3d打印导声垫材料、导声垫、3d打印导声垫的方法及装置
技术领域
1.本发明涉及医用导声垫技术领域,特别是涉及一种3d打印导声垫材料、导声垫、3d打印导声垫的方法及装置。
背景技术:
2.在超声检查过程中,常需在探头和皮肤之间填充超声耦合剂,用于隔绝超声探头与皮肤之间的空气,通过减小探头与皮肤之间的声阻抗差避免超声波能量的衰减,以便更好地传导超声波。但是在使用液态型医用耦合剂的情况下,一方面耦合剂黏附在患者皮肤容易使其产生抵触心理,而且长时间的检查需要反复多次添加耦合剂,增加医务工作者的工作量。另一方面,探头无法做到及时消毒以致成为病原体附着的温床,将增加患者交叉感染的风险。更重要的是,在浅表病变超声检查中,由于高频探头离皮肤较近,不能形成很好的回声反射,生成图像质量较差影响临床诊断。传统的解决办法是,医务工作者通过在探头上涂抹一定厚度的耦合剂,并将探头悬空增加探头与皮肤之间的距离以获得良好的声窗,但是悬空探头的方式会出现手臂不稳的问题,以致难以获得优质的图像。
3.对于上述采用耦合剂的超声检查,超声导声垫是耦合剂的良好替代品,不仅可以使超声探头与皮肤隔开一定厚度,为浅层结构提供了良好的透声窗,且使浅表的病灶移至超声图像中央,提高图像的清晰度,能提高临床诊断的准确性。但目前市场上的导声垫制备成本高、周期长,工艺复杂,形状尺寸固定,临床应用场景局限,难以满足临床多样化的需求。
技术实现要素:
4.基于此,有必要针对导声垫难以满足临床多样化需求的问题,提出一种3d打印导声垫材料、导声垫、3d打印导声垫的方法及装置。
5.本发明的一个方面,提供一种3d打印导声垫材料,其是由如下质量分数的组分构成:8%
‑
10%聚乙烯醇,1%
‑
2%琼脂,5
‑
8%甘油,0.01%
‑
0.1%防腐剂和余量的超纯水。
6.本发明的又一个方面,提供了一种3d打印导声垫的方法,采用上述任一项所述的3d打印导声垫材料进行打印,包括:步骤s1、将聚乙烯醇、琼脂、甘油、防腐剂和超纯水混合至溶胀分散得到混合料;步骤s2、将步骤s1得到的混合料进行水浴加热,并进行搅拌;步骤s3、对步骤s2中进行搅拌后的混合料进行抽真空消泡得到预制原液;步骤s4、根据层打印数据,分配预制原液形成导声垫材料层;步骤s5、固化导声垫材料层,形成切片层;步骤s6、重复步骤s4
‑
s5,直至形成导声垫生胚。
7.进一步地,步骤s2中进行水浴加热的方法包括,步骤s21、在35℃~40℃水浴温度下加热2h;步骤s22、在90℃~100℃水浴温度下加热1h。
8.进一步地,步骤s3中在60℃
‑
80℃温度、80
‑
90kpa的压力下进行抽真空消泡5
‑
10min。
9.进一步地,步骤s5固化导声垫材料层的条件为:在
‑
18℃~
‑
20℃温度下进行固化。
10.进一步地,还包括:步骤s7、对导声垫生胚进行解冻和冷冻的循环操作,得到导声垫。
11.进一步地,步骤s7中解冻的温度为18℃~25℃,冷冻的温度为
‑
18℃~
‑
20℃。
12.进一步地,步骤s2中搅拌方式为磁力搅拌。
13.本发明的又一个方面,提供了一种3d打印装置,用于实施上述的3d打印导声垫的方法,包括:承载容器、集热式磁力搅拌器、抽真空组件、打印喷头和恒温工作台;所述集热式磁力搅拌器固定在所述恒温工作台的上方,所述承载容器位于所述集热式磁力搅拌器内,所述抽真空组件与所述承载容器连接,所述打印喷头与所述承载容器连接。
14.本发明的又一个方面,提供了一种导声垫,所述导声垫采用上述的3d打印导声垫的方法制得,或采用上述的3d打印导声垫材料制得。
15.本发明的有益效果在于:
16.(1)上述3d打印导声垫材料,材料成分简单、制备的预制原液流动性好,便于3d打印。
17.(2)上述的导声垫的打印方法,可以制备定制化形状及尺寸的导声垫,工艺简单,降低生产成本。
