1.本发明涉及珩磨加工技术领域,特别地涉及一种振动珩磨设备和振动珩磨方法。
背景技术:
2.珩磨加工是磨削加工的一种特殊形式,属于光整加工。通常在磨削或精镗的基础上进行,可达较高的尺寸精度、形状精度和较低的粗糙度。但现在对珩磨加工应用范围要求更加广泛,比如精密铸造、激光增材制造等工件后期都可以列入加工范围,对珩磨机床的适用性、精度、效率等提出更高要求,特别是大批大量生产中采用专用振动珩磨机更为经济合理。
3.磨粒流是光整加工的一种方式,其利用半液态的粘弹性基体介质磨料(所以也称为粘弹磨料,属于一种半液态磨料)在一定压力下通过往复流动方式来摩擦加工表面而达到抛光或去除毛刺作用的特种加工。
4.振动光饰是一种较为粗放的光整加工工艺。其原理是将工件和磨粒或磨块混合放入一个振动容器中,并对整个容器激振,使得磨粒或磨块对工件全方位撞击摩擦,从而达到光整效果。
5.但现有的珩磨加工技术中,由于其加工原理决定珩磨误差较大,磨料“剪切变稀”,且磨块无差别珩磨整个工件,会造成不必要的倒角和损伤;其中,“剪切变稀”效应是粘弹磨料流体的一个特性,是指如果粘弹流体在管道中或容器中流动时,从管壁到管道中心的各个流动层面速度不一,形成速度梯度,速度梯度引起层面间的剪切效应,造成粘弹磨料中的长链高分子团被捋直,从而丧失弹性,出现所谓“剪切变稀”效应,其视觉效果是本来很粘稠的半固体磨料介质,变得像水一样可以流淌。这种“剪切变稀”效应不利于珩磨加工效果,而该振动珩磨设备能够避免这种“剪切变稀”效应的情况。此外,磨料或磨块使用一段时间后,其与工件接触的表面会钝化,降低或失去磨削效果,因而不得不频繁更换磨料,加工效率低,但未磨削的磨粒或未磨削的表面并未充分利用;一般的珩磨加工设备,施加压力大,加工精度差,并不太适合叶片、叶盘、叶轮等精密薄壁类零件,其特点是工件壁较薄,尺寸精密,要求施加压力柔和,避免损伤工件,表面粗糙度要求高,均匀一致。
技术实现要素:
6.本发明要解决的技术问题是为了克服现有珩磨加工技术中磨料颗粒未充分利用而导致加工效率低,以及没有适合叶片叶盘类零件的珩磨加工技术的缺陷,提供一种振动珩磨设备和振动珩磨方法。
7.本发明是通过下述技术方案来解决上述技术问题:
8.一种振动珩磨设备,其特征在于,所述振动珩磨设备包括:
9.容器,所述容器用于容纳磨料和待加工的工件,并且所述容器能够处于密闭状态,所述容器的顶部上设有空气进出口;
10.至少两个增压装置,所述增压装置至少分别连通至所述容器内的底部和位于顶部
的所述空气进出口,其中,与所述空气进出口连通的所述增压装置为空气增压装置。
11.在本方案中,空气增压装置为可以通过注入或抽取空气的方式实现增压的增压装置。该振动珩磨设备通过控制两个增压装置的压力,形成的压差,推动容器内的磨料沿容器的轴向缓慢流动,驱使磨料中的磨粒被翻转、滚动,使得与工件摩擦钝化的磨粒表面被翻转,而还未钝化的磨粒表面继续与工件摩擦,或者驱动远离工件的磨粒与工件摩擦;这种对磨料产生的效果,称之为更迭自锐;磨料的更迭自锐延长了磨料的整体使用时间,降低了更换磨料频率,进而提高加工效率;同时,磨料缓慢流动的方式,带走了磨料在工件表面摩擦所积累的热量,使得以冷加工方式珩磨精密零件表面,不产生二次硬化层;空气的可压缩性更好,工件在磨料介质中形成更大运动空间,降低耗能,提高加工效率;以空气实施对磨料介质的压力,压力变化缓慢,有利于薄壁零件的较轻柔的珩磨光整,适用于叶片、叶盘、叶轮等精密薄壁零件的振动珩磨加工,也保持精密零件的棱边和尖角不被损伤和磨圆;空气从容器的顶部注入或抽取,增压/减压的操作更方便;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命;以密闭容器的方式进行珩磨加工,可以保持容器内同批数十个零件的加工精度和粗糙度一致,克服现有珩磨加工技术中珩磨去除量不均匀,精度较低的缺陷,同时也防止磨削产生的粉尘外逸,杜绝环境污染。
12.较佳地,所述振动珩磨设备还包括控制装置,所述控制装置分别连接于两个所述增压装置,所述控制装置用于控制两个所述增压装置交替对所述容器进行增压或减压。
13.在本方案中,该振动珩磨设备通过控制装置自动控制两个增压装置产生的压力差,实现交替增压或减压,对不同工件灵活调节不同的增压效果,提高了珩磨精度,也提高了加工效率。
14.较佳地,所述振动珩磨设备还包括激振装置,所述激振装置包括激振器和连杆,
15.所述激振器设置于所述容器之外,所述连杆贯穿所述容器的顶盖,并相对于所述顶盖密封连接,所述连杆的一端与所述激振器的激振输出端相连接,所述连杆的另一端为连接待加工的所述工件的连接端,并伸入所述容器的内部。
