1.本发明涉及在使用内窥镜的手术、处置中,经由内窥镜被导入到生物体内的处置器具。更详细地涉及一种内窥镜用高频处置器具,其具备被供给高频电流,用于组织的切开等的导电性前端刀片。
背景技术:
2.在内窥镜的粘膜下层剥离术(esd)、内窥镜的粘膜切除手术(emr)等使用内窥镜的处置中,使用内窥镜用处置器具,该内窥镜用处置器具是用于使用高频来切除病变部的刀等处置器具。在esd、emr等使用内窥镜的处置中,使内窥镜用的处置器具的突出的量恒定,将病变部逐渐剥离或切开。
3.例如,在专利文献1中记载了一种高频处置器具,该高频处置器具具备插入于体内的细长的筒状的护套、和以能够沿长轴方向移动的方式配置于该护套内且被供给高频电流的电极部件,并限制电极部件向前方的突出量。在专利文献2中记载了一种高频处置器具,该高频处置器具具备细长的筒状的护套和相对于该护套的前端部伸出或缩回的电极部件,并在电极部件的前端设置有前端扩大部,该前端扩大部向径向外方侧呈放射状延伸,且具有相对于护套的前端部伸出或缩回的基端面。在专利文献3中记载了一种内窥镜用处置器具,该内窥镜用处置器具具备棒状的高频刀、与高频刀连接的线、供由绝缘性材料构成的线插通的护套、与护套的后端连接的主体、以及供线的后端固定且配置为相对于主体能够沿轴线方向滑动的滑块,高频刀在前端具有大径部,该大径部具有比护套的内径大的外径。
4.专利文献1:国际公开第2016/013255号
5.专利文献2:国际公开第2016/021230号
6.专利文献3:日本特开2010
‑
42155号公报
7.在esd等使病变部逐渐剥离的手术中,往往使内窥镜用处置器具的筒状部件的前端部分与病变部的组织接触而切开病变部。在专利文献1~3那样的内窥镜用处置器具中,存在如下问题:内窥镜用处置器具的前端部分从病变部的组织滑动,对病变部以外的部位造成损伤、发生在内脏器官脏器开孔的穿孔。
技术实现要素:
8.本发明是鉴于上述状况而完成的,其目的在于提供一种不易从病变部的组织滑动,能够安全地进行手术的内窥镜用处置器具。
9.能够解决上述课题的第一内窥镜用处置器具的特征在于,具备:筒状部件,具有远位端和近位端,且具有沿长轴方向延伸的内腔;线状物,具有远位端和近位端,沿长轴方向延伸,配置于筒状部件的内腔;以及导电性前端刀片,设置于线状物的远位侧,且能够从筒状部件的远位端伸出或缩回,在筒状部件的包含长轴的截面中,在使线状物向最远位侧移动时,筒状部件在筒状部件的外表面且比线状物的远位端靠远位侧,具有满足以下的式(1)的地点a及地点b,
10.y/x>3
···
(1)
11.x表示地点a与地点b在筒状部件的轴向上的位置之差的绝对值,y表示地点a与地点b在筒状部件的径向上的位置之差的绝对值。
12.本发明的第一内窥镜用处置器具优选在筒状部件的包含长轴的截面中,具有包含地点b的锥形部,锥形部与比锥形部靠近位侧的筒状部件的外表面在远位侧所成的角度为70度以上。
13.本发明的第一内窥镜用处置器具优选在筒状部件的包含长轴的截面中,作为沿着筒状部件的外表面的地点,在地点a与地点b之间具有地点c,在以筒状部件的长轴为基准的远近关系中,地点b位于比地点a靠远位侧的位置,地点c位于比地点b靠远位侧的位置。
14.在本发明的第一内窥镜用处置器具中,优选构成筒状部件的包含地点b的部分的材料含有与构成筒状部件的包含地点a的部分的材料相同的材料。
15.能够解决上述课题的第二内窥镜用处置器具的特征在于,具备:筒状部件,具有远位端和近位端,且具有沿长轴方向延伸的内腔;线状物,具有远位端和近位端,沿长轴方向延伸,配置于筒状部件的内腔;以及导电性前端刀片,设置于线状物的远位侧,且能够从筒状部件的远位端伸出或缩回,使5cm
×
5cm
×
厚度0.1mm的聚酯片的边与筒状部件的外表面以在近位侧所成的角度为30度以上且40度以下的方式接触,在使聚酯片从距离筒状部件的远位端10cm的近位侧的地点朝向筒状部件的远位端,以沿着筒状部件的外表面的方式移动10次时,上述聚酯片钩挂于筒状部件的次数为9次以上。
16.在本发明的内窥镜用处置器具中,优选导电性前端刀片在导电性前端刀片的近位侧,具有最大外径大于筒状部件的最小内径的扩大部。
17.在本发明的内窥镜用处置器具中,在扩大部供线状物固定。
18.在本发明的内窥镜用处置器具中,优选导电性前端刀片在远位端部具有最大外径大于筒状部件的最小内径的前端部。
19.根据本发明的第一内窥镜用处置器具,筒状部件具有满足y/x>3的地点a及地点b,由此筒状部件的远位端部的外表面不易从病变部的组织滑动,能够使筒状部件的远位端部与病变部或其附近接触,并且利用导电性前端刀片安全地切开病变部。另外,根据本发明的第二内窥镜用处置器具,在使聚酯片从距离筒状部件的远位端10cm的近位侧的地点朝向筒状部件的远位端,以沿着筒状部件的外表面的方式移动10次时,被视为病变部的组织的聚酯片钩挂于筒状部件的次数为9次以上,由此对于实际的病变部的组织,也能够钩挂筒状部件,在利用导电性前端刀片切开病变部时,与病变部或其附近接触的筒状部件的远位端部不易从病变部的组织滑动,从而能够稳定地进行病变部的切开。
