1.本实用新型涉及一种数控打钢印设备,具体地说是一种铁路道岔用垫板数控打钢印设备。
背景技术:
2.铁路道岔用的垫板,数量、品种繁多,垫板的生产包括许多道工序,其中在垫板上打钢印是其中一道工序,目的是易于识别,有利于现场铺设。通常的做法是,将钢印字头装在压力机的冲头上,分一次或多次完成。该方法适用于数量较多的单一品种,对品种多、每个品种数量又少的垫板,则需要频繁更换字头,费时费力,还容易出错。
技术实现要素:
3.鉴于上述现状,本实用新型要解决的问题是提供一种数控打钢印设备,它具有定位准确、组合方便、无需频繁更换字头,即可满足绝大多数品种垫板打钢印的需求,使用该装置可减轻劳动强度,大大提高生产效率,减少出差错的几率。
4.为解决上述问题,本实用新型所采取的技术方案是:一种数控打钢印设备,包括金属压力机床,在金属压力机床的压力头上安装一个钢印字头旋转定位装置,该钢印字头旋转定位装置对应的金属压力机床底座上安装有垫板移动装置,以及控制钢印字头旋转定位装置、垫板移动装置、金属压力机床的nc数控系统。
5.本新型中,所述钢印字头旋转定位装置,包括连接支架,在连接支架对称的吊上设有主轴,该主轴上装有字头轮盘及径向分布的钢印字头,在钢印字头一侧装有压盘,通过主轴一端与控制字头轮盘、压盘转动的调字伺服电机连接。
6.进一步地,所述字头轮盘径向至少分布有安装钢印字头的十八个嵌槽。
7.进一步地,所述钢印字头为零至九的十个阿拉伯数字及a、b、c、d、e、p、z、y的八个常用英文字母。
8.本新型中,所述垫板移动装置,包括底板,该底板中部装有滚珠丝杠,该一端通过联轴器与位移伺服电机连接,在所述滚珠丝杠上安装一个滑动块5,在滑动块上分别设有电磁铁、定位块。
9.本新型中所述的nc数控系统通过电脑控制。nc数控系统用以控制金属压力机床、钢印字头旋转装置、垫板移动装置的动作顺序及位置,来实现对垫板的自动打钢印。
10.本实用新型的有益效果为:
11.(1)本实用新型采用伺服电机驱动,可保证钢印字头、垫板定位准确。
12.(2)本实用新型的钢印字头旋转定位装置,可实现字头轮盘上安放的18个字头的任意组合,不用频繁更换字头。
13.(3)本实用新型采用nc数控系统,操作灵活、方便,特别适用于品种多、每个品种数量少的情况,可大大提高生产效率。
附图说明
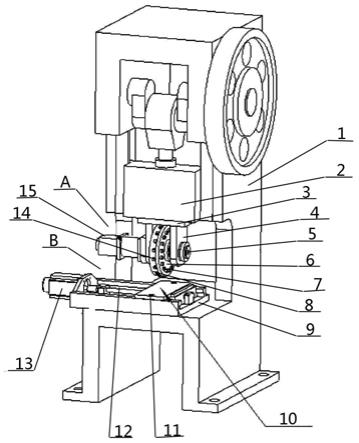
14.图1是本新型的示意图;
15.图2是图1的钢印字头旋转定位装置视图;
16.图3是图2的字头轮盘视图;
17.图4是图1的垫板移动装置视图。
具体实施方式
18.下面结合附图对本实用新型做进一步详细说明。
19.见图1至图4所示的一种数控打钢印设备,包括金属压力机床1,在金属压力机床1的压力头2上安装一个钢印字头旋转定位装置a,该钢印字头旋转定位装置对应的金属压力机床1底座上安装有垫板移动装置b,以及控制钢印字头旋转定位装置、垫板移动装置、金属压力机床的nc数控系统(图中未示意)。本实施例中,所述钢印字头旋转定位装置a,包括连接支架3,在连接支架3对称的吊耳4上设有主轴5,该主轴5上装有字头轮盘8及径向分布的嵌入槽16内的钢印字头14,在钢印字头14一侧装有压盘6,在压盘6上设有与钢印字头5相对应起到紧固作用的顶丝7,通过顶丝7固定字头轮盘8上的钢印字头14,并在压盘6一侧的主轴5上设置的锁母(图中未标注),通过锁母将压盘6压紧在字头轮盘8上,通过主轴5一端与控制字头轮盘4、压盘6转动的调字伺服电机15连接。上述中,所述字头轮盘8径向分布有18个嵌槽16,该嵌槽16内安装有零至九的十个阿拉伯数字及a、b、c、d、e、p、z、y的八个常用英文字母钢印字头14。因此,利用nc数控系统控制调字伺服电机15,通过调字伺服电机15控制字头轮盘8的旋转。 本实施例中,所述垫板移动装置b,包括底板9,该底板9中部装有滚珠丝杠12,该滚珠丝杠12一端通过联轴器17与位移伺服电机13连接,在所述滚珠丝杠12上安装一个滑动块10,在滑动块10上分别设有电磁铁11、定位块18。将放置在滑动块10上的垫板完成打印一个数字或英文字母后,通过位移伺服电机13控制滚珠丝杠12旋转带动滑动块10向左侧移动一个位置,待打印下一个数字或英文字母,至打印结束。位移伺服电机13控制动滑动块10向右侧移动返回至起点位置,待下一打印操作。