18.(3)上述的3d打印装置,用于实现打印方法。
19.(4)上述的导声垫,不仅力学性能和声学性能良好,且与人体阻抗相似,具有良好的生物相容性,保湿性好,表面光滑,对人体皮肤无刺激;可以回收重复利用,环保且降低耗材成本。
附图说明
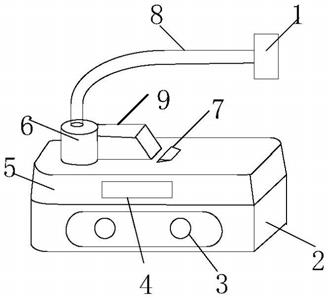
20.图1为本发明的3d打印装置示意图。
21.图2为本发明的3d打印装置中打印喷头的结构示意图。
22.图3为本发明一实施例采用3d打印装置打印的导声垫的结构示意图。
具体实施方式
23.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.在超声检查过程中,常需在探头和皮肤之间填充超声耦合剂,但探头无法做到及时消毒以致成为病原体附着的温床,存在潜在的交叉感染风险。且在浅表病变超声检查中,由于高频探头离皮肤较近,不能形成很好的回声反射,生成图像质量较差影响临床诊断。传统的解决方法是,在探头上涂抹耦合剂,并将探头悬空,以此增加探头与皮肤之间的距离获得更好的声窗。但是采用悬空探头的方式会出现手臂抖动获得图像质量不佳的问题。针对
此,出现了超声导声垫,不仅可以使超声探头与皮肤隔开设定距离,为浅层结构提供良好的透声窗,也可以使浅表的病灶移至超声图像中央。同时可以通过对不同的患者使用不同的导声垫来避免交叉感染。
26.制作导声垫的传统方法是模具制作,其制备工艺复杂,制作成本高,得到的导声垫成品力学性能差,脆性大,且导声垫形状和尺寸固定,难以满足临床对导声垫多样化的要求。再者,传统制备导声垫的材料组分较为复杂,各组分之间的相互作用机制比较模糊,造成导声性能有一定的局限性。
27.针对上述缺陷,本发明提供一种3d打印导声垫材料,其是由如下质量分数的组分构成:8%
‑
10%聚乙烯醇,1%
‑
2%琼脂,5
‑
8%甘油,0.01%
‑
0.1%防腐剂和余量的超纯水。
28.本发明还提供一种3d打印导声垫的方法,包括:
29.步骤s1、将聚乙烯醇、琼脂、甘油、防腐剂和超纯水混合至溶胀分散得到混合料。
30.步骤s2、将步骤s1得到的混合料进行水浴加热,并进行搅拌。
31.步骤s3、对步骤s2中进行搅拌后的混合料进行抽真空得到预制原液。
32.步骤s4、根据层打印数据,分配预制原液形成导声垫材料层。
33.步骤s5、固化导声垫材料层,形成切片层。
34.步骤s6、重复步骤s4
‑
s5,直至形成导声垫生胚。
35.本发明还提供一种3d打印装置,用于实施3d打印导声垫的方法,其特征在于:加热装置、磁力搅拌器,抽真空组件,工作台和打印喷头;加热装置位于所述磁力搅拌器上,抽真空组件与加热装置连接,打印喷头用于根据层打印数据,将预制原液平铺在工作台上形成导声垫材料层。
36.本发明还提供一种导声垫,导声垫采用上述的3d打印导声垫的方法制得,或采用3d打印导声垫材料打印得到。
37.以下为具体实施例。
38.实施例1
39.本实施例的3d打印导声垫材料的组分为:
40.8%聚乙烯醇,1%琼脂粉,5%甘油,0.01%山梨酸钾或0.01%卡松,余量为超纯水。
41.本实施例的3d打印导声垫的方法,采用上述的3d打印导声垫材料进行打印,包括以下内容:
42.1、将称量好的聚乙烯醇、琼脂、甘油、防腐剂和超纯水添加至承载容器中,充分混合至溶胀分散得到混合料。
43.2、将盛有混合料的承载容器放入封闭的加热锅中,进行水浴加热。承载容器内置有用于搅拌的搅拌子,在进行水浴加热的同时在磁力搅拌器的作用下对混合料进行磁力搅拌,使其均匀混合,不含固体颗粒。水浴加热时,先在35℃~40℃温度下加热2h,促进聚乙烯醇分子充分溶胀吸水;再将温度升至90℃~100℃加热1h,以促使各组分加速溶解。
44.本发明对水浴加热的时间没有特殊的规定,对磁力搅拌的转速没有特殊的规定,能够得到充分溶胀的均匀溶液即可。搅拌在加热的条件下进行。