附图说明
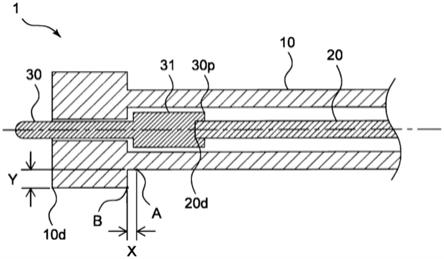
20.图1表示本发明的一个实施方式的内窥镜用处置器具的整体图。
21.图2表示本发明的一个实施方式的内窥镜用处置器具的远位端部的包含长轴的剖视图。
22.图3表示本发明的另一实施方式的内窥镜用处置器具的远位端部的包含长轴的剖视图。
23.图4表示本发明的又一实施方式的内窥镜用处置器具的远位端部的包含长轴的剖
视图。
24.图5表示本发明的一个实施方式的内窥镜用处置器具的表面滑动试验的示意图。
25.图6表示使用了现有的内窥镜用处置器具的表面滑动试验的示意图。
具体实施方式
26.以下,基于下述实施方式对本发明更具体地进行说明,但本发明当然不受下述实施方式的限制,当然也可以在能够符合上述、后述的主旨的范围内适当地加以变更而实施,这些都包括在本发明的技术范围内。此外,在各附图中,为了便于说明,也存在省略阴影线、部件附图标记等的情况,在上述情况下,参照说明书、其他附图。另外,附图中的各种部件的尺寸以有助于本发明的特征的理解为前提,因此存在与实际尺寸不同的情况。
27.本发明的内窥镜用处置器具插通于内窥镜的处置器具插通通道,用于体腔内的病变部的切开等处置。本发明的内窥镜用处置器具作为从手边侧供给电力而使电流产生,进行体腔表面的切除、烧灼等的高频处置器具来使用。
28.在本发明中,轴向是指筒状部件的长轴方向,轴向上近位侧是指使用者(手术者)的手边侧的方向,远位侧是指处置部侧的方向即近位侧的相反方向。另外,在本发明中,径向是指筒状部件的径向,径向上内方侧是指朝向筒状部件的中心侧的方向,外方侧是指筒状部件的放射方向。
29.首先,对本发明的实施方式中的第一内窥镜用处置器具进行说明。图1表示内窥镜用处置器具1的整体图,图2表示内窥镜用处置器具1的远位端部的包含长轴的剖视图。如图1及图2所示,内窥镜用处置器具1具备:筒状部件10,具有远位端和近位端,且具有沿长轴方向延伸的内腔;线状物20,具有远位端和近位端,沿长轴方向延伸,配置于筒状部件10的内腔;以及导电性前端刀片30,设置于线状物20的远位侧,且能够从筒状部件10的远位端10d伸出或缩回。
30.筒状部件10具有远位端和近位端,且具有沿长轴方向延伸的内腔,并供线状物20配置于筒状部件10的内腔。筒状部件10在筒状部件10的内腔收纳导电性前端刀片30的至少一部分。
31.筒状部件10例如使用由合成树脂形成的筒体、由线圈状的金属、合成树脂形成的筒体、将短筒状的关节块沿轴向连结多个而成的能够转动的筒体等。其中,筒状部件10优选为由合成树脂形成的筒体。筒状部件10是由合成树脂形成的筒体,由此筒状部件10兼具挠性和刚性双方,因此能够沿着体腔内的形状弯曲。另外,筒状部件10是由合成树脂形成的筒体,因此从内窥镜用处置器具1的手边侧施加的力容易传递至前端侧,从而容易使内窥镜用处置器具1到达处置对象部位。
32.作为构成筒状部件10的合成树脂,例如可列举尼龙等聚酰胺系树脂、聚乙烯、聚丙烯等聚烯烃系树脂、聚对苯二甲酸乙二醇酯(pet)等聚酯系树脂、聚醚醚酮(peek)等芳香族聚醚酮系树脂、聚酰亚胺系树脂、聚四氟乙烯(ptfe)、四氟乙烯
‑
全氟烷基乙烯基醚共聚物(pfa)、乙烯
‑
四氟乙烯共聚合物(etfe)等氟系树脂等。其中,构成筒状部件10的材料优选为氟系树脂,更优选为ptfe、pfa。筒状部件10由氟系树脂构成,由此能够提高筒状部件10的表面的滑动性,从而容易将内窥镜用处置器具1插通于内窥镜的处置器具插通通道并送入到处置对象部位。
33.构成筒状部件10的材料优选为透明或半透明。筒状部件10由透明或半透明的材料构成,由此使用者能够通过目视观察确认配置于筒状部件10的内腔的导电性前端刀片30与筒状部件10的位置关系,从而容易使导电性前端刀片30从筒状部件10伸出或缩回。筒状部件10也可以在进入内窥镜的视野内的部分设置具有与其他部分的颜色不同的颜色的部分,并将该与其他部分的颜色不同的部分用作视觉辨认标记物。
34.对于筒状部件10的长轴方向的长度而言,通过考虑从内窥镜的钳子口到处置对象部位的距离等而能够选择适当的长度,例如能够设为1000mm以上且3000mm以下。
35.线状物20具有远位端和近位端,沿长轴方向延伸,配置于筒状部件10的内腔,在远位侧连接有导电性前端刀片30。对于线状物20而言,通过使线状物20向长轴方向进退,能够使导电性前端刀片30从筒状部件10的远位端10d伸出或缩回。
36.线状物20优选为实心状,但也可以是具有沿长轴方向延伸的内腔的筒状。线状物20为实心状,由此即使是比筒状的外径小的外径,也能够提高线状物20的刚性,从而能够提高内窥镜用处置器具1的插通性,并且减小内窥镜用处置器具1的外径。
