1.本发明涉及交联聚乙烯电缆生产技术领域,具体为一种交联聚乙烯电缆及其制备方法。
背景技术:
2.交联聚乙烯电缆相对于普通的聚乙烯电缆具有更好的耐热性与机械性,因此普通的聚乙烯电缆已经逐渐被交联聚乙烯电缆取代。
3.交联聚乙烯电缆因性能不同,因此在制备方法上也会不同,最主要的区别在于交联聚乙烯电缆在生产过程中需要经过交联处理,以获得优越的性能,目前常见的电缆交联处理的方法有过氧化物交联、硅烷交联、电子束辐照交联、紫外光辐照交联,而经紫外光辐照交联后的电缆相对于其他交联处理方法的电缆相比,其耐热性更好,紫外光辐照交联生产效率高,但不适用于过厚包胶的电缆,因此在低压电力电缆生产当中得到广泛的应用。
4.在采用紫外光辐照交联的制备方法需要经过放线-挤出包胶-紫外光辐照交联处理-冷却-火检-收线等多个工序,而在进行紫外光辐照交联处理时,需要保证电缆位于紫外光辐照交联机的辐照箱的中心位置,使电缆得到均匀的光照,当电缆受到的光照不均匀时便会导致电缆的产品质量降低,而在电缆生产过程中,电缆自身会受自身重力下垂,使得电缆下垂偏离辐照箱的中心位置,为此在生产过程中需要保持电缆的张紧力,防止电缆下垂,电缆有部分张紧力由电缆的放线提供,即通过将电缆收卷至放线盘上,通过放线阻力为电缆输送提供张紧力,但在单卷缆芯使用完后,电缆会脱离放线盘,致使电缆张紧力减小而产生下垂,致使单卷缆芯使用完后,放线盘至辐照箱出口段的电缆质量不合格,在赵占延、赵曾等人的《紫外光交联绝缘热延伸影响因素分析》期刊中提到了该问题,该问题产生后通常的解决方法为对放线盘到紫外光辐照交联机段电缆作报废处理,而该段长度通常具有10多米的长度,从而导致电缆生产的报废量大,而一些厂家为减少报废量,在绞线脱离放线盘前,采用人工拉紧,使电缆保持在最佳辐照区域,但位于挤出包胶至紫外光辐照交联机内部的电缆,因涂覆有热熔包胶且工作人员无法穿过紫外光辐照筒,使得工作人员无法对该段提供张紧力,导致该段通常也只能作报废处理,该段长度取决于辐照箱长度,而该段长度通常也会有2-4米的长度,报废量较大,而较大的报废量会导致交联聚乙烯电缆生产成本增加,而采用人工拉紧缆芯,工作人员需要在设备旁进行操作,具有一定的安全隐患。
5.为此,为了减少交联聚乙烯电缆生产时的报废电缆,降低交联聚乙烯电缆的生产成本,以及避免工作人员在拉紧缆芯时的安全隐患,提出一种交联聚乙烯电缆及其制备方法。
技术实现要素:
6.本发明的目的在于提供一种交联聚乙烯电缆的制备方法,通过使缆芯始终保持足够张紧力可以提升电缆紫外光辐照交联处理质量的原理,使缆芯在脱离放线盘时,通过拉紧装置为缆芯提供持续的张紧力,可不采用人工拉紧保证缆芯的张紧力,从而避免工作人
员在拉紧缆芯时的安全隐患,提高设备的使用安全性,且拉紧装置可使缆芯完全移出辐照箱才停止为缆芯提供张紧力,保证模具出口至辐照箱出口段的质量,降低产品报废量,从而降低交联聚乙烯电缆的生产成本。
7.为实现上述目的,本发明提供如下技术方案:一种交联聚乙烯电缆的制备方法,包括以下步骤:s1、首先,将缆芯依次穿过挤出机模具、紫外光辐照交联设备的辐照箱、冷却装置、火检设备、张紧设备,然后将缆芯固定在收线盘上;s2、而后开启对紫外光辐照交联设备的辐照箱进行预热;s3、预热完成后,启动挤出机对缆芯进行包胶,并对电缆进行收卷;s4、在电缆收卷至设定长度时,拉紧装置启动为电缆提供张紧力,直至整条电缆完全经过辐照箱自动解除预紧;其中,所述模具入口处与模具出口处分别设有安装架一与安装架二,所述安装架一与安装架二均固定安装在地面上