1.本发明涉及固废回收再利用技术领域,具体涉及一种工业固废处理系统及方法。
背景技术:
2.这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
3.风电叶片等工业固废因为其难以降解、回收处理流程复杂等难题,其回收再利用未有好的解决方案,目前风电叶片粉碎回收后再添加进建筑或木塑材料,增强材料性能,可实现废旧风电叶片的高价值化利用,专利申请cn113856876a公开了移动式工业固废纤维复合材料处理系统、工作方法及应用,解决了现有技术中废弃物处理成本高,无法就地处理的问题,但是发明人发现,该申请技术方案处理后的物理仍然为多种类、多尺寸混合物理,无法直接添加进建筑或木塑材料,因此亟需提供一种基于上述专利申请的后续处理系统,使得回收的粉碎后的风电叶片废弃物理能够添加进建筑或木塑材料。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的是提供一种工业固废处理系及方法,能够将破碎后的固废进行筛分和打包,能够将物料添加进建筑或木塑材料中。
5.为了实现上述目的,本发明是通过如下的技术方案来实现:
6.第一方面,本发明的实施例提供了一种工业固废处理系统,包括集装箱,集装箱内依次安装有多级筛分机构、缓存仓、物料输送机构及定量喂料机构;
7.多级筛分机构与多个缓存仓连接,每个缓存仓连接多级筛分机构对应的出料口,缓存仓的出料端与物料输送机构的进料端连接且与物料输送机构的进料端之间设有阀门;
8.定量喂料机构包括送料仓和称重传送机构,物料输送机构的出料端与送料仓顶端进料端连接,送料仓底端设有开关机构以实现送料仓底部出料端的打开和关闭,送料仓的正下方设有称重传送机构。
9.可选的,所述缓存仓内安装有料位传感器,料位传感器与控制系统连接以将缓存仓内的料位信息传递给控制系统。
10.可选的,所述物料输送机构采用螺旋输料机,螺旋输料机的进料端通过管道与缓冲仓底部的出料端的阀门连接,螺旋输料机的进料端高度低于出料端高度。
11.可选的,所述缓存仓的仓壁安装有振动电机。
12.可选的,所述开关机构包括转动连接在送料仓底部出料端的两个挡板,两个挡板均与安装在送料仓仓壁的开关驱动机构连接,开关驱动机构带动两个挡板转动以实现封堵和打开送料仓的底部出料端。