37.构成线状物20的材料只要是导电性材料即可,但优选为金属线材。线状物20由金属线材构成,由此线状物20能够兼作用于对导电性前端刀片30供给电力的导线的作用,从而无需在筒状部件10的内腔设置导线,能够实现内窥镜用处置器具1的外径的小型化。
38.构成线状物20的金属线材可列举不锈钢、作为医疗用不锈钢的316l不锈钢、钽、ni
‑
ti系合金、fe
‑
mg
‑
si系合金、co
‑
cr系合金、co
‑
ni系合金、碳钢等。其中,构成线状物20的材料优选为不锈钢的线材。线状物20由不锈钢的线材构成,由此能够廉价地制造线状物20,另外,能够提高线状物20的安全性、稳定性。
39.线状物20可以是单线,也可以是将单线捻合而成的绞线。线状物20为绞线,由此能够提高线状物20的柔软性。其结果,内窥镜用处置器具1也变得柔软,从而能够提高内窥镜用处置器具1的插通性。
40.虽然未图示,但线状物20也可以在表面具有涂层。线状物20具有涂层,由此能够降低线状物20与筒状部件10之间的摩擦而提高滑动性,用于使导电性前端刀片30从筒状部件10的远位端10d伸出或缩回的线状物20向长轴方向的移动变得容易。作为线状物20的涂层,例如可列举ptfe、pfa、etfe、四氟化乙烯
·
六氟丙烯共聚合物(fep)等氟系树脂等。另外,作为在线状物20形成涂层的方法,例如只要将形成涂层的材料包覆于线状物20的表面即可,能够使用浸渍法、喷涂法、流化床法、捏合涂布法等。
41.线状物20可以由一种线材形成,但优选在长轴方向的中间接合多个线材等,由多个部件形成。作为在中间接合多个线材的方法,例如可列举利用金属管铆接而结合、焊接、粘接、压入等方法。线状物20由多个部件形成,由此例如使近位侧的线材的外径比远位侧的线材的外径大而提高近位侧的刚性,容易使从内窥镜用处置器具1的手边侧向前端侧施加的力有效地向前端侧传递等,能够在长轴方向上使线状物20的物性等变化。
42.导电性前端刀片30设置于线状物20的远位侧,能够从筒状部件10的远位端伸出或缩回。即,导电性前端刀片30设置于线状物20的远位侧,通过使线状物20向长轴方向移动,从而导电性前端刀片30的前端能够从筒状部件10的远位端10d伸出或缩回。导电性前端刀片30利用从内窥镜用处置器具1的手边侧被供给的电力,进行病变部的切除或烧灼等。导电性前端刀片30只要至少一部分能够配置于筒状部件10的内腔即可。即,导电性前端刀片30
只要近位端30p配置于筒状部件10的内腔即可。
43.导电性前端刀片30与线状物20的固定例如可列举利用金属管铆接而结合、焊接、粘接、压入等方法。其中,导电性前端刀片30与线状物20优选通过焊接而固定。将导电性前端刀片30与线状物20通过焊接而固定,由此能够牢固地固定导电性前端刀片30与线状物20。
44.如图2所示,导电性前端刀片30的近位端30p优选位于比线状物20的远位端20d靠近位侧的位置。导电性前端刀片30的近位端30p位于比线状物20的远位端20d靠近位侧的位置,由此能够在长轴方向上,使导电性前端刀片30与线状物20接触的长度长。其结果,能够提高导电性前端刀片30与线状物20的接合力。此外,为了使导电性前端刀片30的近位端30p位于比线状物20的远位端20d靠近位侧的位置,例如可列举在导电性前端刀片30的近位侧设置孔,将线状物20的远位端20d插入并固定于该孔等。另外,也能够将导电性前端刀片30的近位端30p与线状物20的远位端20d直接接合、在导电性前端刀片30及线状物20的外周配置固定管体等,将导电性前端刀片30与线状物20固定。
45.构成导电性前端刀片30的材料例如可列举不锈钢、316l不锈钢、钽、ni
‑
ti系合金、fe
‑
mg
‑
si系合金、co
‑
cr系合金、co
‑
ni系合金、碳钢等。其中,构成导电性前端刀片30的材料优选为不锈钢。导电性前端刀片30由不锈钢构成,由此能够廉价地制造导电性前端刀片30,另外,能够提高导电性前端刀片30的安全性、稳定性。
46.构成导电性前端刀片30的材料优选与构成线状物20的材料相同。构成导电性前端刀片30的材料与构成线状物20的材料相同,由此例如通过将导电性前端刀片30与线状物20焊接等,能够提高导电性前端刀片30与线状物20的固定强度。
47.如图2所示,在筒状部件10的包含长轴的截面中,在使线状物20向最远位侧移动时,筒状部件10在筒状部件10的外表面且比线状物20的远位端20d靠远位侧,具有满足以下的式(1)的地点a及地点b。
48.y/x>3
···
(1)
49.x表示地点a与地点b在筒状部件10的轴向上的位置之差的绝对值,
50.y表示地点a与地点b在筒状部件10的径向上的位置之差的绝对值。