45.3、采用抽真空装置对进行水浴加热及磁力搅拌后的混合料进行抽真空得到预制原液。
46.抽真空可以排尽溶液中的气体防止在后续步骤中产生气泡,提高制作的导声垫的导声性能,也避免产生的气泡阻碍预制原液的流动性。
47.其中,抽真空时,承载容器内的温度控制在60
‑
80℃之间,一方面提高预制原液的流动性,解决温度越低致使原液黏稠性增加、易结块的问题;另一方面可提高抽真空的效率,加快气泡破裂。在80
‑
90kpa的压力下进行抽真空。
48.预制原液的流动性跟温度有关,温度越低,原液粘稠性增加,温度越高,流动性越强。聚乙烯醇为多羟基化合物,具有强亲水性,在高温条件下分子间的羟基形成氢键较少或氢键发生断裂,阻止交联过程,使其具备较好的流动性。另外琼脂在高温下为液态。在打印过程中,对承载容器进行水浴加热可使预制原液具备良好的流动性。
49.4、将预打印的导声垫的模型进行切片分层处理,得到层打印数据,根据层打印数据,分配预制原液形成导声垫材料层。
50.5、将恒温工作台设置在
‑
18℃~
‑
20℃温度,承载容器中的预制原液通过被运动机构控制的打印喷头输送到恒温工作台的指定位置,被固化,形成切片层。
51.6、重复上述内容4
‑
5,直至形成导声垫生胚。
52.为了使3d打印获得的导声垫具有更好的性能参数,将导声垫生胚在18℃~25℃温度下解冻,在
‑
18℃~
‑
20℃温度下冷冻,如此循环解冻冷冻3次后,获得导声垫成品。
53.聚乙烯醇采用冷冻
‑
解冻的物理交联方法,由氢键交联发挥作用,低温条件下可促进氢键相互交联和缠绕,在反复解冻
‑
冷冻过程中,聚乙烯醇的分子链间的氢键逐渐靠近,增加氢键的交联,增加分子间作用力,逐渐形成内含大量的自由水的三维网状结构。又由于氢键交联为可逆相,可通过加热的方式再次分解使得导声垫可回收再次利用。
54.上述的3d打印导声垫材料,聚乙烯醇为多羟基化合物,在低温下能促进更多氢键形成,氢键相互交联形成三维空间结构的凝胶,弹性大可拉伸。琼脂作为胶凝剂,是不含硫酸酯的非离子型多糖,可形成具有一定硬度且透声性能好的凝胶。通过将聚乙烯醇和琼脂两者与其他组分结合作为制作导声垫的材料,其组分简单,制作的导声垫成品的脆性降低,延长了使用时间;且导声垫成品结构稳定不易融化,保湿性好。
55.通过采用3d打印导声垫材料进行3d打印,打印过程中,液体流动性好,工艺简单,可实现定制化;获得的导声垫不仅力学性能和声学性能良好,且具有良好的生物相容性,保湿性好,材料成分简单,对人体皮肤无刺激;可以回收重复利用,环保且降低耗材成本。
56.实施例2
57.本实施例的3d打印导声垫材料的组分为:
58.10%聚乙烯醇,2%琼脂粉,8%甘油,0.1%山梨酸钾或0.1%卡松,余量为超纯水。
59.本实施例的3d打印导声垫的方法,采用上述的3d打印导声垫材料进行打印,包括以下内容:
60.1、将称量好的聚乙烯醇、琼脂、甘油、防腐剂和超纯水添加至承载容器中,充分混合至溶胀分散得到混合料。
61.2、将盛有混合料的承载容器放入封闭的加热锅中,进行水浴加热。承载容器内置有用于搅拌的搅拌子,在进行水浴加热的同时在磁力搅拌器的作用下对混合料进行磁力搅拌,使其均匀混合,不含固体颗粒。水浴加热时,先在35℃~40℃温度下加热2h,促进聚乙烯醇分子充分溶胀吸水;再将温度升至90℃~100℃加热1h,以促使各组分加速溶解,水浴过
程中的具体加热时间不限于2h及1h,以混合料充分溶解为目的。
62.3、采用抽真空装置对进行水浴加热及磁力搅拌后的混合料进行抽真空得到预制原液。抽真空可以排尽溶液中的气体防止在后续步骤中产生气泡,提高制作的导声垫的导声性能,有利于超声波在导声垫中的传导,也避免产生的气泡阻碍预制原液的流动性。
