1.本发明属于制造业中的基于特征的数控工艺设计、工艺数据的挖掘与重用领域,尤其涉及一种基于动态加工特征的复杂零件轮廓自适应精加工方法。
背景技术:
2.近年来,如何分析、挖掘与重用工艺数据中包含的工艺知识在零件的快速制造过程中正变得愈发重要,尤其对于航空、航天等领域的单件、小批量复杂零件。传统的工艺知识重用主要采用基于静态特征的工艺数据表征与复用方法。但是,由于静态特征一旦定义,在零件动态加工过程中其关联的加工区域保持不变,难以反映设计人员根据不同的工艺情境(包括加工几何、加工资源、加工阶段)对不同加工区域进行动态组合优化加工,因而不支持工艺设计意图引导的工艺知识重用。
3.针对静态特征在工艺知识重用方面的不足,动态特征被提出对工艺数据进行多层次结构化表征,以有效反映与捕获设计人员在不同工艺情境下的工艺设计意图。此外,已有工艺知识主要通过已制单个零件采用相似性评价方法直接被重用,未能从工艺数据中挖掘潜在规律,因而仍停留在个性化实例重用阶段,难以有效泛化。为了实现数据驱动与基于动态特征的自适应数控工艺设计,还需要解决如下几个关键问题:
4.(1)如何从工艺数据中学习与挖掘隐含的工艺知识,将其应用于不同工艺情境下的工艺参数决策(如切削层、切深、进给率等);(2)如何根据不同工艺情境识别动态特征,以对不同加工区域进行组合优化加工,提高数控加工效率。
技术实现要素:
5.发明目的:针对以上问题,本发明提出一种基于动态加工特征的复杂零件轮廓自适应精加工方法,该方法首先采用深度学习对基于动态特征的多层次结构化工艺数据进行学习与挖掘,提取工艺数据中隐含的不同工艺情境与切削层之间的映射模式f。然后,根据f预测子加工区域的切削层,对具有几何依赖关系的子加工区域的切削层进行自适应调整,并且根据切削层判定子加工区域之间的可合并性。最后,对具有相同切削层的不同子加工区域采用遗传算法计算优化的加工路径,从而构建子加工区域之间的工艺情境合并关系,实现动态特征的识别。
6.本发明解决其技术问题所采用的技术方案是:一种基于动态加工特征的复杂零件轮廓自适应精加工方法,包括以下步骤:
7.(a)从结构化工艺数据库中提取出轮廓精加工工艺数据,并且对其进行表征与深度学习,获得轮廓精加工切削层决策模型,提取工艺数据中不同工艺情境与切削层之间的映射模式f;
8.(b)根据所述决策模型预测子加工区域的切削层,进行子加工区域切削层自适应调整、子加工区域之间同切削层判定与路径优化;
9.(c)计算具有相同切削层的不同子加工区域之间的工艺情境合并关系,实现动态
特征的识别,并且构建驱动几何;
10.所述动态特征定义为给定工艺情境下刀具可连续切削的共性加工区域df,表示为
[0011][0012]
其中,z
s
、z
e
分别为动态特征的顶面与底面,dg为动态特征的驱动几何,smr
i
为具有几何依赖关系的子加工区域,g()为驱动几何构建函数;
[0013]
在给定工艺情境下,smr
i
在[z
s
,z
e
]之间具有相同的切削层,并且刀具在每一切削层对smr
i
进行无干涉连续加工,i=1,
…
,n,n为子加工区域的数量。
[0014]
进一步的,所述步骤(a)具体包括:
[0015]
1.1在轮廓精加工工艺情境下,对轮廓精加工工艺数据进行表征;
[0016]
1.2根据1.1中表征的轮廓精加工工艺数据,采用深度神经网络分类器模型对给定轮廓精加工工艺情境下切削层隐式判定规则进行学习,获得轮廓精加工切削层决策模型。
[0017]
进一步的,所述步骤1.1中在轮廓精加工工艺情境下,对轮廓精加工工艺数据进行表征,具体如下:
[0018]
在轮廓精加工工艺情境下,根据刀具t与待加工几何决策轮廓精加工操作的切削层,将轮廓面的精加工描述为:
[0019]
给定一个在z
e
深处,侧面加工余量为a
e
,壁高为h的侧面,z
s
=z
e
h,当采用刀具t时,需要n个切削层;z
s
是动态特征顶面所对应的高度,z
e
是动态特征底面所对应的高度;
[0020]
对于结构化工艺数据中任意一个轮廓精加工样本,表示为轮廓精加工工艺情境x
i
与切削层n
i
之间的一个映射,记作
[0021]
x
i
={d,l,fl,z
s
,z
e
,a
e
}
→
x_label
i
=n
i
[0022]
其中,d为刀具的直径,l为刀具的长度,fl为刀具的刃长,x_label
i
为第i个预定义切削层。
[0023]
进一步的,所述步骤1.2中采用深度神经网络分类器模型对给定轮廓精加工工艺情境下切削层隐式判定规则进行学习,具体如下:
[0024]
采用一个四层深度神经网络分类器模型对给定轮廓精加工工艺情境下切削层隐式判定规则进行学习,获得轮廓精加工切削层决策模型;
[0025]
模型的输入层为与轮廓精加工切削层计算相关的工艺情境参数x={x
i
};隐藏层为2个具有20个节点的全连接层;
[0026]
模型的输出层为x
i
映射到预定义切削层x_labels={n
j
}中每个元素n
j
的概率p
ij
,表示x
i
需要n
j
个切削层进行轮廓精加工的可能性。
[0027]
进一步的,所述子加工区域切削层自适应调整,具体如下:
[0028]
根据映射模式f得到子加工区域smr
i
的切削层n
i
,表达式为
[0029][0030]
其中,a
p
为切深,h为动态特征顶面和底面的高度差值,为每一层的有效切深,a
max
为刀具允许的最大切深,[]为取整运算;通过对smr
i
的每个切削层的进行自适应调整,使得n
i
保持不变;
[0031]
给定2个具有几何依赖关系的子加工区域smr
i
与smr
j
,其中,smr
i
为目标子加工区域,smr
j
为需要被合并的子加工区域,smr
j
依赖于smr
i
,smr
i
与smr
j
的轮廓精加工分别需要n
i
与n
j
个切削层,n
i
≤n
j
;
[0032]
如果smr
i
与smr
j
合并,则smr
j
在之间的轮廓面与smr
i
具有相同的切削层,分别为smr
j
的顶面高度、smr
i
的底面高度;为smr
j
的底面高度;而smr
j
在之间的轮廓面的切削层为n
j
‑
n
i
个,需要满足如下等式:
[0033][0034]
其中,轮廓面每一切削层的切深由调整为调整为为smr
j
的切削层每一层的有效切深,为smr
i
的切削层每一层的有效切深;轮廓面每一切削层的切深由调整为调整为为调整过后的子加工区域smr
j
的切削层每一层的有效切深;h
j
为smr
j
的顶面与底面的高度差值;
[0035]
根据smr
i
与smr
j
之间的空间几何位置关系,子加工区域切削层的自适应调整分为如下2种情况:
[0036]
1)当n
i
=n
j
时,如果则的切深由减小为减小为至少需要1个切削层,smr
j
至少需要n
j
1个切削层,smr
i
不与smr
j
合并;如果则smr
i
与smr
j
合并,记作
[0037]
2)当n
i
≠n
j
时,根据与之间的关系,分为如下两种类型:
[0038]
2a)类型ii,
[0039]
smr
i
与smr
j
在之间具有相同的切削层,其合并,记作
[0040]
2b)类型iii,
[0041]
根据映射模式f预测的切削层是否为n
j
‑
n
i
个;如果满足,则smr
i
与smr
j
合并,记作反之,则不合并。
[0042]
进一步的,计算具有相同切削层的不同子加工区域之间的合并关系,识别动态特征,具体包括:
[0043]