51.在使线状物20向最远位侧移动时,筒状部件10在筒状部件10的外表面且比线状物20的远位端20d靠远位侧,具有在筒状部件10的轴向上的位置之差的绝对值x与在筒状部件10的径向上的位置之差的绝对值y之比超过3的地点a及地点b,由此筒状部件10在筒状部件10的远位侧具有外径比具有地点a的部分的筒状部件10大的地点b,具有地点b的部分的筒状部件10的外表面容易钩挂于病变部的组织。其结果,具有地点b的部分的筒状部件10的外表面钩挂于病变部的组织,因此不易滑动,从而能够利用导电性前端刀片30安全地切开病变部。此外,地点a及地点b在筒状部件10的包含长轴的截面中,以筒状部件10的中心线为边界位于相同的一侧。
52.x的值即地点a与地点b在筒状部件10的轴向上的位置之差的绝对值能够通过在筒状部件10的包含长轴的截面中,测定地点a与地点b在筒状部件10的轴向上的距离而求出。另外,y的值即地点a与地点b在筒状部件10的径向上的位置之差的绝对值能够通过在筒状部件10的包含长轴的截面中,测定地点a与地点b在筒状部件10的径向上的距离而求出。
53.在筒状部件10的包含长轴的截面中,优选地点a位于比地点b靠近位侧的位置。地
点a位于比地点b靠近位侧的位置,由此外径比具有地点a的部分的筒状部件10的外径大的部分即具有地点b的部分位于比地点a靠远位侧的位置。即,筒状部件10的外径大的部分与从筒状部件10的远位端10d突出的状态的导电性前端刀片30的距离变近。因此,能够使筒状部件10的远位端部与病变部或其附近的组织接触,并且能够稳定地进行将病变部切开的手术。
54.在筒状部件10的轴向上的位置之差的绝对值x与在筒状部件10的径向上的位置之差的绝对值y之比只要超过3即可,但优选为3.1以上,更优选为3.3以上,进一步优选为3.5以上,再进一步优选为3.7以上,特别优选为3.9以上,最优选为超过3.9。通过将在筒状部件10的轴向上的位置之差的绝对值x与在筒状部件10的径向上的位置之差的绝对值y之比的下限值设定在上述范围,筒状部件10的具有地点a的部分与具有地点b的部分成为台阶状,病变部的组织容易钩挂于筒状部件10的具有地点b的部分。另外,能够在筒状部件10的具有地点b的部分钩挂并持续保持病变部的组织,从而容易进行使用了内窥镜用处置器具1的手术。另外,在筒状部件10的轴向上的位置之差的绝对值x与在筒状部件10的径向上的位置之差的绝对值y之比的上限值例如能够为30以下、25以下、20以下。
55.x的值即地点a与地点b在筒状部件10的轴向上的位置之差的绝对值优选为100μm以下,更优选为90μm以下,进一步优选为70μm以下,再进一步优选为50μm以下,特别优选为30μm以下,最优选为10μm以下。通过将地点a与地点b在筒状部件10的轴向上的位置之差的绝对值的上限值设定在上述范围,筒状部件10的具有地点a的部分与具有地点b的部分成为台阶状,病变部的组织容易稳定地持续钩挂于该台阶部分。因此,能够安全地进行利用导电性前端刀片30切开病变部的手术。另外,地点a与地点b在筒状部件10的轴向上的位置之差的绝对值的下限值例如能够为1μm以上、3μm以上、5μm以上。
56.y的值即地点a与地点b在筒状部件10的径向上的位置之差的绝对值优选为50μm以上,更优选为75μm以上,进一步优选为100μm以上,再进一步优选为125μm以上,特别优选为150μm以上,最优选为175μm以上。通过将地点a与地点b在筒状部件10的径向上的位置之差的绝对值的下限值设定在上述范围,具有地点a的部分的筒状部件10的外径与具有地点b的部分的筒状部件10的外径之差变大,容易供病变部的组织钩挂。另外,地点a与地点b在筒状部件10的径向上的位置之差的绝对值优选为3mm以下,更优选为2mm以下,进一步优选为1mm以下。通过将地点a与地点b在筒状部件10的径向上的位置之差的绝对值的上限值设定在上述范围,能够防止内窥镜用处置器具1的远位端部的外径变得过大。因此,在将导电性前端刀片30向处置对象部位运送时,内窥镜用处置器具1容易通过内窥镜的钳子通道。
57.为了在筒状部件10的包含长轴的截面中,形成具有地点a及地点b的筒状部件10,例如可列举在作为构成筒状部件10的部件的筒体的远位端部的外方侧设置大径部等。作为形成大径部的方法,可列举:对合成树脂制的筒体的比包含地点a的部分靠远位侧的部分进行加热使其熔融,将筒体的远位端按压于规定尺寸的框体等其他物体来使外径增加从而形成包含地点b的部分的方法、准备构成筒状部件10的部件且构成包含地点a的部分的筒体、和构成筒状部件10的部件且外径比筒体外径大的构成包含地点b的部分的大径筒部件,将筒体与大径筒部件熔敷而形成筒状部件10的方法。通过将筒体与大径筒部件熔敷并固定而形成筒状部件10,从而容易控制地点a与地点b的位置关系,筒状部件10的远位端部容易钩挂于病变部的组织,能够容易维持钩挂于病变部的组织的状态。
58.构成筒状部件10的包含地点b的部分的材料优选含有与构成筒状部件10的包含地点a的部分的材料相同的材料。构成筒状部件10的包含地点b的部分的材料含有与构成包含地点a的部分的材料相同的材料,由此能够将具有地点a及地点b的筒状部件10一体地形成。因此,能够使包含地点a的部分与包含地点b的部分不易脱离。
