1.本技术涉及陶瓷加工技术领域,具体而言,涉及一种陶瓷原料加工系统。
背景技术:
2.目前,随着自动化技术的发展,陶瓷生产也逐渐趋向自动化,制粉以及放粉是陶瓷生产中的重要步骤。制粉是把高压雾化的泥浆通过热风炉提供的热风在喷雾塔内进行热交换,使泥浆变成粉料的过程。主要控制工艺参数是粉料水分、颗粒级配、容重等。主要设备是喷雾塔。制粉工艺非常重要,通常以“目”的大小来区分粉料质量高低。储料是将备制好的粉料存入粉仓中,内部一些有机物腐蚀使其具有一定粘性、水分均匀等,最终使该批粉料各项物理性能基本一致以满足成型、干燥与烧成的要求。主要设备为若干粉仓。
3.放粉是将粉仓中的原材料传送到压机料斗中的过程,在此期间还需要对压机料斗内物料进行进一步地去杂处理。当前的陶瓷原料加工系统没有反馈系统,也无法对原料的比例进行自动调节。
技术实现要素:
4.本技术实施例提供了一种陶瓷原料加工系统,包括:用于存储原材料的粉仓、用于调节原材料比例的流量电子秤、用于清除杂质的干粉除铁机、用于储存陶瓷粉的压机料斗、控制器;
5.所述压机料斗设置有料位传感器;
6.所述料位传感器和所述流量电子秤连接所述控制器。
7.在上述实现过程中,所述粉仓存储有前期初步处理得到的原材料,陶瓷原料加工系统中的各部件对所述粉仓内的原材料进行运送、比例调节、最终将符合制备要求的粉末送入到所述压机料斗中。所述传感器采集压机料位差为基点,传感器将数据传送到控制器中,所述控制器通过plc控制过程运算,当压机料斗内物料太多时,控制所述流量电子秤的运行速度或使其停止工作,满足生产需求。所述流量电子秤可以接收输入比例,通过控制流速实现物料的比例调整。物料再经干粉除铁机进行铁质筛除,最终将没有杂质并且符合比例要求的物料送入压机料斗中。
8.进一步地,在第一方面一种可能的实施方式中,所述流量电子秤和所述干粉除铁机之间安装有过滤衮筛。
9.在上述实现过程中,所述过滤衮筛将颗粒较大的杂质进行筛除,得到较为纯净的物料。
10.进一步地,在第一方面一种可能的实施方式中,所述粉仓内安装有振动器,用于分离所述粉仓上的粘料物块。
11.在上述实现过程中,由于原材料具有一定的粘性,仓料源放完时仓壁会有粘壁料块,此时可以通过振动器将其分离脱落,保证工作效率同时不损伤设备。
12.进一步地,在第一方面一种可能的实施方式中,所述干粉除铁机和所述压机料斗
制件安装有输送带。
13.在上述实现过程中,所述干粉除铁机将经过除铁的物料运送到压机料斗中。
14.进一步地,在第一方面一种可能的实施方式中,所述振动器为气源动力振动器。
15.在上述实现过程中,粉仓料源放完时仓壁会有粘壁料块,此时可以通过振动器将其分离脱落,该振动器采用气源为动力无直接触冲击,可以使振动器上不粘连料块。
16.进一步地,在第一方面一种可能的实施方式中,所述压机料斗上安装有人机交互设备,所述人机交互设备连接所述控制器。
17.在上述实现过程中,所述交互设备允许对整个系统进行两地控制,可以同时在控制室以及压机料斗上对系统的工作状态进行调节,工作状态包括传送的运行速度,电力流量秤的运行速度。
18.进一步地,在第一方面一种可能的实施方式中,所述输送带上安装有透明pvc板。
19.在上述实现过程中,原材料里含有铁质对陶瓷产品质量影响很大故该系统采用干式自动除铁装置再次对粉料除铁质来达到产品需求,同时利用pvc板材制作成半封闭式输送带瓦棚防止灰尘杂质污染粉料。
20.进一步地,在第一方面一种可能的实施方式中,所述压机料斗内安装有十字隔板,用于防止粉料分层。
21.在上述实现过程中,粉料由于其物理特性容易分层,在压机料斗内能对的粉料进行搅拌,防止粉料分层。
22.进一步地,在第一方面一种可能的实施方式中,所述控制器包括网络模块。
23.在上述实现过程中,所述控制器中的网络模块可以允许整个系统与其他数据网进行组网连接,传输数据。