根据子加工区域之间的几何依赖关系,自顶向下获得与每个目标子加工区域smr
i
具有可合并关系的待合并子加工区域smr
j
,记作s
i
;
[0044]
给定s
i
中任意一个子加工区域smr
i
,其由n个轮廓链c
ij
组成,每个轮廓链由一组相邻轮廓面构成,记作smr
i
={c
ik
},1≤k≤n;构建轮廓链之间虚拟连续切削与非连续切削判定规则;
[0045]
根据轮廓链之间虚拟连续切削与非连续切削判定规则,构建s
i
的一个轮廓链邻接属性图g
i
,将轮廓精加工动态特征识别转化为g
i
的顶点与边访问路径优化;
[0046]
在轮廓精加工工艺情境下,所有访问路径中时间最短的那个解为最优动态特征,通过遗传算法求解最优动态特征。
[0047]
进一步的,构建轮廓链之间虚拟连续切削与非连续切削判定规则,具体如下:
[0048]
如果子加工区域smr
i
与smr
j
合并为一个动态特征,则smr
i
与smr
j
之间至少存在一对(c
in
,c
jm
),使刀具在c
im
与c
jn
之间沿构建的虚拟轮廓连续切削;
[0049]
反之,如果smr
i
与smr
j
之间不存在(c
in
,c
jm
),则smr
i
与smr
j
不合并为一个动态特征,表明通过刀具的非连续切削的加工时间比刀具的连续切削时间要低;
[0050]
给定s
i
中任意两个不相邻轮廓链c
in
与c
jm
,如果c
in
与c
jm
满足如下其中一个条件:
[0051]
1)c
in
与c
jm
之间存在一条可共直线或共圆弧的边;
[0052]
2)c
in
与c
jm
之间不超过2个轮廓面相邻;
[0053]
则在c
in
与c
jm
之间构建一个虚拟轮廓面连接c
in
与c
jm
,使得刀具在c
in
与c
jm
之间连续切削,记作vcm(c
in
,c
jm
)=1。
[0054]
进一步的,构建s
i
的一个轮廓链邻接属性图g
i
,将轮廓精加工动态特征识别转化为g
i
的顶点与边访问路径优化,具体如下:
[0055]
基于轮廓链之间虚拟连续切削与非连续切削判定规则,构建s
i
的一个轮廓链邻接属性图g
i
,其顶点对应轮廓链,边对应轮廓链之间的关系,包括相邻、虚拟连续切削与非连续切削,顶点之间可存在多条路径;
[0056]
轮廓精加工动态特征识别转化为g
i
的顶点与边访问路径优化,通过每一组顶点与边访问路径l
i
得到s
i
中子加工区域的轮廓精加工时间t
i
;所有访问路径中时间最短的那个解为最优动态特征。
[0057]
进一步的,通过遗传算法求解所有访问路径中时间最短的那个解,即,最优动态特征,具体如下:
[0058]
所述最优动态特征,记作
[0059][0060]
其中,t为最短访问时间,t(*)表示路径访问时间,为根据l
i
中虚拟连续切削边构建的新轮廓链,r
ij
为l
i
中的非切削边,n与m分别为与r
ij
的数量;
[0061]
采用遗传算法对上述公式进行求解,每个个体c由顶点之间的虚拟边序列构成;
[0062]
其中,每个基因c
i
表示两个顶点之间是否连续切削,如果c
i
为1,表示两个顶点之间连续切削;反之,则刀具需要进行非切削移动;
[0063]
根据每个个体c,通过重构轮廓精加工的驱动几何,计算基于该个体的最优轮廓精加工时间。
[0064]
进一步的,基于遗传算法,不同子加工区域之间轮廓链精加工路径优化步骤如下:
[0065]
step1:根据个体表示方法,随机产生指定数量的初始种群,并作为当前种群;
[0066]
step2:计算当前种群中每个个体的适应度,并将具有最大适应度的个体标记为当前种群中最优的;
[0067]