59.图3表示本发明的另一实施方式的内窥镜用处置器具1的远位端部的包含长轴的剖视图。如图3所示,优选在筒状部件10的包含长轴的截面中,具有包含地点b的锥形部11,锥形部11与比锥形部11靠近位侧的筒状部件10的外表面在远位侧所成的角度θ1为70度以上。筒状部件10具有角度θ1为70度以上的锥形部11,由此筒状部件10的锥形部11容易以刺入的方式钩挂于病变部的组织。其结果,能够稳定地进行利用导电性前端刀片30切开病变部的手术。
60.锥形部11与比锥形部11靠近位侧的筒状部件10的外表面在远位侧所成的角度θ1优选为70度以上,更优选为80度以上,进一步优选为90度以上,再进一步优选为钝角。通过将锥形部11与比锥形部11靠近位侧的筒状部件10的外表面在远位侧所成的角度θ1的下限值设定在上述范围,锥形部11容易供病变部的组织稳定且长时间地钩挂。通过将角度θ1设为钝角,能够在筒状部件10上设置前端朝向近位侧的凸部,该凸部成为钩部,在使筒状部件10的远位端部与病变部或其附近接触时,筒状部件10不易滑动。
61.如图3所示,优选在筒状部件10的包含长轴的截面中,作为沿着筒状部件10的外表面的地点,在地点a与地点b之间具有地点c,在以筒状部件10的长轴为基准的远近关系中,地点b位于比地点a靠远位侧的位置,地点c位于比地点b靠远位侧的位置。即,优选在筒状部件10的外表面从筒状部件10的远位侧起具有地点c、地点b以及地点a。筒状部件10具有地点a、在比地点a靠远位侧具有地点b、在比地点b靠远位侧具有地点c,由此在筒状部件10的台阶部分或者锥形部11具有朝向远位侧凹陷的部分。其结果,具有筒状部件10的台阶部分或者锥形部11的端部容易钩挂于病变部或其附近的组织的效果。
62.地点a与地点c在筒状部件10的轴向上的位置之差的绝对值优选大于地点a与地点b在筒状部件10的轴向上的位置之差的绝对值,优选为地点a与地点b在筒状部件10的轴向上的位置之差的绝对值的1.1倍以上,更优选为1.2倍以上,进一步优选为1.3倍以上。通过将在筒状部件10的轴向上,地点a与地点c的位置之差的绝对值同地点a与地点b的位置之差的绝对值的比率的下限值设定在上述范围,能够使设置于筒状部件10的远位端部的台阶部分或者锥形部11的朝向远位侧凹陷的部分的凹部的深度充分增大。因此,筒状部件10的远位端部的台阶部分或者锥形部11能够容易长时间钩挂于病变部的组织。另外,在筒状部件10的轴向上,地点a与地点c的位置之差的绝对值同地点a与地点b的位置之差的绝对值的比率的上限值例如能够为3倍以下、2.5倍以下、2倍以下。
63.地点a与地点c在筒状部件10的轴向上的位置之差的绝对值能够通过在筒状部件10的包含长轴的截面中,测定地点a与地点c在筒状部件10的轴向上的距离而求出。另外,地点a与地点c在筒状部件10的径向上的位置之差的绝对值能够通过在筒状部件10的包含长轴的截面中,测定地点a与地点c在筒状部件10的径向上的距离而求出。
64.图4表示本发明的又一实施方式的内窥镜用处置器具1的远位端部的包含长轴的剖视图。如图4所示,在筒状部件10的包含长轴的截面中,筒状部件10优选在筒状部件10的内表面且比线状物20的远位端20d靠远位侧,具有满足以下的式(2)的地点a及地点b,地点b
位于比地点a靠远位侧的位置。
65.y/x>5
···
(2)
66.x表示地点a与地点b在筒状部件10的轴向上的距离
67.y表示地点a与地点b在筒状部件10的径向上的距离
68.筒状部件10在筒状部件10的内表面且比线状物20的远位端20d靠远位侧,具有在筒状部件10的轴向上距离x与在筒状部件10的径向上的距离y之比超过5的地点a及地点b,由此在筒状部件10的远位侧具有内径比配置有地点a的部分的筒状部件10小的地点b。通过在筒状部件10的内表面设置尺寸比导电性前端刀片30的近位侧的外径小的内腔,能够以使配置有地点b的部分的筒状部件10的内表面与导电性前端刀片30的外表面接触,导电性前端刀片30不会过度突出的方式限制导电性前端刀片30的突出量。此外,地点a及地点b在筒状部件10的包含长轴的截面中,以筒状部件10的中心线为边界位于相同的一侧。
69.x的值即地点a与地点b在筒状部件10的轴向上的距离能够通过在筒状部件10的包含长轴的截面中,测定地点a与地点b在筒状部件10的轴向上的距离而求出。另外,y的值即地点a与地点b在筒状部件10的径向上的距离能够通过在筒状部件10的包含长轴的截面中,测定地点a与地点b在筒状部件10的径向上的距离而求出。