,所述拉紧装置包括前拉紧装置与后拉紧装置,所述前拉紧装置设置在安装架一上,所述前拉紧装置为模具入口至放线盘段的电缆提供收卷阻力为电缆提供张紧力,所述后拉紧装置设置在安装架二上,所述后拉紧装置包括具备两个用于夹持电缆且跟随电缆移动穿过辐照箱的夹块、设置在模具与辐照箱之间为两个夹块提供移动阻力的阻力装置,两个所述夹块共同连接有使两个夹块相互锁紧的锁紧组件,所述安装架上设有用于驱动锁紧组件锁紧两个夹块的驱动组件,且安装架一位于前拉紧装置前端设有检测缆芯是否走完的光电传感器,且所述光电传感器用于控制驱动组件的启停。
8.为减少电缆生产的报废量,提高生产成本,在模具入口前设置前拉紧装置,在放线盘在放线结束前启动前拉紧装置,可对模具入口段至放线盘段的缆芯提供张紧力,而不需要人工操作,在模具出口处设置后拉紧装置,后拉紧装置采用两个夹块,通过锁紧装置时两个夹块固定在缆芯上,使两个夹块跟随缆芯移动,并穿过辐照箱,且阻力装置缆芯提供足够的移动阻力,从而为缆芯提供张紧力,而后拉紧装置跟随缆芯移动,致使模具出口至辐照箱出口段的缆芯在移动过程中保持在辐照箱中心位置,进而保证该段的产品质量,降低电缆生产的报废量。
9.优选的,所述前拉紧装置包括螺栓连接在安装架一上的滚筒一与滚筒二,所述滚筒一水平放置,所述滚筒二竖直放置,所述安装架一上滑动安装有滚筒三与滚筒四,所述滚筒三与滚筒四均连接有动力组件,所述动力组件驱动滚筒三向滚筒一滑动,并与滚筒一夹持缆芯,所述动力组件驱动滚筒四向滚筒二滑动,并与滚筒二夹持缆芯,所述光电传感器位于滚筒一前方,且光电传感器指向缆芯,动力组件可采用气缸或电缸,除了这两种动力组件之外,也可采用其他的动力组件,只需实现滚筒三与滚筒四的往复直线移动即可。
10.使用时,动力组件驱动滚筒三及滚筒四分别向滚筒一及滚筒二移动,使滚筒一与滚筒三以及滚筒二与滚筒四夹紧缆芯,从而为缆芯提供阻力,对缆芯进行预紧,而滚筒一与滚筒二分别进行水平放置与竖直放置,可对缆芯进行水平限位及竖直限位,防止缆芯移动产生偏移而影响缆芯后续的包胶质量,而光电传感器的设置,可检测缆芯是否完全走完,当缆芯完全经过前拉紧装置后缆芯会失去张紧力,为此控制后拉紧启动为缆芯提供张紧力。
11.优选的,所述阻力装置包括转动安装在安装架二上的收卷筒,且安装架二螺栓安装有旋转式空气阻尼器,且旋转式空气阻尼器输出轴与收卷筒的转轴连接,所述收卷筒通
过连接组件连接有安装板,两个所述夹块滑动安装在安装板上,所述连接组件用于防止夹块在松开缆芯后掉落,所述夹块内部设有提高对缆芯夹紧力的预紧组件。
12.在使用时,两个夹块通过连接组件悬置在缆芯两侧,当驱动组件启动时,驱动锁紧装置使两个夹块啮合并锁紧,从而跟随缆芯移动,且连接组件连接至收卷筒上,收卷筒上的旋转式空气阻尼器可为缆芯提供移动阻力,从而为缆芯提供张紧力。
13.提供张紧力也可采用卷簧预紧,而卷簧预紧的预紧力逐渐递增,且在夹块连接至缆芯上时不具备弹力,为此在连接时缆芯便会受重力下垂而导致产品不合格,提供张紧力还可采用摩擦阻尼,如防滑橡胶,使其保持一定的阻力,但使用过程中受到磨损,而导致摩擦阻力下降,导致使用寿命降低,而空气阻尼的根据速度变化力提供相应的阻力,且使用寿命长。
14.本发明采用转动的方式提供移动阻力,也可采用滑轨的方式使夹块经过辐照箱,由于模具辐照箱位于同一水平方向上,且辐照箱与模具之间的间隔距离较小,通常只有0.5-1m,远小于辐照箱长度,为此设置大于辐照箱长度的滑轨是不可能的,若设置较大的长度,会导致缆芯包胶不能快速经过光照交联就产生一定的冷却,从而影响电缆的质量,但可采用可多层滑动的多层导轨,但多层滑动导轨会导致导轨自身的宽度增加,而无法进入辐照箱入口。