63.其中,抽真空时,承载容器内的温度控制在60
‑
80℃之间,一方面是为了提高预制原液的流动性,解决温度越低致使原液变得越粘稠、易结块的问题;另一方面是提高抽真空的效率,加快气泡破裂。在80
‑
90kpa的压力下进行抽真空。
64.4、将预打印的导声垫的模型进行切片分层处理,得到层打印数据,根据层打印数据,分配预制原液形成导声垫材料层。
65.5、将恒温工作台温度设置在
‑
18℃~
‑
20℃,承载容器中的预制原液通过被运动机构控制的打印喷头输送到恒温工作台的指定位置,被固化,形成切片层。
66.6、重复上述内容4
‑
5,直至形成导声垫生胚。
67.为了使3d打印获得的导声垫具有更好的性能参数,将导声垫生胚在18℃~25℃温度下解冻,在
‑
18℃~
‑
20℃温度下冷冻,如此循环解冻冷冻3次后,获得导声垫成品。
68.实施例3
69.本实施例的3d打印导声垫材料的组分为:
70.10%聚乙烯醇,1.5%琼脂粉,5%甘油,0.1%山梨酸钾或0.1%卡松,余量为超纯水。
71.本实施例的3d打印导声垫的方法,采用上述的3d打印导声垫材料进行打印,包括以下内容:
72.1、将称量好的聚乙烯醇、琼脂、甘油、防腐剂和超纯水添加至承载容器中,充分混合至溶胀分散得到混合料。
73.2、将盛有混合料的承载容器放入封闭的加热锅中,进行水浴加热。承载容器内置有用于搅拌的搅拌子,在进行水浴加热的同时在磁力搅拌器的作用下对混合料进行磁力搅拌,使其均匀混合,不含固体颗粒。水浴加热时,先在35℃~40℃温度下加热2h,促进聚乙烯醇分子充分溶胀吸水;再将温度升至90℃~100℃加热1h,以促使各组分加速溶解,水浴过程中的具体加热时间不限于2h及1h,以混合料充分溶解为目的。
74.3、采用抽真空装置对进行水浴加热及磁力搅拌后的混合料进行抽真空得到预制原液。抽真空可以排尽溶液中的气体防止在后续步骤中产生气泡,提高制作的导声垫的导声性能,有利于超声波在导声垫中的传导,也避免产生的气泡阻碍预制原液的流动性。
75.其中,抽真空时,承载容器内的温度控制在60
‑
80℃之间,一方面是为了提高预制原液的流动性,解决温度越低致使原液变得越粘稠、易结块的问题;另一方面是提高抽真空的效率,加快气泡破裂。在80
‑
90kpa的压力下进行抽真空。
76.4、将预打印的导声垫的模型进行切片分层处理,得到层打印数据,根据层打印数据,分配预制原液形成导声垫材料层。
77.5、将恒温工作台温度设置在
‑
18℃~
‑
20℃,承载容器中的预制原液通过被运动机构控制的打印喷头输送到恒温工作台的指定位置,被固化,形成切片层。
78.6、重复上述内容4
‑
5,直至形成导声垫生胚。
79.为了使3d打印获得的导声垫具有更好的性能参数,将导声垫生胚在18℃~25℃温
度下解冻,在
‑
18℃~
‑
20℃温度下冷冻,如此循环解冻冷冻3次后,获得导声垫成品。
80.在25℃下,实施例1~实施例3制得的3d打印导声垫中,导声垫的声速可达1570m/s~1600m/s,声特性阻抗可达1.68
×
106pa.m/s~1.74
×
106pa.m/s,声衰减系数斜率小于0.04db/(cm﹒mhz)。
81.实施例4
82.本实施例提供一种3d打印装置,如图1所示,包括:承载容器1、集热式磁力搅拌器2、抽真空组件3、打印喷头4和恒温工作台5;集热式磁力搅拌器2通过支撑杆23固定在恒温工作台5的上方,承载容器1位于集热式磁力搅拌器2内,抽真空组件3与承载容器1连接,打印喷头4与承载容器1连接。
83.承载容器1用于承载上述实施例中的3d打印导声垫材料(以下简称物料)。
84.集热式磁力搅拌器2用于加热及搅拌承载容器1中的物料,包括磁力加热装置21、搅拌子22和加热锅24。承载容器1位于加热锅24内,搅拌子22置于承载容器1中,利用磁场推动带磁性的搅拌子22进行转动,达到搅拌承载器1中物料的目的。