70.地点a与地点b在筒状部件10的轴向上的距离x同地点a与地点b在筒状部件10的径向上的距离y之比只要超过5即可,优选为6以上,更优选为7以上,进一步优选为8以上。通过将地点a与地点b在筒状部件10的轴向上的距离x同地点a与地点b在筒状部件10的径向上的距离y之比的下限值设定在上述范围,筒状部件10的具有地点a的部分与具有地点b的部分成为台阶状。在导电性前端刀片30向远位侧移动时,首先筒状部件10的具有地点a的部分与导电性前端刀片30接触,接着筒状部件10的具有地点b的部分与导电性前端刀片30接触,因此能够多阶段地阻碍导电性前端刀片30向远位侧的移动,从而能够可靠地进行导电性前端刀片30向远位侧的移动的限制。另外,同地点a与地点b在筒状部件10的径向上的距离y之比的上限值例如能够为30以下、25以下、20以下。
71.地点a与地点b在筒状部件10的轴向上的距离x优选为100μm以下,更优选为50μm以下,进一步优选为10μm以下。通过将地点a与地点b在筒状部件10的轴向上的距离的上限值设定在上述范围,筒状部件10的内表面处的具有地点a的部分与具有地点b的部分成为台阶状。通过在该台阶部分与导电性前端刀片30的表面接触,能够限制导电性前端刀片30向远位侧的移动。另外,地点a与地点b在筒状部件10的轴向上的距离的下限值例如能够为1μm以上、3μm以上、5μm以上。
72.地点a与地点b在筒状部件10的径向上的距离y优选为100μm以上,更优选为200μm以上,进一步优选为300μm以上。通过将地点a与地点b在筒状部件10的径向上的距离y的下限值设定在上述范围,能够增大具有地点a的部分的筒状部件10的内径与具有地点b的部分的筒状部件10的内径之差。其结果,能够防止导电性前端刀片30向远位侧过度移动,将导电性前端刀片30从筒状部件10的远位端10d的突出量调整为适当的量。另外,地点a与地点b在筒状部件10的径向上的距离y优选为3mm以下,更优选为2mm以下,进一步优选为1mm以下。通过将地点a与地点b在筒状部件10的径向上的距离y的上限值设定在上述范围,能够防止内窥镜用处置器具1的因远位端部的内径变大而导致的外径的增大,从而在向处置对象部位运送导电性前端刀片30时,内窥镜用处置器具1容易通过内窥镜的钳子通道。
73.在筒状部件10的包含长轴的截面中,为了形成具有地点a及地点b的筒状部件10,例如,可列举在作为构成筒状部件10的部件的筒体的远位端部的内方侧设置小径部等。作为形成小径部的方法,可列举:对合成树脂制的筒体中的比包含地点a的部分靠远位侧的部分进行加热使其熔融,向筒体的远位端部的内腔插入比该部分的筒体的内腔细的芯材等其他物体并加压,使内径减小而形成包含地点b的部分的方法、准备构成筒状部件10的部件且构成包含地点a的部分的筒体、和构成筒状部件10的部件且外径比筒体的内径小的构成包含地点b的部分的小径筒部件,将筒体与小径筒部件熔敷而形成筒状部件10的方法等。通过熔敷将筒体与小径筒部件固定,形成筒状部件10,从而能够容易控制地点a与地点b的位置关系。因此,能够形成容易通过筒状部件10的远位端部来限制导电性前端刀片30向远位侧的移动的结构的筒状部件10。
74.构成筒状部件10的包含地点b的部分的材料优选含有与构成筒状部件10的包含地点a的部分的材料相同的材料。构成筒状部件10的包含地点b的部分的材料含有与构成包含地点a的部分的材料相同的材料,由此能够将具有地点a和地点b的筒状部件10一体地形成,包含地点a的部分与包含地点b的部分不易脱离。
75.构成筒状部件10的包含地点b的部分的材料优选含有与构成筒状部件10的包含地点a及地点a的部分的材料以及构成筒状部件10的包含地点b的部分的材料相同的材料。构成筒状部件10的包含地点b的部分的材料含有与构成包含地点a、地点a以及地点b的部分的材料相同的材料,由此能够通过一体成型形成具有地点a、地点b、地点a以及地点b的筒状部件10,另外,容易将构成包含各地点的部分的部件牢固地接合,从而容易制造强度高的筒状部件10。
76.优选y/x的值大于y/x的值。即,优选地点a与地点b在筒状部件10的轴向上的距离x同地点a与地点b在筒状部件10的径向上的距离y之比大于地点a与地点b在筒状部件10的轴向上的位置之差的绝对值x同地点a与地点b在筒状部件10的径向上的位置之差的绝对值y之比。y/x的值大于y/x的值,由此能够充分地限制导电性前端刀片30从筒状部件10的远位端10d的突出量,并且能够防止筒状部件10的远位端部的外径变得过大,从而能够形成内窥镜的钳子通道内的插通性高的内窥镜用处置器具1。
77.y/x的值优选为y/x的值的1.5倍以上,更优选为1.7倍以上,进一步优选为2倍以上。通过将y/x的值与y/x的值的比率的下限值设定在上述范围,具有地点b的部分的筒状部件10的外表面容易钩挂于病变部的组织。其结果,容易使筒状部件10的远位端部与病变部或其附近接触,并且利用导电性前端刀片30切开病变部。另外,y/x的值优选为y/x的值的5倍以下,更优选为4倍以下,进一步优选为3倍以下。通过将y/x的值与y/x的值的比率的上限值设定在上述范围,能够充分确保具有地点b的部分的筒状部件10的内表面与导电性前端刀片30接触的面积,从而能够充分地限制导电性前端刀片30向远位侧的过度移动。