step3:与上一轮搜索的最优个体作比较,如果当前种群中最优的个体比其优,则对其进行更新;
[0068]
step4:基于当前种群的个体适应度值,采用轮盘赌方法从中选择两个个体,并对这两个个体相继执行交叉、变异操作,以生成新的个体;
[0069]
step5:重复step4直到产生下一代种群;
[0070]
step6:重复step2~step5,直到达到收敛容差或者最大迭代次数,并从所有种群中挑选具有最优适应度的个体作为优化解;
[0071]
step7:根据最优个体,提取不同子加工区域之间的轮廓精加工工艺情境合并关系,并且构建驱动几何,实现轮廓精加工工艺情境下的动态特征识别。
[0072]
有益效果:与现有技术相比,本发明的技术方案具有以下有益的技术效果:
[0073]
(1)提出了动态特征,可充分考虑加工资源的性能,以有效反映子加工区域在不同工艺情境下的合并关系,从而提高数控工艺设计的柔性。
[0074]
(2)通过工艺数据的深度学习与挖掘,可有效提取给定工艺情境下切削层隐式判定规则,从而弥补已有基于预定义规则方法难以动态扩展的不足,提高切削层决策的泛化性能。
[0075]
(3)通过融入优化,可实现不同工艺情境下具有相同切削层的不同子加工区域之间的合并计算,从而提高数控加工效率,以弥补已有方法采用保守分层加工策略的不足。
附图说明
[0076]
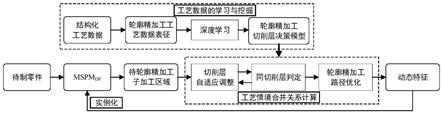
图1是本发明方法总体框架;
[0077]
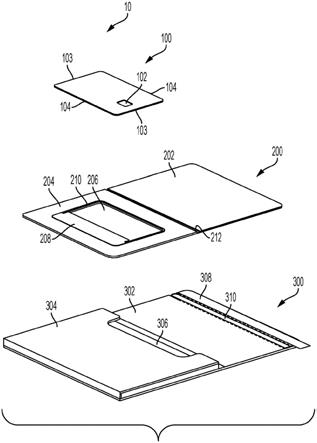
图2是本发明方法轮廓精加工示意图;
[0078]
图3是本发明方法轮廓精加工切削层决策模型示意图;
[0079]
图4是本发明方法子加工区域切削层自适应计算示意图;
[0080]
图5是本发明方法子加工区域动态特征合并计算示意图;
[0081]
图6是本发明方法不相邻轮廓链虚拟连接示例图;
[0082]
图7是本发明方法部分轮廓链邻接属性图示意图;
[0083]
图8是本发明方法遗传算法个体表示示意图。
具体实施方式
[0084]
下面结合附图和实施例对本发明的技术方案作进一步的说明。
[0085]
图1为基于动态加工特征的复杂零件轮廓自适应精加工方法总体框图,首先从结构化工艺数据库中提取出轮廓精加工工艺数据,并且对其进行表征与深度学习,以获得轮廓精加工切削层决策模型;其次根据轮廓精加工切削层决策模型,进行切削层自适应调整、子加工区域之间同切削层判定与路径优化;最后计算子加工区域之间的工艺情境合并关系,从而实现动态特征的识别。
[0086]
本发明所述的基于动态加工特征的复杂零件轮廓自适应精加工方法,包括以下步骤:
[0087]
(a)从结构化工艺数据库中提取出轮廓精加工工艺数据,并且对其进行表征与深度学习,获得轮廓精加工切削层决策模型,提取工艺数据中不同工艺情境与切削层之间的映射模式f。
[0088]
(a1)在轮廓精加工工艺情境下,对轮廓精加工工艺数据进行表征,具体包括:
[0089]
如图2所示,在轮廓精加工工艺情境下,根据刀具t与待加工几何决策轮廓精加工操作的切削层,将轮廓面的精加工描述为:
[0090]
首先定义动态特征为给定工艺情境下刀具可连续切削的共性加工区域df,表示为
[0091][0092]
其中,z
s
、z
e
分别为动态特征的顶面与底面,dg为动态特征的驱动几何,smr
i
为具有几何依赖关系的子加工区域,g()为驱动几何构建函数;
[0093]
因此,在给定工艺情境下,smr
i
在[z
s
,z
e
]之间具有相同的切削层,并且刀具在每一切削层可以高效地对smr
i
进行无干涉连续加工,i=1,
…
,n,n为子加工区域的数量;