24.进一步地,在第一方面一种可能的实施方式中,所述控制器包括可编程逻辑控制器。
25.在上述实现过程中,可编程控制器扩展性和可靠性高,采用可编程逻辑控制器可以进一步提高所述陶瓷原料加工系统的性能。
附图说明
26.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
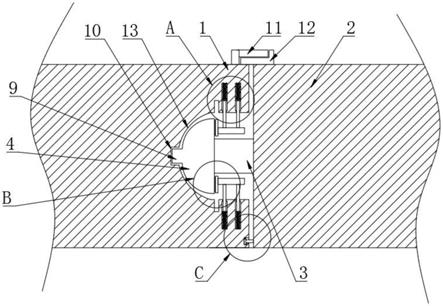
27.图1为本技术实施例提供的陶瓷原料加工系统示意图。
28.图标:1
‑
粉仓;2
‑
流量电子秤;3
‑
控制器;4
‑
压机料斗;5
‑
干粉除铁机;6
‑
过滤衮筛;7
‑
输送带;8
‑
人机交互设备;9
‑
监控摄像头。
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本技术的
描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
31.放粉是将粉仓中的粉传送到压机料斗中的过程,是陶瓷原料生产过程中重要的一个环节,在放粉期间陶瓷原料加工系统需要对压机料斗内物料进行进一步地去杂处理。当前的陶瓷原料加工系统没有反馈系统,也无法对原料的比例进行自动调节。
32.实施例1
33.参见图1,本技术提供了一种陶瓷原料加工系统,包括:用于存储原材料的粉仓1、用于调节原材料比例的流量电子秤2、用于清除杂质的干粉除铁机5、用于存储物料的压机料斗4、控制器3;
34.压机料斗4设置有料位传感器;
35.料位传感器和流量电子秤2连接控制器3。
36.粉仓存储有前期初步处理得到的原材料,陶瓷原料加工系统中的各部件对粉仓内的原材料进行运送、比例调节、最终将符合制备要求的粉末送入到压机料斗4中。传感采集压机料位差作为基点,传感器将数据传送到控制器3中,控制器3通过可编程逻辑控制器(plc)控制过程运算,当压机料斗4内物料太多时,控制流量电子秤2的运行速度或使其停止工作,满足生产需求。流量电子秤2可以接收输入比例,通过实现控制流速实现物料的比例调节。物料再经干粉除铁机5进行铁质筛除,最终将没有杂质并且符合比例的物料送入压机料斗4中。生产系统中的其他部件都与控制器3连接,控制器3位于监控室内,监控室内的工作人员可以根据实际情况对生产系统的各个部件进行控制。示例性的,当干粉除铁机5发生卡滞时可以在控制室通过连接在控制器3上的人机交互设备8向控制器3发送命令进一步控制设备停止工作。
37.在一种可能的实施方式中,流量电子秤2和干粉除铁机5之间安装有过滤衮筛6。
38.粉仓中的原材料在经过一系列的处理之后还有少量的杂质,杂质中的颗粒相对于原材料的半径较大,过滤衮筛6将颗粒较大的杂质进行筛除,得到较为纯净的物料。过滤衮筛6是自动运作的,接收来自电子流量秤的原材料,经过筛选之后之间输送到下一环节。
39.值得注意的是,过滤衮筛6也可以连接控制器3,控制器3可以控制过滤衮筛6的震动频率以及工作状态,工作室的工作人员在通过判断当前整个系统的工作状态对过滤衮筛6以及其他部件的运行进行调节。
40.在一种可能的实施方式中,粉仓1内安装有振动器,用于分离粉仓上的粘料物块。
41.由于原材料具有一定的粘性,仓料源放完时仓壁会有粘壁料块,此时可以通过振动器将其分离脱落,保证工作效率同时不损伤设备。
42.干粉除铁机5和压机料斗4制件安装有输送带7。
43.干粉除铁机5将经过除铁的物料运送到压机料斗中。
44.值得注意的是,输送带7连接控制器3,监控室的工作人员可以根据当前工作系统的工作状态控制输送带7的运行速度。
45.在一种可能的实施方式中,振动器为气源动力振动器。
46.气动振动器,利用空气压缩机排出的高压气体通过气管接入产品进气口,当气体推动活塞上行,活塞上气室内气体受到挤压,受挤压的气体通过排气孔排出。当活塞上行至终点时,气体通过槽和气道自动切换通气方向,使气体进入活塞上气室。高压气体推压活塞下行至终点第一次循环结束,第二次循环开始,依次不断的往复循环使振动器产生平动和
