1.本实用新型涉及建筑技术领域,具体为全自动负压双级板材挤出机。
背景技术:
2.预制板在预制场生产加工成型的混凝土预制件,直接运到施工现场进行安装,所以叫预制板,常见的有轻质实心砌块,厚度的水泥基材,氧化镁基材,石膏基材的装饰板,集装箱底板,各种规格的外挂板,防火板,各种基材的纤维板,路边石,步道板通风烟道,和其它市政用的各种草砖,通过将各种原料混合后制作而成。
3.但是目前市场上的制作设备自动化程度低,人工成本高,规格单一,产量低,操作方便,且在生产成板材后因搅拌效果较差,常会含有多余水分和气孔,影响板材的质量。
技术实现要素:
4.本实用新型提供全自动负压双级板材挤出机,可以有效解决上述背景技术中提出的的制作设备自动化程度低,人工成本高,规格单一,产量低,操作方便,且在生产成板材后因搅拌效果较差,常会含有多余水分和气孔,影响板材的质量的问题。
5.为实现上述目的,本实用新型提供如下技术方案:包括u型输送机,所述u型输送机顶面一端安装有u型螺旋秤,所述u型螺旋秤一侧安装有普通螺旋秤,两个所述普通螺旋秤和u型螺旋秤顶端均安装旋转放料器,两个所述普通螺旋秤对应的普通螺旋秤顶端分别安装储存仓和粉煤灰储存仓,所述u型螺旋秤对应的普通螺旋秤顶端安装有轻质辅料储存仓;
6.所述u型输送机出料端连接提升机,所述提升机出料端连接双轴搅拌机,所述双轴搅拌机出料端连接星型放料器,所述星型放料器底端处放置有双级螺旋挤压机,所述双级螺旋挤压机一端放置有跟踪切割平台,所述跟踪切割平台一侧安装有输送皮带机,所述输送皮带机一端放置有立体库。
7.优选的,所述u型输送机远离出料端对应普通螺旋秤和u型螺旋秤处均安装有进料管,所述进料管数量为三个。
8.优选的,所述u型输送机、提升机、双轴搅拌器、双级螺旋挤压机输入端分别和外部电源输出端电性相连。
9.优选的,所述提升机出料端安装有连接管,所述连接管底端连接双轴搅拌挤进料端。
10.优选的,所述螺旋双级挤压机顶面一端安装有对接管,所述对接管和星型放料器中轴线延长线重合。
11.优选的,所述跟踪切割平台内部输送平台、输送皮带机顶面和螺旋双级挤压机出料端底端均平齐。
12.与现有技术相比,本实用新型的有益效果:本实用新型结构科学合理,使用安全方便;
13.设置有u型输送机、提升机、双轴搅拌器、螺旋双级挤压机、跟踪切割平台和输送皮
带机,在上料后,经过u型输送机、提升机、双轴搅拌机、螺旋双级挤压机和跟踪切割平台等装置连续加工,自动化程度高,人工成本低,且在提升机提升到第一级螺杆搅拌机内搅拌均匀后进入负压室把加水后的多余水分和气孔消除并加压,产品质量更好。
附图说明
14.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
15.在附图中:
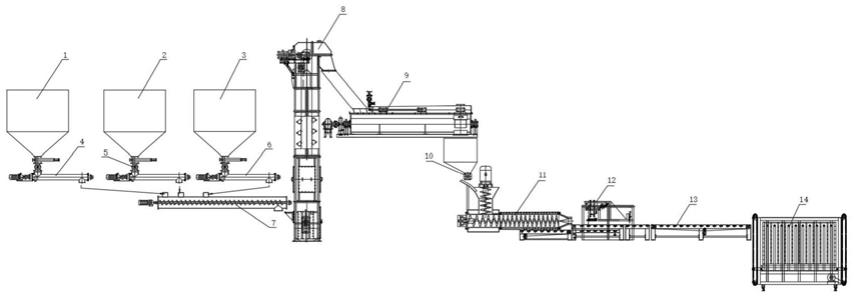
16.图1是本实用新型的结构示意图;
17.图2是本实用新型u型输送机的安装结构示意图;
18.图3是本实用新型双轴搅拌机的安装结构示意图;
19.图4是本实用新型输送皮带机的安装结构示意图;
20.图中标号:1、储存仓;2、粉煤灰储存仓;3、轻质辅料储存仓;4、普通螺旋秤;5、旋转放料器;6、u型螺旋秤;7、u型输送机;8、提升机;9、双轴搅拌机;10、星型放料器;11、双级螺旋挤压机;12、跟踪切割平台;13、输送皮带机;14、立体库。
具体实施方式
21.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
22.实施例:如图1
‑
4所示,本实用新型提供全自动负压双级板材挤出机技术方案,包括u型输送机7,u型输送机7顶面一端安装有u型螺旋秤6,u型螺旋秤6一侧安装有普通螺旋秤4,u型输送机7远离出料端对应普通螺旋秤4和u型螺旋秤6处均安装有进料管,进料管数量为三个,便于u型输送机7连接安装普通螺旋秤4和u型螺旋秤6,两个普通螺旋秤4和u型螺旋秤6顶端均安装旋转放料器5,两个普通螺旋秤4对应的普通螺旋秤4顶端分别安装储存仓1和粉煤灰储存仓2,u型螺旋秤6对应的普通螺旋秤4顶端安装有轻质辅料储存仓3;