15.优选的,所述锁紧组件包括一体式连接在夹块上的多组锁紧块,每组所述锁紧块的数量为2,且两个锁紧块分别设置在两个夹块上,两个所述锁紧块上分别转动安装连杆一与连杆二,且连杆一与连杆二相互转动连接,所述连杆一上设有挤压块,所述连杆一摆动时带动挤压块挤压与连接杆一连接的锁紧块,当两个夹块完全啮合时,所述连杆一与连杆二位于同一直线上,且连杆一与连杆二均垂直于锁紧块的上端面。
16.在使用时通过驱动组件推动连杆二转动,且连杆一跟随连杆二转动,最后挤压块压合锁紧块,且通过连杆一连接二之间相互连接,从而锁紧两个夹块,两个夹块主要通过挤压缆芯使缆芯产生一定的变形弹力,进而增加缆芯与夹块之间的摩擦力,使夹块固定在缆芯上,而此时电缆弹力垂直与锁紧块表面,且平行于连杆二及连杆一,从而出现死点,在连杆一及连杆二不受扭矩外力的情况下能稳定的锁紧两个夹块。
17.优选的,所述驱动组件包括滑动安装在安装架二上且位于夹块上下两侧的两个滑板,且滑板与安装架二之间连接有弹簧一,所述滑板上均安装有气缸,且气缸输出端朝向夹块,两个所述气缸的输出端均安装有挤压板,所述滑板的滑动方向与缆芯移动方向相同,两个所述挤压板可挤压两个夹块相互啮合,所述挤压板上设有阻挡在夹块移动方向前方的挡板,位于连杆二一侧的挤压板上设有推动连杆二摆动锁紧夹块的推杆,所述气缸与光电传感器电性连接。
18.通过在气缸输出端上连接推杆,通过推杆推动连杆二摆动,且通过连杆一带动挤压块压合锁紧块,从而锁紧两个夹块,而在两个夹块锁紧的过程中,夹块会跟随缆芯移动,导致推杆与连杆二的位置产生偏移,此时推杆无法将连杆二推动至与连杆一同一方向上,从而无法将连杆二推动至死点位置,为此,在安装架二上设置滑板,且滑板与安装架二弹性连接,在气缸启动时,挡板阻挡夹块移动,从而带动滑板移动,从而带动气缸跟随夹块移动,避免连杆一与推杆位置偏移而导致连杆二推动不到位。
19.而本发明中,也可在安装板上设置驱动组件驱动夹块,但驱动组件设置在安装板
上会造成夹块处的体积增加,容易碰撞辐照箱,而增加辐照箱入口宽度,会导致辐照箱内部热量散失,影响交联效果,而在安装板上设置驱动组件,驱动组件进辐照箱受紫外光照射后可能会出现故障,为此,将驱动组件优选设置在辐照箱外侧。
20.优选的,所述连接组件包括具备多个链节的链条,所述链条一端与安装板连接,且另一端与收卷筒连接,相邻的两个所述链节相互转动连接,且转动中心轴水平放置,所述链节下方设有限制多个链节只能转动至同一平面的限位板,所述安装架二上间隔设置有两个导向杆,且两个导向杆之间间隔的水平高度距离等于链节宽度,所述链条位于两个导向杆之间,且位于移动方向前方的所述导向杆位于另一个导向杆下方。
21.在使用过程中,若采用绳索连接安装板,在缆芯移动过程中,若因拉力过大缆芯脱离两个夹块的夹持,夹块的掉落会损坏辐照箱内部的紫光灯与反射板,而紫光灯内部会有水银,紫光灯在高温时碎裂会造成水银挥发,工作人员吸入挥发水银会影响工作人员的健康。
22.为此采用链条与安装板及收卷筒连接,链条链节设置有限位板,且链条穿过两个导向杆,链节在限位板的作用下,链节只能转动180
°
,使所有链节均位于同一平面上,且链条穿过导向杆,使得链条在导向杆的作用下始终保持与缆芯平行,而不会倾斜掉落,从而避免因缆芯脱落而造成设备故障问题。