13.可选的,所述开关驱动机构包括直线驱动件,直线驱动件的一端通过铰接座与送料仓的仓壁铰接,另一端与连杆的一端铰接,连杆的另一端与挡板固定连接。
14.可选的,两个挡板的底端外侧均设置有固定块,挡板打开状态下能够与固定块夹住包装袋袋口以使得包装袋保持打开状态。
15.可选的,沿称重传送机构的传送方向,所述送料仓的后方设置有包装袋抽真空封口设备。
16.可选的,所述集装箱内安装有除尘装置。
17.第二方面,本发明的实施例提供了一种第一方面所述的工业固废处理系统的工作方法:
18.多级筛分机构接受混合废固物料后对混合废固物料进行筛分,筛分后,将不同规格的废固物料送入对应的缓存仓中,缓存仓对废固物料进行存储,设定规格的废固物料对应的缓存仓的出料端阀门打开,废固物料经物料输送机构送入送料仓,送料仓的开关机构打开,将废固物料送入其下方的包装袋中,当称重传送机构称量包装袋中的废固物料达到设定重量时,开关机构关闭,称重传送机构将包装袋与其内部的废固物料送出。
19.本发明的有益效果如下:
20.1.本发明的工业固废处理系统,设置有多级筛分机构及多个缓存仓,能够利用多级筛分机构将破碎的废固物料进行筛分,从而按照废固物料的规格将废固物料送入对应的缓存仓中,缓存仓中的物料能够通过物料输送机构进入送料仓,然后通过开关机构送入包装袋中,从而实现了不同规格的废固物料的筛分和打包,输送的物料按照规格进行筛分,能够直接添加进建筑或木塑材料。
21.2.本发明的工业固废处理系统,多级筛分机构、缓存仓、物料输送机构、送料仓、称重传送机构等所有设备均安装在集装箱内,能够实现快捷转运拼装,作业地点灵活,极大降低了废固的运输及处理成本,集装箱、装备的全封闭运行结构、除尘装置提供了一个相对密封无尘的环境,避免了清理作业过程中产生扬尘,对人员和环境产生影响,更加智能、绿色、低碳、环保。
附图说明
22.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
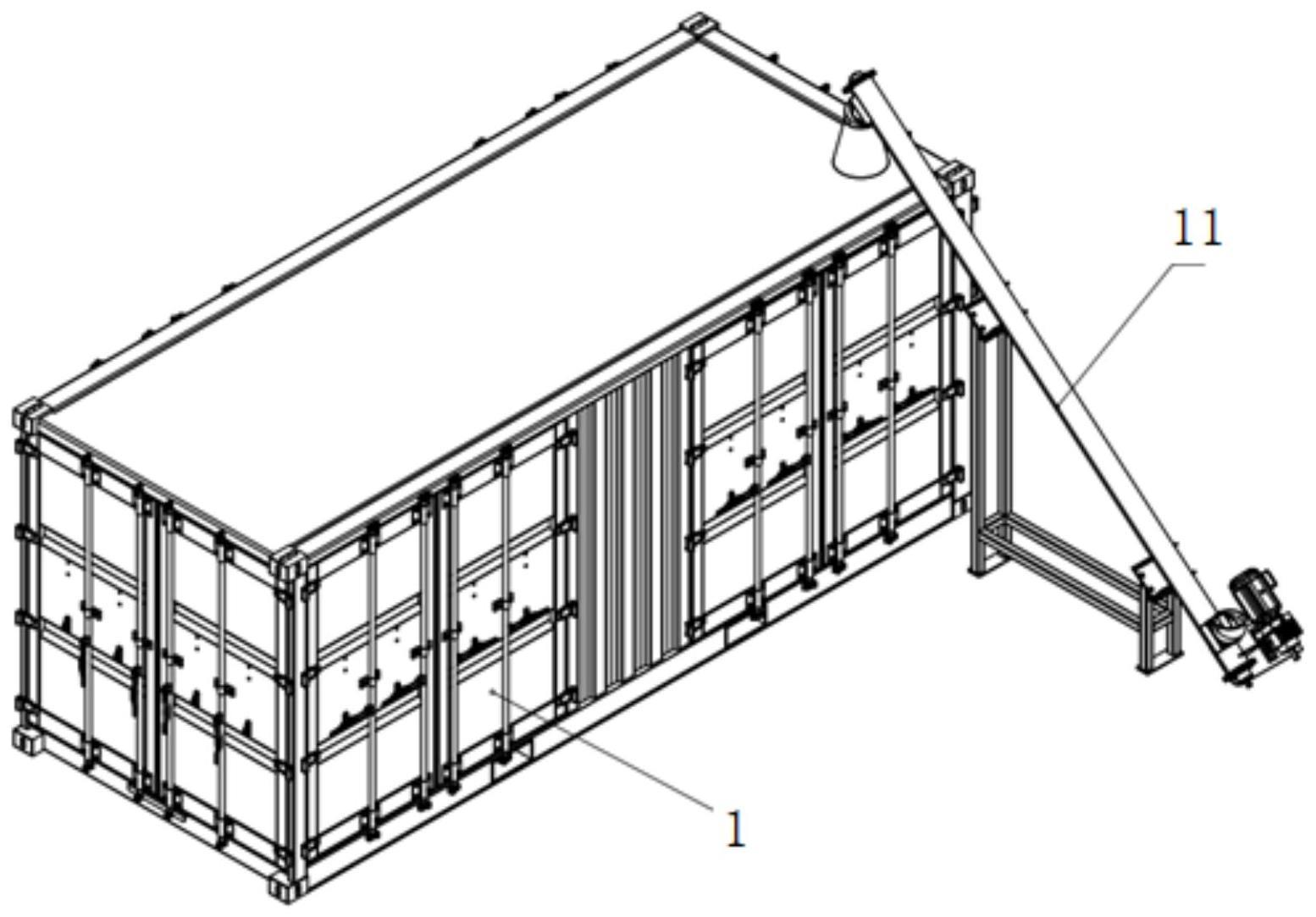
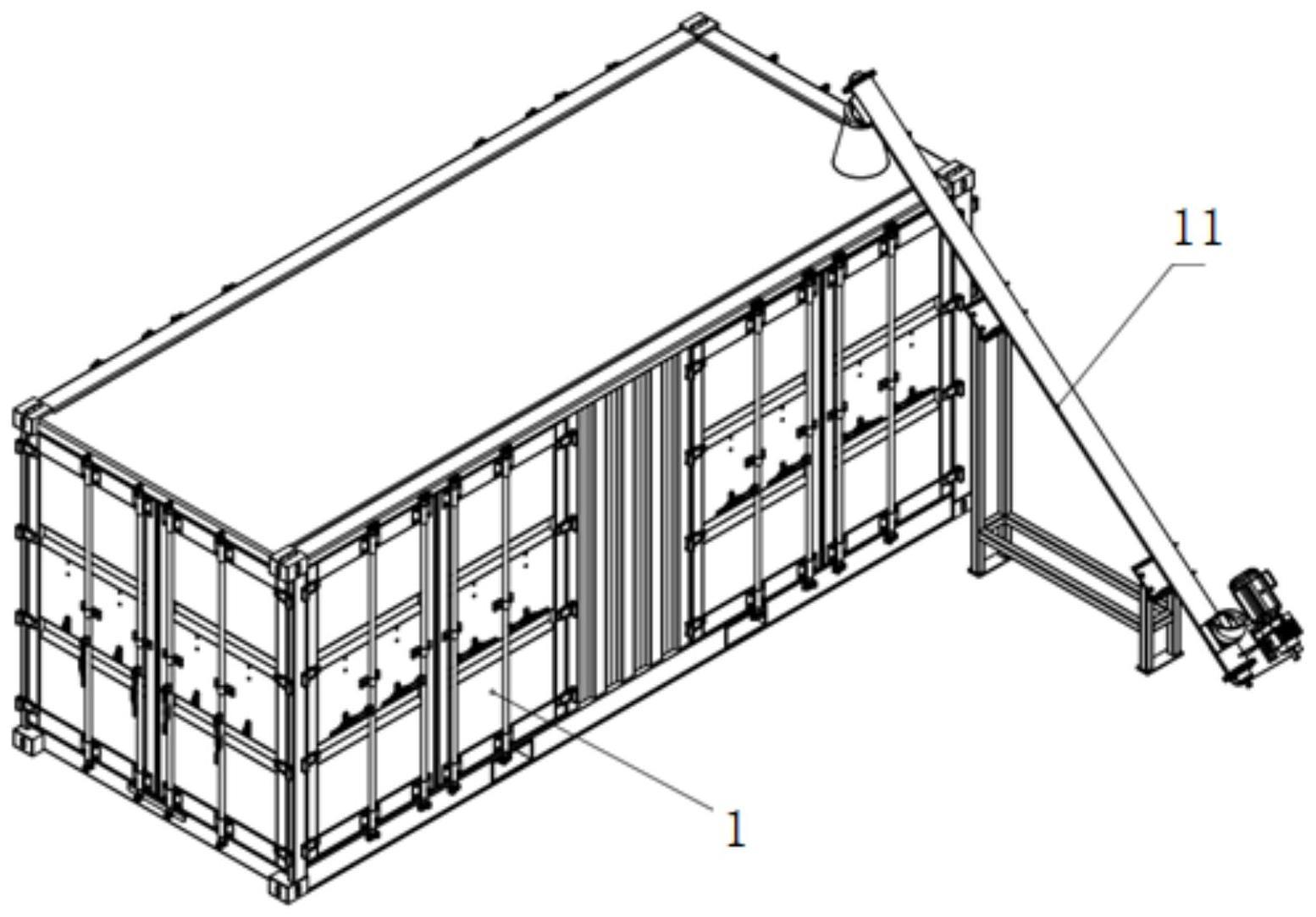
23.图1是本发明实施例1整体结构示意图;
24.图2是本发明实施例1集装箱内部整体结构示意图;
25.图3是本发明实施例1定量喂料机构结构示意图;
