过程容易变形。
79.本发明实施例还提供了一种超导磁浮铁路,如图12所示,包括:轨道11和铺设于轨道11两侧的长定子牵引线圈,长定子牵引线圈为如上所述的牵引线圈;
80.如图12所示,牵引线圈包括:上层牵引线圈10a和下层牵引线圈10b;
81.多个上层牵引线圈10a和多个下层牵引线圈10b依次交错铺设于轨道11的每一侧,且每个上层牵引线圈10a叠装在其相邻两个下层牵引线圈10b之间。由于本方案采用了上述的牵引线圈,因此其也就具有相应的有益效果,具体可以参照前面说明,在此不再赘述。此外,本方案中的牵引线圈10为双层结构,且错位分布,本方案如此设计具有如下的有益效果:
82.(1)如图12所示,相邻的下、上、下层三个牵引线圈分别为u相牵引线圈10u、v相牵
引线圈10v和w相牵引线圈10w,各单相牵引线圈绕制简单,各个线圈线圈分别连接三相电缆,且在重力方向(竖直方向)呈上、中、下三层排布,即分别为上层v相电缆13a、中层w相电缆13b和下层u相电缆13c;上、下层牵引线圈交替分布使得线缆排布可错开,降低了线缆排布的难度;
83.(2)本方案采用双层牵引线圈且交错安装结构,其相对于单层平铺的线圈,可以在相同的极距内采用更大的安匝数,提供更大的牵引力;另外可实现较为均匀的轨道地面的三相交变磁场,减小了对超导线圈的激励,从而减小了对超导线圈的振动,使得车体行驶也更加平缓;
84.(3)如图12所示,上、下层牵引线圈共同用一组螺栓紧固件和轨道安装螺孔,减少了紧固件的数量,且牵引线圈安装和检修更方便;
85.(4)上、下层牵引线圈交替安装,使得牵引线圈之间有较大的散热空间,使得线圈散热性能更好;
86.(5)牵引线圈10为空心结构,且上、下层牵引线圈交错安装可在轨道11上提供空间以设计轨道凸台11b;其中,轨道凸台11b是用于安装悬浮导向线圈12。
87.在本方案中,如图12所示,轨道11与每个下层牵引线圈10b之间设有配合的下层定位安装结构;
88.下层定位安装结构包括:
89.设置于轨道11的两个定位凸台11a,其结构可参照图13所示;
90.贯通开设于下层牵引线圈10b的内框本体2,用于同轨道11的两个定位凸台11a的下部配合的下层定位槽2f,其结构可参照图15所示;即为通过定位凸台与定位槽的配合,可有助于实现了下层牵引线圈10b的快速安装,而且还具有结构简单、拆装便捷等特点;
91.轨道11与每个上层牵引线圈10a之间设有配合的上层定位安装结构;上层定位安装结构包括:
92.与上层牵引线圈10a相邻的两个下层牵引线圈10b对应的两个相近的定位凸台11a的上部,其结构可参照图12所示;
93.贯通开设于上层牵引线圈10a的内框本体2,用于与两个相近的定位凸台11a的上部配合的上层定位槽2i,其结构可参照图14所示。同样地,也是通过同样结构配合,以便于实现了上层牵引线圈10a的快速安装,而且上层牵引线圈10a与下层牵引线圈10b共用定位凸台11a,从而有助于提高了定位安装结构的利用率,而且还有利精简了牵引线圈在轨道11上的安装结构。本方案如此设计,使得牵引线圈的安装方式简单,提高了安装精度。当然,如图12所示,牵引线圈的空心结构且上、下层牵引线圈交错安装可在轨道11上提供空间设计轨道凸台11b,轨道凸台11b是用于安装悬浮导向线圈12。如图16所示,上层牵引线圈10a通过线圈凸台10a.1套装在下层牵引线圈10b的线圈沉台10b.1中,然后通过同一组紧固螺栓14安装于轨道11上,其中,紧固螺栓14同时穿过上层牵引线圈10a和下层牵引线圈10b的衬套1,最终安装入轨道11的安装孔。