20.nc数控控制原理:nc数控系统向伺服驱动器发送脉冲信号,通过伺服驱动器驱动伺服电机运转,即形成x轴、y轴进给,x轴伺服电机带动垫板移动装置,产生直线往复行程进行钢印位置调整;y轴调字伺服电机带动钢印字头旋转定位装置选择当前要打钢印的字头。x轴、y轴调整到位后向金属压力机床发送信号,以完成打钢印下压动作,同时nc数控系统监测位置传感器,传感器到位后,控制金属压力机床返回原位。以上动作均可通过输入nc数控代码实现,以便灵活对应多种钢印字符,形成不同的动作配合。
21.数控编程员提前在电脑上将所有垫板要打印的标识编制成nc数控程序,把程序拷贝到u盘中,操作者将u盘插在nc数控系统上,选择要打钢印字符的nc数控程序,如要打印的字符为“50 9 z13”,则选择“509z13.txt”文件。主要nc代码如下:(此程序为通用nc代码)
22.(50 9 z13)
23.(打开电磁铁)
24.m08
25.(移动x轴到第 1 字位置)
26.g01 g90 x70 f1500
27.(选择字模:5,转盘位置:5)
28.y50f10000
29.(调用子程序打钢印)
30.pp6666
31.(移动x轴到第2字位置)
32.…………
略
33.(关闭电磁铁)
34.m09
35.(程序结束)
36.操作过程:
37.1、将要打钢印的垫板放在垫板移动装置b的滑动块10上,垫板两个边缘分别贴近定位块18;
38.2、在操作屏幕上输入要打钢印的字符,如“509z13”,然后按下开始按键;
39.3、滑动块10上的电磁铁11通电,将垫板吸住固定,调字伺服电机15运转,带动滑动块10及垫板同步向左移动,移动到第一个打钢印处停止;
40.4、钢印字头旋转定位装置a的调字伺服电机15运转,带动字头轮盘8旋转,当字头“5”旋转到向下位置时停止;
41.5、金属压力机床1动作下降,将字符“5”打印到垫板上;
42.6、垫板移动装置b的位移伺服电机13运转,垫板左移一个字符的位置,字头轮盘8旋转字头“0”到向下位置,打印,如此循环;
43.7、将字符全部打印完后,垫板移动装置b回到原点,电磁铁11断电,将垫板搬走,然后进行下一块垫板打印,整个过程都是程序控制自动完成的。
44.说明,一般情况下,字头轮盘8初始安放的这十八个字头,基本能满足垫板打钢印的需求,特殊情况不能满足时,可更换其中的某一个字头。
技术特征:
1.一种数控打钢印设备,包括金属压力机床,其特征是,在金属压力机床的压力头上安装一个钢印字头旋转定位装置,该钢印字头旋转定位装置对应的金属压力机床底座上安装有垫板移动装置,以及控制钢印字头旋转定位装置、垫板移动装置、金属压力机床的nc数控系统。2.根据权利要求1所述的数控打钢印设备,其特征是,所述钢印字头旋转定位装置,包括连接支架,在连接支架对称的吊上设有主轴,该主轴上装有字头轮盘及径向分布的钢印字头,在钢印字头一侧装有压盘,通过主轴一端与控制字头轮盘、压盘转动的调字伺服电机连接。3.根据权利要求2所述的数控打钢印设备,其特征是,所述字头轮盘径向至少分布有安装钢印字头的十八个嵌槽。4.根据权利要求2所述的数控打钢印设备,其特征是,所述钢印字头为0至9的十个阿拉伯数字及a、b、c、d、e、p、z、y的八个常用英文字母字头。5.根据权利要求1所述的数控打钢印设备,其特征是,所述垫板移动装置,包括底板,该底板中部装有滚珠丝杠,该一端通过联轴器与位移伺服电机连接,在所述滚珠丝杠上安装一个滑动块,在滑动块上分别设有电磁铁、定位块。
技术总结
本实用新型公开了一种数控打钢印设备,包括金属压力机床,其中在所述金属压力机床的压力头上安装一个钢印字头旋转定位装置,该钢印字头旋转定位装置对应的金属压力机床底座上安装有垫板移动装置,以及控制打印、垫板移动及金属压力机床的NC数控系统。因此,通过调字伺服电机驱动,可保证钢印字头、垫板定位准确,NC数控系统精确控制着金属压力机床、钢印字头旋转定位装置、垫板移动装置的动作顺序和位移量,实现对垫板的自动打钢印。解决了传统打钢印独立更换方式效率低的问题。适用于标记不同而又数量较多的垫板而言,可大大减轻劳动强度,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:焦会军 贾文辉 刘浩 王成民
受保护的技术使用者:秦皇岛市山海关工务器材有限公司
技术研发日:2021.04.13
技术公布日:2021/11/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。