26.图4是本发明实施例1送料仓、开关机构装配示意图;
27.其中,1.集装箱,2.三级直线振动筛,3.第一缓存仓,4.第二缓存仓,5.振动电机,6.物料输送机构,7.定量喂料机构,7-1.送料仓,7-2.称重传送机构,7-3.第一挡板,7-4.第二挡板,7-5.气缸,7-6.连杆,7-7.固定块,8.打标机构,9.包装袋抽真空封口设备,10.升降装置。
具体实施方式
28.实施例1
29.本实施例提供了一种工业固废处理系统,如图1-图4所示,用于对粉碎后的风电叶片进行处理,所述工业固废处理系统包括集装箱1,集装箱1内部依次安装有多级筛分机构、多个缓存仓、物料输送机构以及定量喂料机构。
30.本实施例中,所述集装箱1采用20英尺集装箱。
31.所述多级筛分机构采用现有的三级直线振动筛2,三级直线振动筛2与支架固定,支架固定在集装箱1内部,直线筛工作时,两电机同步反向旋转使激振器产生反向激振力,迫使筛箱带动筛网做纵向运动,使其上的物料受激振力而周期性向前抛出一个射程,从而完成物料筛分作业。两台振动电机做同步、反向旋转时,其偏心块所产生的激振力在平行于电机轴线的方向相互抵消,在垂直于电机轴的方向叠为一合力,因此筛机的运动轨迹为一直线。两电机轴相对筛面在垂直方向有一倾角,在激振力和物料自重力的合力作用下,物料在筛面上被抛起跳跃或向前作直线运动,从而完成对物料的筛选和分级。
32.三级直线振动筛2采用现有设备即可,其具体结构和工作原理在此不进行详细叙述。
33.所述集装箱1的顶部设有进料口,集装箱顶部的进料口与三级直线振动筛2的进料口位置相对应。
34.本实施例中,所述缓存仓设置两个,缓存仓通过支架固定在集装箱1内部,两个缓存仓沿集装箱的宽度方向并排设置。两个缓存仓分别为第一缓存仓3和第二缓存仓4。
35.三级直线振动筛2的一个出料口通过出料管通过出料管连接至第一缓存仓3顶部进料端的进料口,三级直线振动筛2的另一个出料口通过出料管连接至第二缓存4仓顶部进料端的进料口。第三个出料口的物料单独进行人工收集。
36.所述第一缓存仓3和第二缓存仓4的底端作为出料端,其设置有出料口,出料口处设置有阀门,阀门用于控制缓存仓出料口的打开和关闭。
37.本实施例中,所述阀门采用气动阀门,优选的,采用气动蝶阀,气动蝶阀与控制系统连接,由控制系统控制其工作。