[0094]
给定一个在z
e
深处,侧面加工余量为a
e
,壁高为h的侧面,z
s
=z
e
h,当采用刀具t时,需要n个切削层;z
s
是动态特征顶面所对应的高度,z
e
是动态特征底面所对应的高度;
[0095]
对于结构化工艺数据中任意一个轮廓精加工样本,表示为轮廓精加工工艺情境x
i
与切削层n
i
之间的一个映射,记作
[0096]
x
i
={d,l,fl,z
s
,z
e
,a
e
}
→
x_label
i
=n
i
[0097]
其中,d为刀具的直径,l为刀具的长度,fl为刀具的刃长,x_label
i
为第i个预定义切削层。
[0098]
(a2)根据表征的轮廓精加工工艺数据,采用深度神经网络分类器模型对给定轮廓精加工工艺情境下切削层隐式判定规则进行学习,获得轮廓精加工切削层决策模型,具体包括:
[0099]
轮廓精加工工艺数据的深度学习是构建一个训练的神经网络,可以有效的从训练样本中记忆输入工艺情境数据x={x
i
}与相应的预定义切削层x_labels={n
i
}之间的一个映射f,记作n
i
=f(x
i
);鉴于深度学习具有强大的特征自提取与非线性映射能力,同时由于x_labels为离散变量集合,采用一个四层深度神经网络分类器模型对给定轮廓精加工工艺情境下切削层隐式判定规则进行学习;
[0100]
模型的输入层为与轮廓精加工切削层计算相关的工艺情境参数x={x
i
};隐藏层为2个具有20个节点的全连接层(20
×
20);
[0101]
模型的输出层为x
i
映射到预定义切削层x_labels={n
j
}中每个元素n
j
的概率p
ij
,表示x
i
需要n
j
个切削层进行轮廓精加工的可能性,记作
[0102][0103]
式中,工艺情境数据x={x
i
}与相应的预定义切削层x_labels={n
j
}之间的映射f,记作n
j
=f2(x
i
)。最后x_label
i
等于n
j
,其具有最大概率p
ij
,轮廓精加工切削层决策模型如图3所示。
[0104]
(b)根据所述决策模型预测子加工区域的切削层,进行子加工区域切削层自适应调整、子加工区域之间同切削层判定与路径优化。
[0105]
所述子加工区域切削层自适应调整,具体如下:
[0106]
根据映射模式f得到子加工区域smr
i
的切削层n
i
,每一层的有效切深为然而,在实际数控工艺设计过程中,不同设计人员通常设置不同的切深a
p
,但最终可获得相同的n
i
,表达式为
[0107][0108]
其中,a
p
为切深,h为动态特征顶面和底面的高度差值,为每一层的有效切深,a
max
为刀具允许的最大切深,[]为取整运算;
[0109]
但是,由于smr
i
的几何因素,在实际加工过程中未按照设定的a
p
进行加工,因而可以对smr
i
的每个切削层的进行自适应调整,使得n
i
保持不变;
[0110]
给定2个具有几何依赖关系的子加工区域smr
i
与smr
j
,其中,smr
i
为目标子加工区域,smr
j
为需要被合并的子加工区域,smr
j
依赖于smr
i
,根据f可知smr
i
与smr
j
的轮廓精加工分别需要n
i
与n
j
个切削层,n
i
≤n
j
;
[0111]
如果smr
i
与smr
j
合并,则smr
j
在之间的轮廓面与smr
i
具有相同的切削层,分别为smr
j
的顶面高度、smr
i
的底面高度;为smr
j
的底面高度;而smr
j
在之间的轮廓面的切削层为n
j
‑
n
i
个,需要满足如下等式:
[0112][0113]
其中,轮廓面每一切削层的切深由调整为调整为为smr
j
的切削层每一层的有效切深,为smr
i