94.下面再结合具体实施例对本方案作进一步介绍:
95.本发明解决的技术问题:
96.1、为无铁心牵引线圈的导线绕制提供支撑,而且能够承受粗截面铝导线绕制时的应力并且保证与轨道接口的尺寸;
97.2、为无铁心牵引线圈在轨道上的安装提供固定支撑,而且能够固定导体在轨道上并承受牵引线圈工作载荷;
98.3、为减少涡流损耗,使用不导磁不导电的非金属材料作为内框原材料,在满足使用强度的条件下减少涡流损耗。
99.本发明技术方案的详细阐述:
100.牵引线圈的内框本体2采用smc模压工艺制成,所用材料为玻璃纤维树脂基复合材料,内框本体2作为主体受力结构,强度高,耐热性强,可耐受线圈制造过程中的温度;为适应轨道上的凸台,其内部设计成中空,拐角处设计成圆角结构2a,其中,圆角结构2a为r20~r35,以减少模压时的应力集中;此外,在内框本体2在四条边上开有深度1~3mm的槽型2b,在其中一条长边上另外留有深度3~7mm的槽型(即为放置槽)用于放置引线装置(即为引线机构9),且内框本体2外周存在高度为4~8mm的台阶2c,用于后续线圈的浇注;另外,内框本体2的四个沉台处内嵌不锈钢材料制成的衬套1。
101.内框本体2的衬套1有凸缘结构,用于增大其与内框本体2之间的接触强度;衬套1中间预留通孔1b,用于紧固螺栓装配,除通孔1b的孔壁外,其它面通过喷砂或其他增加表面粗糙度的表面处理方式增加与内框本体2的接触强度。此外,衬套1端部凸缘为六边形结构,具有一定的抗扭矩能力。衬套1端部凸缘的各条棱边均需要倒r0.5~r2的圆角,防止在模压时以及后续使用过程中导致应力集中。
102.本发明在smc模压工艺过程中,smc片材铺置方案如图6所示,衬套1位置处材料环绕安置于衬套1四周,同时保证圆角过渡位置片材连续,避免出现熔接情况,可以避免圆角过渡处在模压成型时出现熔接微裂纹。
103.本发明的关键点和欲保护点:
104.1、内框采用smc模压工艺制成,所用材料为玻璃纤维树脂基复合材料,树脂材料为环氧树脂、不饱和聚脂、酚醛树脂、改性树脂等热固性树脂材料,导线绕制时作为支撑。
105.2、内框嵌有的衬套中间有凸缘结构,端部凸缘为六边形结构,衬套端部凸缘的各条棱边均需要倒r0.5~r2的圆角。
106.3、内框基体(即为内框本体)在四条边上留有深度1~3mm的槽型。
107.4、内框在其中一条长边上另外留有深度3~7mm的槽型,用于放置引线装置。
108.5、牵引线圈内框在smc模压工艺过程中保证圆角过渡位置片材连续,避免出现模压成型出现微裂纹情况。
109.本发明的优点:
110.(1)该内框结构可用于牵引线圈,先将铝导线绕制在内框(即为内框本体2)上,导线之间可通过内框的开槽位置用绑扎带绑扎固定,导线绕制简单且精度高;
111.(2)内框为主体受力结构,由玻璃纤维树脂基复合材料模压成型制成,且内嵌金属衬套,整体强度高,制造工艺简单,成本低,产率高;
112.(3)导体表面浇注环氧树脂时使用内框端面作为线圈在浇注模具的定位面,导体定位精度高;
113.(4)线圈金属衬套端部凸缘为六边形结构,具有一定的抗扭矩能力,衬套不易松动;
114.(5)衬套底面凸出内框复材表面,保证与轨道面的接触由衬套完成,可降低线圈和
轨道安装面的制造精度。
115.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
116.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。