23.本发明也可采用弧形金属片连接,具体结构可参考卷尺结构,卷尺采用弧形金属片,弧形状具有一定的抗弯矩作用,但由于辐照箱内部长度较大,弧形金属片需要伸出较大长度,为此弧形金属片受到较大的力矩,弧形金属片在力矩较大的情况下仍会被弯折,而采用链式连接,限位板为刚性材料,为此限位板的强度较大,从而可避免限位板受到弯折。
24.优选的,所述解锁部件包括设置位于辐照箱出口处的解锁杆,所述解锁杆下方设有解锁钩,所述解锁钩位于连杆二的移动路径上,两个所述夹块之间连接有多个弹簧二。
25.通过在辐照箱出口处设置具备解锁钩的解锁杆,解锁钩位于连杆二的移动路径上,在夹块移动过程中可对连杆二提供扭力,从而使解锁装置解锁,而后夹块在弹簧二的作用下相互分离,该解锁方式不需要外部动力,且结构简单,制造成本低。
26.优选的,所述预紧组件包括开设在夹块上半圆锥形状凹槽一,所述凹槽一内部滑动安装有夹套,所述夹套上设有与缆芯配合半圆柱形状的凹槽二,且夹套直径小的一端与夹块之间设有变形间隙。
27.在夹块夹紧过程中,若夹紧力过大,可能会对缆芯造成损伤,为此在凹槽一内部内置夹套,通过两个夹套夹紧缆芯,而缆芯被夹紧后,通过缆芯与夹套之间摩擦力带动夹套在锥形凹槽一内部滑动,且夹套直径小的一端与夹块之间设有变形间隙,使得夹套滑动至直径小的一端时,可使夹套产生一定变形,进行一步提高与缆芯的摩擦力,而变形量与缆芯的拉力有关,缆芯拉力越大,夹套变形越大,挤压力也越大,而缆芯的拉力与旋转式空气阻尼器有关,为此缆芯拉力是恒定的,可在夹持缆芯时设置较小变形量,使得两个夹块对缆芯的夹紧力可逐渐增加,最后趋于平衡,从而不容易损伤缆芯。
28.优选的,所述预紧组件包括开设在夹块的半圆柱形状的凹槽一,所述凹槽一内壁上设有防滑橡胶。
29.本发明中,也可在夹块内部设置防滑橡胶,既不会损伤缆芯,也可为缆芯提供一定的摩擦力,但摩擦力提供有限,夹块在跟随缆芯移动的过程中容易脱落,为此适用于小电
缆,且防滑橡胶经多次挤压容易损坏,而导致使用寿命降低。
30.一种交联聚乙烯电缆,包括缆芯与导热绝缘层,所述导热绝缘层由90重量份的聚丙烯、6重量份的尼龙、12-20重量份的氢氧化镁、7-14重量份的滑石瓷在220-240℃下混炼挤出制成。
31.与现有技术相比,本发明的有益效果为:1、本发明所述的一种交联聚乙烯电缆及其制备方法,通过使缆芯始终保持足够张紧力可以提升电缆紫外光辐照交联处理质量的原理,在模具入口前设置前拉紧装置,使缆芯在脱离放线盘时,可为缆芯提供持续的张紧力,可不采用人工拉紧保证缆芯的张紧力,从而避免工作人员在拉紧缆芯时的安全隐患,提高设备的使用安全性,且拉紧装置可使缆芯完全移出辐照箱才停止为缆芯提供张紧力,保证模具出口至辐照箱出口段的质量,降低产品报废量,从而降低交联聚乙烯电缆的生产成本。
32.2、本发明所述的一种交联聚乙烯电缆及其制备方法,通过采用防止夹块掉落的连接组件,在夹块与缆芯移动过程中脱落时,可防止夹块掉落损坏紫光灯,避免因高温作业的紫光灯碎裂导致紫光灯内部水银挥发而影响工作人员身体健康的问题,从而提高了设备的使用安全性。
33.3、本发明所述的一种交联聚乙烯电缆及其制备方法,通过设置预紧组件,使夹块在夹紧缆芯后使夹紧力逐渐增大,且最后趋于平衡,可防止两个夹块因夹紧力过大对缆芯造成损伤,从而保证了产品的质量。
附图说明
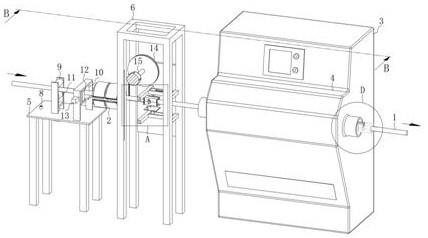
34.图1为本发明的整体结构示意图;图2为本发明的图1中a处局部放大图;图3为本发明的图1中b-b处截面剖图;图4为本发明的两个夹块未合上时的结构示意图;图5为本发明的图3中c处局部放大图;图6为本发明的图1中d处局部放大图;图7为本发明实施例一的两个夹块的剖视图;图8为本发明实施例二的两个夹块的剖视图。