38.所述第一缓存仓3和第二缓存仓4的仓壁外侧面底部均安装有振动电机5,振动电机5用于使得第一缓存仓3和第二缓存仓4产生振动,防止物料在缓存仓内堵塞,保证物料的输送顺畅。
39.所述第一缓存仓3和第二缓存仓4内均安装有料位传感器,其外部安装有指示灯,料位传感器和指示灯均与控制系统连接,当料位传感器检测到缓存仓内料位达到设定值后,给控制系统发送信号,控制系统控制指示灯工作,并控制报警装置报警,给工作人员提示。
40.所述第一缓存仓3底部的气动蝶阀通过出料管与物料输送机构6的进料口连接,所述第二缓存仓4底部的气动蝶阀通过出料管与物料输送机构6的进料口连接。
41.本实施例中,所述物料输送机构6采用现有的螺旋输送机,螺旋输送机与支架固定,支架固定在集装箱内部。
42.本实施例中,所述螺旋输送机的轴线与水平面呈设定锐角设置,螺旋输送机的进料端高度低于出料端的高度,螺旋输送机能够对物料进行提升。
43.所述螺旋输送机的出料口正下方设置有定量喂料机构7,定量喂料机构7包括送料仓7-1和称重传送机构7-2。
44.送料仓7-1与支架固定连接,支架固定在集装箱1内部。
45.所述送料仓7-1的顶端作为进料端,接收螺旋输送机送出的物料,所述送料仓7-1的底端作为出料端,具有出料口,出料口处设置有开关机构,开关机构用于控制出料口的打
开和关闭。
46.所述开关机构包括转动连接在送料仓底端的第一挡板7-3和第二挡板7-4,第一挡板7-3和第二挡板7-4的一端与送料仓7-1的底端的支撑板转动连接,当第一挡板7-3和第二挡板7-4张开时,将送料仓7-1底端的出料口打开,当第一挡板7-3和第二挡板7-4关闭时,将送料仓7-1底端的出料口关闭。
47.所述第一挡板7-3和第二挡板7-4均与安装在送料仓仓壁的开关驱动机构连接,开关驱动机构用于带动第一挡板7-3和第二挡板7-4转动,以实现张开和闭合。
48.第一挡板7-3和第二挡板7-4所连接的开关驱动机构结构相同,以第一挡板7-3所连接的开关驱动机构为例进行说明:
49.所述开关驱动机构包括直线驱动件,所述直线驱动件采用气缸7-5,气缸7-5的缸体端部与铰接座铰接,铰接座固定在送料仓7-1的仓壁外侧面,气缸7-5的活塞杆与连杆7-6的一端铰接,连杆7-6的另一端与第一挡板7-3固定,气缸7-5的活塞杆的伸长和收缩运动能够带动第一挡板7-3转动。