的切削层每一层的有效切深;轮廓面每一切削层的切深由调整为调整为为调整过后的子加工区域smr
j
的切削层每一层的有效切深;h
j
为smr
j
的顶面与底面的高度差值;
[0114]
根据smr
i
与smr
j
之间的空间几何位置关系,子加工区域切削层的自适应调整分为如下2种情况:
[0115]
1)当n
i
=n
j
时,如果则的切深由减小为减小为至少需要1个切削层,smr
j
至少需要n
j
1个切削层,此时,smr
j
的轮廓精加工效率将降低,因而smr
i
不与smr
j
合并;但是,如果则smr
i
与smr
j
合并,记作
[0116]
2)当n
i
≠n
j
时,根据与之间的关系,分为如下两种类型:
[0117]
2a)类型ii,
[0118]
的每一切削层的切深由增大为增大为的每一切削层的切深由减小为通过切深的自适应调整,越深的轮廓面采用越小的切深,相对更加安全,尤其适合于小刀具;另外,仍可依据计算切削层,因而smr
j
的切削层可能小于n
j
个,即通过子加工区域合并可以减小切削层数量;因此,smr
i
与smr
j
在之间具有相同的切削层,其可以合并,记作
[0119]
2b)类型iii,
[0120]
的每一切削层的切深由减小为而的切削层的切深由增大为使得smr
j
的切削层n
j
保持不变。但是,当较深的轮廓面采用较大的切深时,较小的刀
具容易断,因而需要根据映射模式f预测的切削层是否为n
j
‑
n
i
个,如果满足,亦即下式成立:
[0121][0122]
则smr
i
与smr
j
可以合并,记作反之,则不可以合并。
[0123]
图4所示为子加工区域切削层自适应计算示意图,图4(b),4(c)与图4(e),4(f)分别给出了两类子加工区域切削层自适应调整示例。由图可知,smr2的上层切深由6.67增大为8,而下层的由6.67减小为4。因此,从刀具角度smr2的下层轮廓精加工相对保守,但也更加安全。smr3的上层切深由9减少为8,而下层由9增大为11。因此,从刀具角度smr3的下层轮廓精加工更加激进,需由f来进一步判断其合理性。
[0124]
(c)计算具有相同切削层的不同子加工区域之间的工艺情境合并关系,实现动态特征的识别,并且构建驱动几何,具体包括:
[0125]
(c1)基于上述子加工区域自适应调整策略,根据子加工区域之间的几何依赖关系,自顶向下获得与每个目标子加工区域smr
i
具有i,ii,iii类可合并关系的待合并子加工区域smr
j
,记作s
i
:
[0126][0127]
但是,smr
i
与smr
j
是否可以合并为一个动态特征与其轮廓面的几何相对位置有关。
[0128]
(c2)给定s
i
中任意一个子加工区域smr
i
,其由n个轮廓链c
ij
组成,每个轮廓链由一组相邻轮廓面构成,记作smr
i
={c
ik
},1≤k≤n;构建轮廓链之间虚拟连续切削与非连续切削判定规则;具体如下:
[0129]
根据动态特征定义,如果子加工区域smr
i
与smr
j
可以合并为一个动态特征,则smr
i
与smr
j
之间至少存在一对(c
in
,c
jm
),使刀具在c
im
与c
jn
之间按进给速度沿新构建的虚拟轮廓连续切削,无需非切削移动(包括下刀、抬刀与快速等),子加工区域动态特征合并计算如图5所示;
[0130]
反之,如果smr
i
与smr
j
之间不存在(c
in
,c
jm
),则smr
i
与smr
j
不可以合并为一个动态特征,表明通过刀具的非连续切削的加工时间比刀具的连续切削时间要低;
[0131]
通常,刀具的虚拟连续切削存在于共直线/共圆弧或共简单轮廓的两个轮廓链之间,因此,给定s
i
中任意两个不相邻轮廓链c
in
与c
jm