78.接下来,对本发明的实施方式中的第二内窥镜用处置器具进行说明。此外,在下述说明中,省略与上述说明重复的部分的说明。
79.图5表示本发明的实施方式中的内窥镜用处置器具1的表面滑动试验的示意图。如图5所示,内窥镜用处置器具1使5cm
×
5cm
×
厚度0.1mm的聚酯片100的边与筒状部件10的外表面以在近位侧所成的角度为30度以上且40度以下的方式接触,在使上述聚酯片100从距离筒状部件10的远位端10d10cm的近位侧的地点朝向筒状部件10的远位端10d,以沿着筒状
部件10的外表面的方式移动10次时,聚酯片100钩挂于筒状部件10的次数为9次以上。
80.5cm
×
5cm
×
厚度0.1mm的聚酯片100被视为病变部的组织。首先,使聚酯片100与筒状部件10的外表面以在近位侧所成的角度为30度以上且40度以下的方式接触。
81.接下来,使与筒状部件10的外表面接触的聚酯片100从距离筒状部件10的远位端10d10cm的近位侧的地点朝向筒状部件10的远位端10d,以沿着筒状部件10的外表面的方式移动。即,使与距离筒状部件10的远位端10d10cm的近位侧的地点接触的聚酯片100与筒状部件10的外表面接触并且通过手动使其向筒状部件10的远位端10d的一侧移动。此时,将聚酯片100以不会过度挠曲的程度向筒状部件10按压,一边保持筒状部件10的外表面与聚酯片100在近位侧所成的角度为30~40度的范围内的状态,一边使聚酯片100移动。
82.进行10次使与距离筒状部件10的远位端10d10cm的近位侧的地点接触的聚酯片100向筒状部件10的远位端10d的一侧移动的操作。测定在该操作中,聚酯片100钩挂于筒状部件10的外表面的次数。将使聚酯片100沿着筒状部件10的外表面移动10次中,聚酯片100钩挂于筒状部件10的次数为9次以上的器具作为本发明的内窥镜用处置器具1。此外,内窥镜用处置器具1更优选为使聚酯片100沿着筒状部件10的外表面移动10次中,聚酯片100钩挂于筒状部件10的次数为10次的器具。
83.在使被视为病变部的组织的聚酯片100以沿着筒状部件10的外表面的方式移动10次时,钩挂于筒状部件10的次数为9次以上的内窥镜用处置器具1在实际的手术中,也能够充分地供病变部的组织钩挂于筒状部件10的外表面。因此,在利用导电性前端刀片30切开病变部时,与病变部或其附近接触的筒状部件10的远位端部不易从病变部的组织滑动,从而能够稳定地进行病变部的切开。
84.如图2及图3所示,导电性前端刀片30优选在导电性前端刀片30的近位侧,具有最大外径大于筒状部件10的最小内径的扩大部31。此外,扩大部31优选配置于比作为筒状部件10的最小内径的部分靠近位侧的位置。导电性前端刀片30具有扩大部31,由此扩大部31与筒状部件10的最小内径的部分接触,从而能够限制导电性前端刀片30向远位侧的移动。因此,能够将导电性前端刀片30从筒状部件10的远位端10d的突出量控制为适当的量。
85.扩大部31优选配置于导电性前端刀片30的近位端30p。通过在导电性前端刀片30的近位端30p设置有扩大部31,能够有效地限制导电性前端刀片30向远位侧的移动,即使在从手边侧沿着线状物20对导电性前端刀片30施加过度的向远位方向的力的情况下,也能够控制导电性前端刀片30的突出量。
86.扩大部31的外径优选为筒状部件10的最小内径的1.5倍以上,更优选为1.7倍以上,进一步优选为2倍以上。通过将扩大部31的外径与筒状部件10的最小内径的比率的下限值设定在上述范围,能够充分确保扩大部31与筒状部件10的接触面积。因此,容易控制导电性前端刀片30的突出量。另外,扩大部31的外径优选为筒状部件10的最小内径的5倍以下,更优选为4倍以下,进一步优选为3倍以下。通过将扩大部31的外径与筒状部件10的最小内径的比率的上限值设定在上述范围,能够防止内窥镜用处置器具1的远位端部的外径变得过大,从而能够提高内窥镜的钳子通道内的插通性。
87.优选在导电性前端刀片30的扩大部31供线状物20固定。在扩大部31供线状物20固定,由此能够充分确保导电性前端刀片30与线状物20的接触面积,能够提高导电性前端刀片30与线状物20的接合强度,从而能够提高耐久性。
88.如图3所示,导电性前端刀片30优选在远位端部具有最大外径大于筒状部件10的最小内径的前端部32。导电性前端刀片30具有前端部32,由此能够防止在将导电性前端刀片30的远位端推压于病变部时等,导电性前端刀片30的整体被收纳于筒状部件10的内腔而无法进行病变部的切开,从而能够顺畅地进行手术。