35.图中:1、缆芯;2、模具;3、交联设备;4、辐照箱;5、安装架一;6、安装架二;7、夹块;8、光电传感器;9、滚筒一;10、滚筒二;11、滚筒三;12、滚筒四;13、动力组件;14、收卷筒;15、旋转式空气阻尼器;16、安装板;17、锁紧块;18、连杆一;19、连杆二;20、挤压块;21、滑板;22、弹簧一;23、气缸;24、推杆;25、挤压板;26、挡板;27、链条;271、链节;272、限位板;28、导向杆;29、弹簧二;30、解锁杆;31、解锁钩;32、凹槽一;33、夹套;34、凹槽三;35、防滑橡胶;36、凹槽二;37、变形间隙。
实施方式
36.实施例一,如图1至图7所示,该实施例用于直径大于3cm的电缆生产,具体如下:一种交联聚乙烯电缆及其制备方法,包括依次分布在地板上的放线盘、安装架一5、具备模具2的挤出机、安装架二6、紫外光辐照交联设备3、冷却装置、火检设备、张紧设备、
收线盘,安装架一5上设有前拉紧装置与光电传感器8,前拉紧装置包括螺栓安装安装架一5上的滚筒一9与滚筒二10,滚筒一9水平放置,滚筒二10竖直放置,安装架一5上滑动安装有滚筒三11与滚筒四12,滚筒三11与滚筒四12均连接有动力组件13,动力组件13优选气缸23,动力组件13驱动滚筒三11向滚筒一9滑动,并与滚筒一9夹持缆芯1,动力组件13驱动滚筒四12向滚筒二10滑动,并与滚筒二10夹持缆芯1,光电传感器8位于滚筒一9前方,且光电传感器8指向缆芯1,安装架二6上设有后拉紧装置,后拉紧装置包括两个夹块7、阻力装置、锁紧装置、驱动组件,阻力装置包括转动安装在安装架二6上的收卷筒14,且安装架二6固定安装有旋转式空气阻尼器15,且旋转式空气阻尼器15输出轴与收卷筒14的转轴连接,收卷筒14通过连接组件连接有安装板16,两个夹块7滑动安装在安装板16上,连接组件包括具备多个链节271的链条27,链条27一端与安装板16连接,且另一端与收卷筒14连接,相邻的两个链节271相互转动连接,且转动中心轴水平放置,链节271下方设有限制多个链节271只能转动至同一平面的限位板272,安装架二6上间隔设置有两个导向杆28,且两个导向杆28之间相距的水平高度距离等于链节271宽度,链条27位于两个导向杆28之间,位于移动方向前方的导向杆28位于另一个导向杆28下方,夹块7内部设有提高夹块7对缆芯1夹紧力的预紧组件,预紧组件包括开设在夹块7上的半圆锥形状凹槽一32,凹槽一32内部滑动安装有夹套33,夹套33上设有与缆芯1配合半圆柱形状的凹槽二36,且夹套33直径小的一端与夹块7之间设有变形间隙37,锁紧组件包括连接在夹块7上的2组锁紧块17,每组锁紧块17的数量为2,且两个锁紧块17分别设置在两个夹块7上,两个锁紧块17上分别转动安装连杆一18与连杆二19,且连杆一18与连杆二19相互转动连接,连杆一18上设有挤压块20,连杆一18摆动时挤压块20贴合与连接杆一连接的锁紧块17端面,且连杆一18与连杆二19位于垂直于锁紧块17平面的方向上,驱动组件包括滑动安装在安装架二6上且位于夹块7两侧的滑板21,滑板21滑动方向平行于缆芯1移动方向,且滑板21与安装架二6之间连接有弹簧一22,滑板21上均安装有气缸23,且气缸23输出端朝向夹块7,两个气缸23的输出端均安装有挤压板25,两个挤压板25可挤压两个夹块7相互啮合,挤压板25上设有阻挡在夹块7移动方向前方的挡板26,位于连杆二19一侧的挤压板25上设有推动连杆二19摆动锁紧夹块7的推杆24,气缸23与光电传感器8电性连接,预紧组件包括开设在夹块7上半圆锥形状凹槽一32,凹槽一32内部滑动安装有夹套33,夹套33上设有与缆芯1配合半圆柱形状的凹槽二36,且夹套33直径小的一端与夹块7之间设有变形间隙37,位于辐照箱4出口设有解锁杆30,解锁杆30上设有解锁钩31。