,如果c
in
与c
jm
满足如下其中一个条件:
[0132]
1)c
in
与c
jm
之间存在一条可共直线或共圆弧的边;
[0133]
2)c
in
与c
jm
之间不超过2个轮廓面相邻;
[0134]
则在c
in
与c
jm
之间构建一个虚拟轮廓面连接c
in
与c
jm
,使得刀具在c
in
与c
jm
之间连续切削,记作vcm(c
in
,c
jm
)=1。
[0135]
图6所示为不相邻轮廓链虚拟连接示例图,由图可知,smr1~6之间共圆弧,smr
7,8
、smr
9,10
与smr
11,12
共直线,smr
11,12
与smr
13
~
16
属于1轮廓面相邻,因而可以在它们之间构建虚拟轮廓面,使得刀具能够连续切削。
[0136]
(c3)根据轮廓链之间虚拟连续切削与非连续切削判定规则,构建s
i
的一个轮廓链邻接属性图g
i
,将轮廓精加工动态特征识别转化为g
i
的顶点与边访问路径优化,具体如下:
[0137]
基于轮廓链之间虚拟连续切削与非连续切削判定规则,构建s
i
的一个轮廓链邻接
属性图g
i
,其顶点对应轮廓链,边对应轮廓链之间的关系,包括相邻、虚拟连续切削与非连续切削,顶点之间可存在多条路径;部分轮廓链邻接属性图示意如图7;
[0138]
轮廓精加工动态特征识别转化为g
i
的顶点与边访问路径优化,通过每一组顶点与边访问路径l
i
得到s
i
中子加工区域的轮廓精加工时间t
i
,包括连续切削与非切削;在轮廓精加工工艺情境下,所有访问路径中时间最短的那个解为最优动态特征。
[0139]
(c4)鉴于遗传算法的全局搜索优势,通过遗传算法求解所有访问路径中时间最短的那个解,即,最优动态特征,具体如下:
[0140]
所述最优动态特征,记作
[0141][0142]
其中,t为最短访问时间,t(*)表示路径访问时间,为根据l
i
中虚拟连续切削边构建的新轮廓链,r
ij
为l
i
中的非切削边,n与m分别为与r
ij
的数量;
[0143]
采用遗传算法对上述公式进行求解,图8所示为遗传算法个体表示示意图,每个个体c由顶点之间的虚拟边序列构成;
[0144]
其中,每个基因c
i
表示两个顶点之间是否连续切削,如果c
i
为1,表示两个顶点之间连续切削;反之,则刀具需要进行非切削移动;
[0145]
根据每个个体c,通过重构轮廓精加工的驱动几何,计算基于该个体的最优轮廓精加工时间;个体适应度函数f(c)定义为每个个体的访问时间t(c)取倒数,即
[0146][0147]
根据遗传算法的基本步骤,不同子加工区域之间轮廓链精加工路径优化步骤如下:
[0148]
step1:根据个体表示方法,随机产生指定数量的初始种群,并作为当前种群;
[0149]
step2:计算当前种群中每个个体的适应度,并将具有最大适应度的个体标记为当前种群中最优的;
[0150]
step3:与上一轮搜索的最优个体作比较,如果当前种群中最优的个体比其优,则对其进行更新;
[0151]
step4:基于当前种群的个体适应度值,采用轮盘赌方法从中选择两个个体,并对这两个个体相继执行交叉、变异操作,以生成新的个体;
[0152]
step5:重复step4直到产生下一代种群;
[0153]
step6:重复step2~step5,直到达到收敛容差或者最大迭代次数,并从所有种群中挑选具有最优适应度的个体作为优化解;
[0154]
step7:根据最优个体,提取不同子加工区域之间的轮廓精加工工艺情境合并关系,并且构建驱动几何,实现轮廓精加工工艺情境下的动态特征识别。
[0155]
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。