89.前端部32的最大外径优选为筒状部件10的最小内径的1.1倍以上,更优选为1.3倍以上,进一步优选为1.5倍以上。通过将前端部32的最大外径与筒状部件10的最小内径的比率的下限值设定在上述范围,能够充分确保前端部32与筒状部件10的最小内径的部分接触的面积。因此,即使在对导电性前端刀片30的远位端强烈地施加朝向近位侧的力的情况下,也能够使导电性前端刀片30为从筒状部件10的远位端10d露出的状态。另外,前端部32的最大外径优选为筒状部件10的最小内径的3.5倍以下,更优选为3倍以下,进一步优选为2.5倍以下。通过将前端部32的最大外径与筒状部件10的最小内径的比率的上限值设定在上述范围,能够防止前端部32的外径变得过大,从而容易严格地控制病变部的切开部位。
90.内窥镜用处置器具1优选具有与筒状部件10的近位端部及线状物20的近位端部分别连接的操作部40。操作部40是在使内窥镜用处置器具1动作时供使用者把持的部件。内窥镜用处置器具1具有操作部40,由此容易进行用于使导电性前端刀片30从筒状部件10的远位端10d伸出或缩回的线状物20向长轴方向的移动,从而内窥镜用处置器具1的操作变得容易。
91.虽然未图示,但内窥镜用处置器具1优选在线状物20的外方侧且筒状部件10的内方侧具有加强筒部件,加强筒部件的近位端部与操作部40连接。加强筒部件的近位端部与操作部40连接,由此在为了将内窥镜用处置器具1向处置对象部位送入而对操作部40向内窥镜用处置器具1的前端侧施加力时,施加于操作部40的力容易传递至筒状部件10及线状物20,从而内窥镜用处置器具1容易到达处置对象部位。
92.本技术主张基于在2019年3月22日申请的日本专利申请第2019
‑
55564号的优先权的权益。本技术通过参考来引用在2019年3月22日申请的日本专利申请第2019
‑
55564号的说明书的全部内容。
93.实施例
94.以下,举出实施例对本发明更具体地进行说明,但本发明当然不受下述实施例的限制,当然也能够在符合上述、后述的主旨的范围内适当地加以变更而实施,这些都包括在本发明的技术范围内。
95.(实施例1)
96.图5表示内窥镜用处置器具1的表面滑动试验的示意图。如图5所示,在实施例1所涉及的内窥镜用处置器具1的距离筒状部件10的远位端10d10cm的近位侧的外表面的地点,使聚酯片100的边与筒状部件10的外表面以在近位侧所成的角度为30~40度的方式接触。聚酯片100使用将厚度0.1mm的聚酯制的ohp片切成纵向5cm,横向5cm的片。
97.使与筒状部件10接触的聚酯片100朝向筒状部件10的远位端10d以沿着筒状部件10的外表面的方式移动,确认聚酯片100是否钩挂于筒状部件10的外表面。合计进行10次该表面滑动试验,测定聚酯片100钩挂于筒状部件10的外表面的次数。在图5所示的实施例1的内窥镜用处置器具1中,在聚酯片100从距离筒状部件10的远位端10d10cm的近位侧的地点朝向筒状部件10的远位端10d移动合计10次的情况下,聚酯片100钩挂于筒状部件10的远位
端部的台阶,因此聚酯片100钩挂于筒状部件10的外表面的次数为10次中10次。
98.(比较例1)
99.图6表示使用了现有的内窥镜用处置器具201的表面滑动试验的示意图。如图6所示,使用现有的内窥镜用处置器具201,与实施例1同样,进行如下表面滑动试验:使与现有的筒状部件210接触的聚酯片100朝向筒状部件210的远位端210d以沿着筒状部件210的外表面的方式移动,确认聚酯片100是否钩挂于筒状部件210的外表面。在图6所示的比较例1的现有的内窥镜用处置器具201中,由于现有的筒状部件210的表面平滑,因此在从距离筒状部件210的远位端210d10cm的近位侧的地点朝向筒状部件210的远位端210d移动合计10次时,聚酯片100钩挂于筒状部件210的外表面的次数为10次中小于9次。
100.实施例1的内窥镜用处置器具1在使聚酯片100沿着筒状部件10的外表面移动10次时,聚酯片100钩挂于筒状部件10的次数为9次以上,由此也可以说病变部的组织容易钩挂于筒状部件10的外表面。因此,实施例1的内窥镜用处置器具1与比较例1的现有的内窥镜用处置器具201相比,在利用导电性前端刀片30切开病变部时,筒状部件10的远位端部不易从病变部的组织滑动,从而能够稳定地进行病变部的切开。
101.附图标记说明
[0102]1…
内窥镜用处置器具;10
…
筒状部件;10d
…
筒状部件的远位端;11
…
锥形部;20
…
线状物;20d
…
线状物的远位端;30
…
导电性前端刀片;30p
…
导电性前端刀片的近位端;31
…
扩大部;32
…
前端部;40
…
操作部;100
…
聚酯片;201
…
现有的内窥镜用处置器具;210
…
现有的筒状部件;210d
…
现有的筒状部件的远位端;a
…
地点a;b
…
地点b;c
…
地点c;a
…
地点a;b
…
地点b;θ1
…
锥形部与比锥形部靠近位侧的筒状部件的外表面在远位侧所成的角度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。