50.所述第一挡板7-3的外侧设置有固定块7-7,第二挡板7-4的外侧设置有固定块7-7,固定块7-7的两端与固定板固定,固定板顶端与支撑板固定,当第一挡板7-3和第二挡板7-4张开时,第一挡板7-3与其对应的固定块7-7夹住包装袋顶端的袋口一侧,第二挡板7-4与其对应的固定块7-7夹住包装袋顶端袋口的另一侧,使得包装袋的顶端袋口一直保持打开状态。
51.当第一挡板7-3和第二挡板7-4闭合时,松开包装袋顶端袋口。
52.所述送料仓7-1的下方设置有称重传送机构7-2,所述称重传送机构7-2采用现有的称重传送带机构即可,其具体结构在此不进行详细叙述,能够对包装袋内的物理进行称重,同时对包装袋及其内部物理进行传送,称重传送机构的传送方向垂直于集装箱的长度方向。
53.沿称重传送机构的传送方向,所述送料仓的后方依次设置有打标机构8和包装袋抽真空封口设备9,打标机构8固定在支撑梁上,支撑梁与集装箱1固定,包装袋抽真空封口设备9与升降装置10连接,升降装置10安装在集装箱1上。
54.本实施例中,所述打标机构8采用现有打标装置,优选的,采用现有的激光打标机即可,其具体结构在此不进行详细叙述,所述包装袋抽真空封口设备9采用现有袋包装设备即可,具有真空抽吸系统和加热系统,其具体结构在此不进行详细叙述,打标机构8能够在包装袋外表面进行打标,真空封口设备能够将包装袋内部抽真空后将袋口热熔封闭。
55.所述升降装置10采用现有的丝杠升降装置即可,其具体结构在此不进行详细叙述。
56.所述集装箱1安装有除尘装置,除尘装置采用现有的除尘设备即可,其具体结构在此不进行详细叙述。除尘装置用于对集装箱内的灰尘进行收集处理,使得集装箱的排放由于相关标准≥20mg/m3,除尘装置与控制系统连接,由控制系统控制其工作。
57.所述集装箱内部还安装有粉尘浓度传感器,用于检测集装箱内粉尘浓度,粉尘浓度传感器与控制系统连接,能够将集装箱内的粉尘浓度传递给控制系统,控制系统利用接收的粉尘浓度信息控制除尘装置工作。
58.本实施例的处理系统还包括外部物料输送装置11,外部物料输送装置11采用螺旋
输送机,用于将破碎的风电叶片物料从外部送入三级直线振动筛2,外部物料输送装置通过外部支架进行固定。
59.实施例2
60.本实施例提供了一种实施例1所述的工业固废处理系统的工作方法:
61.风电叶片破碎后,各种规格的混合物料由外部物料输送装置送入三级直线振动筛2,三级直线振动筛2对混合物料进行筛分,其中a规格物料通过出料管进入第一缓存仓3,b规格物料通过出料管进入第二缓存仓4。
62.当第一缓存仓3的料位传感器检测到a规格物料料位达到设定值后,指示灯点亮,同时报警装置发出报警信息,操作人员操作按钮,通过控制系统控制第一缓存仓3的气动蝶阀打开,第一缓存仓3的a规格物料进入物料输送机构6,物料输送机构6对物料进行输送,将a规格物料送入送料仓7-1。
63.工作人员预先将包装袋放置在称重传送带机构上,并且将包装袋顶部袋口放置在第一挡板7-3、第二挡板7-4和固定块7-7之间的空间。
64.气缸工作,带动第一挡板7-3和第二挡板7-4打开,第一挡板7-3和第二挡板7-4与固定块7-7配合使得包装袋的袋口保持打开状态,同时送料仓内的a规格物料落入包装袋。
65.当称重传送带机构称量包装袋内a规格物料达到设定重量后,气缸7-5工作,带动第一挡板7-3和第二挡板7-4关闭,同时固定块7-7和第一挡板7-3、第二挡板7-4松开袋口,称重传送带机构对包装袋和物料进行传送,依次通过打标机构8进行打标,通过包装袋抽真空封口设备9对包装袋进行抽真空和封口,封口完成后,有称重传送带机构将包装后的a规格物料送出。
66.本实施例中,称重传送带机构的出料端位置在集装箱上设置有对应的侧门,打开集装箱的侧门后即可将包装好的物料取出。
67.采用相同的方法,人工放置包装袋,直至送料仓内所有的a规格物料打包送出。
68.a规格物料送出完成后,采用相同的方法进行b规格物料的装袋和打包,在此不进行重复叙述。
69.采用本实施例的处理系统,不同规格的废固物料的筛分和打包,输送的物料按照规格进行筛分,能够直接添加进建筑或木塑材料,而且,多级筛分机构、缓存仓、物料输送机构、送料仓、称重传送机构等所有设备均安装在集装箱内,能够实现快捷转运拼装,作业地点灵活,极大降低了废固的运输及处理成本,集装箱、装备的全封闭运行结构、除尘装置提供了一个相对密封无尘的环境,避免了清理作业过程中产生扬尘,对人员和环境产生影响,更加智能、绿色、低碳、环保。
70.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。