37.工作前,将缆芯1从放线盘处拉出,依次穿过挤出机模具2、紫外光辐照交联设备3的辐照箱4、冷却装置、火检设备、张紧设备,然后将缆芯1固定在收线盘上,启动张紧设备对缆芯1进行张紧,而后启动交联设备3进行预热,预热60-90s后同时启动挤出机、火检设备以及驱动收线盘转动。
38.工作时,挤出机将热熔包胶挤出包裹在缆芯1表面,而后缆芯1经过辐照箱4,通过辐照箱4内部紫光灯的照射对包胶进行辐照交联,交联完成后,缆芯1即可包上交联后的聚乙烯,而后电缆经过冷却装置进行冷却,然后通过火检设备检测电缆是否符合使用要求,待火检完成后,电缆会被收卷至收线盘上。
39.当放线盘上的缆芯1快放完时,工作人员启动前拉紧装置,此时动力组件13驱动滚筒三11向滚筒一9移动夹持缆芯1,动力组件13驱动滚筒四12向滚筒二10移动夹持缆芯1,为缆芯1提供移动阻力,从而使缆芯1在失去放线盘的张紧力后仍有足够的张紧力,而后缆芯1
在收线盘的收卷作用下继续移动,在缆芯1末端经过光电传感器8后,光电传感器8检测到缆芯1收卷完后,控制挤出机停止塑料的挤出,并控制两个气缸23同时启动,气缸23推动挤压板25挤压夹块7,挤压板25挤压夹块7时,挡板26挡住夹块7的移动路径上,待挡板26挡住夹块7移动后,气缸23输出杆继续伸出,推杆24推动连杆二19使连杆一18向上翻转,最后挤压块20挤压锁紧块17,从而使两个夹块7夹紧缆芯1,且在夹紧缆芯1的过程中,夹块7跟随缆芯1移动,而此时夹块7会通过挡板26推动气缸23一起移动,从而不会出现夹块7与缆芯1的位置偏移,在将连杆二19推动至竖直位置后,气缸23收缩,挤压板25完全脱离夹块7,此时夹块7即可跟随缆芯1穿过辐照箱4,在夹块7跟随缆芯1移动的过程中,夹块7通过链条27拉动收卷筒14转动,而旋转式空气阻尼器15为其提供移动阻力,从而对缆芯1进行预紧,而在使用过程中,链节271下方的限位板272以及两个导向杆28的作用会使链条27无法向下翻转,即使缆芯1脱离夹块7,夹块7也不会掉落损坏辐照箱4内部紫光灯,待夹块7移动至辐照箱4出口处时,连杆二19会与解锁钩31干涉,解锁钩31会对连杆二19产生转动扭矩,从而使锁紧装置解锁,在单条缆芯1交工完成后,通过人工将夹块7复位,两个夹块7由于弹簧二29的作用相互分离,并控制前拉紧装置复位,此时即可开始下一条电缆的生产。
40.实施例二,如图1至图8所示,该实施例用于直径小于3cm的电缆生产,具体如下:实施例二当中,由于该电缆较小,为此张力力大小也可减小,此时夹块7与缆芯1之间的夹紧力也可适当减小,为此实施例二当中,为此预紧组件采用在夹块7内部设置凹槽三34,且凹槽三34内部设置防滑橡胶35,通过防滑橡胶35为夹块7与缆芯1之间提供夹紧力,采用该方法不会对缆芯1造成损伤,且结构简单,但提供的夹紧力较小,为此,只是用于小电缆的预紧。
41.对于实施例二中未提及的实施方式,均与实施例一相同,在此不做过多赘述。
42.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。