晃动,从而产生振动力。
47.气动振动器以压缩空气作为动力源,耗气量小,既安全又节能。是在冷冻或高温环境中使用的理想装置,而且其体积小、故障少,安装及维护简易。
48.由于原材料具有一定的粘性,粉仓1料源放完时仓壁会有粘壁料块,此时可以通过振动器将其分离脱落,该振动器采用气源为动力无接触冲击,可以使振动器上没有粘连料块。
49.在一种可能的实施方式中,压机料斗4上安装有人机交互设备8,人机交互设备连接控制器3。
50.人机交互设备8允许对整个系统进行两地控制,可以同时在控制室以及压机料斗4上对系统的工作状态进行调节,工作状态包括传送的运行速度,电力流量秤的运行速度。
51.在一种可能的实施方式中,输送带7上安装有透明pvc板。
52.陶瓷原材料里含有铁质对陶瓷产品质量影响很大故该系统采用干式自动除铁装置再次对粉料除铁质来达到产品需求,同时利用pvc板材制作成半封闭式输送带瓦棚防止灰尘杂质污染粉料。
53.pvc板聚氯乙烯塑料是由氯乙烯单体经自由基聚合而成的聚合物,pvc发泡板具有防腐、防潮、防霉、不吸水、可钻、可锯、可刨、易于热成型、热弯曲加工等特性。
54.在一种可能的实施方式中,压机料斗4内安装有十字隔板,用于防止粉料分层。
55.粉料由于其物理特性容易分层,在压机料斗4内能对的粉料进行搅拌,防止粉料分层。
56.在一种可能的实施方式中,输送线利用瓦棚式覆盖防尘防杂质污染。利用布袋除尘装置使环保达标。同时在输送线上安装预警装置,超范围报警,失压连锁装置,方便维护保养。
57.示例性地,该输送线上的报警机制如下,该输送线具有2级预警装置:a类:直接中断本系统运行;比如某条输送带过载跳闸,工作电源失压,变频器控制器故障。b类:系统可以运行但影响产品质量或现场环境;比如位检测超时,除尘气压低于允许值,流量电子秤故障等。
58.系统在各个位置还安装有监控摄像头9,方便监控室操作人员观察现场的工作情况。
59.人机交互设备8无物理按钮及触点,整个系统采用rs485,rs232及以太网组网集中控制,防尘,故障少,运行稳定。
60.采用以太网通讯方式方便数据组网传输提供远程数据采集。rs232是标准接口,为d形9针头,所连接设备的接口的信号定义是一样的。rs485为标准标准a b
‑
modbus接口(也有使用9针接口的),每个设备的引脚定义也不一样。
61.在一种可能的实施方式中,所述控制器包括网络模块。
62.所述控制器中的网络模块可以允许整个系统与其他数据网进行组网连接,传输数据。
63.在一种可能的实施方式中,所述控制器包括可编程逻辑控制器。
64.可编程控制器扩展性和可靠性高,采用可编程逻辑控制器可以进一步提高所述陶瓷原料加工系统的性能。
65.plc编程是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。可编程序控制器3及其有关设备,都应按易于使工业控制系统形成一个整体,易于扩充其功能的原则设计。
66.随着微处理器、计算机和数字通信技术的飞速发展,计算机控制已扩展到了几乎所有的工业领域。现代社会要求制造业对市场需求作出迅速的反应,生产出小批量、多品种、多规格、低成本和高质量的产品,为了满足这一要求,生产设备和自动生产线的控制系统必须具有极高的可靠性和灵活性,plc编程正是顺应这一要求出现的,它是以微处理器为基础的通用工业控制装置。
67.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
68.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
69.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。