23.u型输送机7出料端连接提升机8,提升机8出料端连接双轴搅拌机9,提升机8出料端安装有连接管,连接管底端连接双轴搅拌机9进料端,便于连接提升机8和双轴搅拌机9,双轴搅拌机9出料端连接星型放料器10,星型放料器10底端处放置有双级螺旋挤压机11,u型输送机7、提升机8、双轴搅拌机9、螺旋双级挤压机11输入端分别和外部电双级源输出端电性相连,便于u型输送机7、提升机8、双轴搅拌机9、双级螺旋挤压机11依次发挥作用加工材料,双级螺旋挤压机11顶面一端安装有对接管,对接管和星型放料器10中轴线延长线重合,便于输送原料至双级螺旋挤压机11内,提高加工的效率,双级螺旋挤压机11一端放置有跟踪切割平台12,跟踪切割平台12内部输送平台、输送皮带机13顶面和双级螺旋挤压机11出料端底端均平齐,使得输送台面平齐,方便输送板材,跟踪切割平台12一侧安装有输送皮带机13,输送皮带机13一端放置有立体库14。
24.本实用新型的工作原理及使用流程:将对应的原料分别放入储存仓1、粉煤灰储存仓2和轻质辅料储存仓3内,按照需要加工的板材调配比例,通过旋转放料器5放料,普通螺旋秤4和u型螺旋秤6的计量,保证比例合适后送入至u型输送机7内部,经过第一级搅拌后送入至提升机8,提升机8为封闭结构,内部为负压状态,负压室把加水后的多余水分和气孔消
除并加压,通过双级螺旋挤压机11第二级螺杆加压进入跟踪切割平台12内的模具成型,根据尺寸切割后进入机械手把产品放到输送皮带机13上,送入立体库14存放养生(重质的墙板急用时也可以马上安装),完成整体的加工过程,此过程自动化程度高,人工成本低,操作便利,且经过负压处理和多级搅拌挤压,内部的水分和气泡均会减少,产品的质量更好。
25.最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.全自动负压双级板材挤出机,包括u型输送机(7),其特征在于:所述u型输送机(7)顶面一端安装有u型螺旋秤(6),所述u型螺旋秤(6)一侧安装有普通螺旋秤(4),两个所述普通螺旋秤(4)和u型螺旋秤(6)顶端均安装旋转放料器(5),两个所述普通螺旋秤(4)对应的普通螺旋秤(4)顶端分别安装储存仓(1)和粉煤灰储存仓(2),所述u型螺旋秤(6)对应的普通螺旋秤(4)顶端安装有轻质辅料储存仓(3);所述u型输送机(7)出料端连接提升机(8),所述提升机(8)出料端连接双轴搅拌机(9),所述双轴搅拌机(9)出料端连接星型放料器(10),所述星型放料器(10)底端处放置有双级螺旋挤压机(11),所述双级螺旋挤压机(11)一端放置有跟踪切割平台(12),所述跟踪切割平台(12)一侧安装有输送皮带机(13),所述输送皮带机(13)一端放置有立体库(14)。2.根据权利要求1所述的全自动负压双级板材挤出机,其特征在于,所述u型输送机(7)远离出料端对应普通螺旋秤(4)和u型螺旋秤(6)处均安装有进料管,所述进料管数量为三个。3.根据权利要求1所述的全自动负压双级板材挤出机,其特征在于,所述u型输送机(7)、提升机(8)、双轴搅拌机(9)、双级螺旋挤压机(11)输入端分别和外部电源输出端电性相连。4.根据权利要求1所述的全自动负压双级板材挤出机,其特征在于,所述提升机(8)出料端安装有连接管,所述连接管底端连接双轴搅拌机(9)进料端。5.根据权利要求1所述的全自动负压双级板材挤出机,其特征在于,所述双级螺旋挤压机(11)顶面一端安装有对接管,所述对接管和星型放料器(10)中轴线延长线重合。6.根据权利要求1所述的全自动负压双级板材挤出机,其特征在于,所述跟踪切割平台(12)内部输送平台、输送皮带机(13)顶面和双级螺旋挤压机(11)出料端底端均平齐。
技术总结
本实用新型公开了全自动负压双级板材挤出机,U型输送机顶面一端安装有U型螺旋秤,两个普通螺旋秤对应的普通螺旋秤顶端分别安装储存仓和粉煤灰储存仓,U型螺旋秤对应的普通螺旋秤顶端安装有轻质辅料储存仓,提升机出料端连接双轴搅拌机,星型放料器底端处放置有双级螺旋挤压机,跟踪切割平台一侧安装有输送皮带机,输送皮带机一端放置有立体库本实用新型在上料后,经过U型输送机、提升机、双轴搅拌机、双级负压螺旋挤压机和跟踪切割平台等装置连续加工,自动化程度高,人工成本低,且在提升机提升到第一级螺杆搅拌机内搅拌均匀后进入负压室把加水后的多余水分和气孔消除并加压,产品质量更好。品质量更好。品质量更好。
技术研发人员:何先展 武岳 张照辉 张凯
受保护的技术使用者:黑龙江蓝天建设集团有限公司
技术研发日:2021.05.13
技术公布日:2021/11/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。