85.抽真空组件3包括密封盖31和真空泵32,密封盖31用于将被抽真空的承载容器1内部环境进行密封,真空泵32用于对被密封的承载容器1抽真空。
86.打印喷头4通过柔性管道与承载容器1连接,用于将物料输出至恒温工作台5。
87.在一些实施例中,承载容器1与柔性管道连接的输出端设有滤网,用于过滤不溶颗粒通过软管进入到打印喷头4,以避免阻塞打印喷涂,保证预制原液均匀输送至恒温工作台5。
88.可以理解的是,3d打印装置还包括控制器和运动机构(图中均未示出控制器和运动机构),打印喷头4固定在运动机构上,控制器根据层打印数据,控制打印喷头4将物料分配至恒温工作台5上形成导声垫材料层。控制器控制恒温工作台的温度以固化导声垫材料层。
89.实施例5
90.与实施例4不同的是,本实施例提供的3d打印装置,打印喷头4的结构示意图如图2所示,包括大孔径喷嘴41和小孔径喷嘴42,大孔径喷嘴41和小孔径喷嘴42间隔布置在喷嘴本体43上,可以理解的是,可以通过自动控制或手动控制的方式分别实现大孔径喷嘴41和小孔径喷嘴42工作状态的转换,以便满足不同需要。
91.实施例6
92.具体地,本实施例通过打印用于超声介入穿刺治疗的带有通孔的超声导声垫100来提供一种打印方案,采用实施例5所述的3d打印装置,及实施例1至实施例3中制备的预制原液。
93.打印带有通孔的超声导声垫100的主要过程为:制备好预制原液后,将导声垫模型进行切片分层处理,得到表示物体横截面层的数据。根据层数据分配预制原液,采用列—面—层的打印模式,先将导声垫100的外轮廓打印出来定型,当导声垫的外轮廓打印完成后,再根据层数据分配预制原液到外轮廓围绕的区域,层层固化,直至完成整个导声垫生胚的打印。
94.本实施例中,带有通孔的超声导声垫100的形状为长方体且中心位置成型有通孔的结构,打印喷头的小孔径喷嘴42直径为0.1mm,打印喷头的大孔径喷嘴41直径为2mm。超声
导声垫100具体的制作过程为:先采用小孔径喷嘴42以10
‑
20mm/s的打印速度,将预制原液按照设定路径涂覆在恒温工作台5上。恒温工作台5的固化温度设置为
‑
20℃,能够保证预制原液迅速固化,以形成导声垫100的侧壁110和中空的柱状结构120。根据层数据分配预制原液到超声导声垫100的外轮廓区域,并层层固化完成侧壁110和柱状结构120的结构打印。如图3的(a)所示,打印完成的侧壁110和柱状结构120围设出一填充区域130。
95.完成侧壁110和柱状结构120的打印后,将打印喷头更换为大孔径喷嘴41,打印速度设置为30
‑
50mm/s,恒温工作台5的固化温度设置为0℃。大孔径喷嘴41按照层数据分配将预制原液涂覆在侧壁110和柱状结构120围设的填充区域130内,并层层固化,直至形成超声导声垫100的导声垫生胚。可从图3的(a)、(b)至(c)中看出,随着填充区域130内固化的打印层逐渐增多,柱状结构120的可视高度逐渐变小。其中,固化温度设置为0℃,可以保证预制原液均匀铺满打印区域,在0℃的温度下,可以避免固化速度过快,避免列—面—层之间出现微小间隙,即在同一面中先冻结预制原液的下层,由于预制原液的上层处于半凝固状态,因此,可与上一面(即平铺的新的预制原液)无缝融合。
96.完成导声垫生胚后,将固化温度调整为
‑
20℃,保持3h
‑
6h,对导声垫生胚进行冷冻。再将温度调整到25℃,保持2h,使导声垫生胚进行解冻,如此反复循环3
‑
6次后,得到用于超声介入穿刺治疗的带有通孔的超声导声垫100。
97.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
98.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。