16.在本方案中,容器的轴向与激振运动的方向一致,使得磨料流动的方向与激振方向一致,从而磨料在缓慢流动的过程中,工件相对磨粒的位移速度与该振动珩磨设备的振动速度叠加,提高了加工效率;通过调节磨粒流动速度、振动速度、磨料介质压力,可以适应于不同工件的加工精度要求,实现高效率珩磨加工;采用连杆连接容器外部的激振器和容器内部的待珩磨工件,一方面保护了激振器可以独立工作,其安装方便,另一方面,连杆实现了将激振运动传递到待珩磨工件上。
17.较佳地,所述激振器为多级变速激振器。
18.在本方案中,多级变速激振器是指能够输出不同频率和振幅,具有可以获得变速范围内任何频率和振幅组合成的速度的激振器。通过多级变速激振器,能够产生不同频率、振幅,实现了振动的多级变速效果,其与增压装置对磨料的压力组合,在不更换磨料的情况下,也可以获得多级珩磨效果。
19.较佳地,所述容器包括相对可密封的桶体和顶盖,所述连杆贯穿所述顶盖,并相对于所述顶盖密封连接。
20.在本方案中,将容器分体为相对可密封的桶体和顶盖,方便更换不同介质的磨料;
将连杆贯穿顶盖的间隙密封,保证容器的压力不受影响。
21.本发明还提供了一种振动珩磨方法,用于如上所述的振动珩磨设备,其特征在于,所述振动珩磨方法的加压方法包括:
22.s1、将磨料加入到所述容器之中,将待加工的工件浸没在所述磨料之中;
23.s2、将所述容器设置成密闭状态;
24.s3、通过所述空气增压装置从所述空气进出口往所述容器内注入空气,所述空气在所述容器中形成第一压力;
25.通过连通至所述容器内的底部的增压装置对所述磨料施加与所述第一压力不相等的第二压力,驱动所述磨料在所述容器中沿竖直方向往复流动。
26.在本方案中,该振动珩磨方法通过容器内的底部的增压装置与从容器顶部注入或抽取空气的空气增压装置所形成的压力差,驱使磨粒产生缓慢流动,实现磨料的更迭自锐效果,保持高效切削,延长了磨料的整体使用时间,提高了加工效率;而采用空气增压,实现的磨料介质的压力柔缓,适用于叶片、叶盘、叶轮等精密薄壁零件的振动珩磨加工;空气从容器的顶部注入或抽取,增压/减压的操作更方便;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命。
27.较佳地,所述振动珩磨方法的步骤s3中还包括:通过所述空气增压装置向所述容器内注入空气或抽取空气,使所述第一压力保持恒定。
28.在本方案中,通过空气进口向容器内施加一个恒定压力,控制磨料介质缓进过程速度,保证珩磨精度一致性。
29.较佳地,所述振动珩磨设备还包括控制装置,所述控制装置分别连接于两个所述增压装置,所述振动珩磨方法的步骤s3中还包括:
30.所述控制装置控制两个所述增压装置产生不相等的压力,并交替地对所述容器进行增压或减压。
31.在本方案中,通过控制装置控制两个增压装置的压力,可以实现自动地交替增压或减压,让磨料在容器内来回反复运动,提高了效率。
32.较佳地,所述振动珩磨设备还包括激振装置,所述振动珩磨方法的步骤s3中还包括:
33.调节所述激振装置的振动幅度、所述激振装置的振动频率、所述增压装置对所述磨料施加的压力中至少一个。
34.在本方案中,通过上述步骤产生不同的振动幅度、振动频率和磨料压力组合,可以得到不同等级的珩磨效果,并且配合不同粒度的磨料,可以获得更多等级的珩磨效果,实现更高的珩磨精度。
35.较佳地,所述振动珩磨方法的步骤s1中,将待加工的工件沿竖直方向安装在所述容器内。
36.在本方案中,将工件沿竖直方向设置,使之与磨料流动的方向一致,则工件激振运动的速度与磨料流动的速度可以叠加,提高了加工效率。
37.本发明还提供了另一种振动珩磨设备,其特征在于,所述振动珩磨设备包括:
38.容器,所述容器用于容纳磨料和待加工的工件,并且所述容器能够处于密闭状态,所述容器包括相对可密封的桶体和顶盖;
39.至少两个增压装置,所述增压装置至少分别连通至所述容器内的顶部和底部,其中,连通至顶部的所述增压装置为空气增压装置或活塞装置,连通至顶部的所述增压装置与所述顶盖相连接。
40.在本方案中,活塞装置为通过活塞形式压缩或释压容器内的空气来达到增压或减压的增压装置。该振动珩磨设备通过控制两个增压装置的压力,形成的压差,推动容器内的磨料沿容器的轴向缓慢流动,驱使磨料中的磨粒被翻转、滚动,使得与工件摩擦钝化的磨粒表面被翻转,而还未钝化的磨粒表面继续与工件摩擦,或者驱动远离工件的磨粒与工件摩擦;这种对磨料产生的效果,称之为更迭自锐;磨料的更迭自锐,保持高效切削,延长了磨料的整体使用时间,降低了更换磨料频率,进而提高加工效率;同时,磨料缓慢流动的方式,带走了磨料在工件表面摩擦所积累的热量,使得以冷加工方式珩磨精密零件表面,不产生二次硬化层;通过控制加入磨料的量,在顶盖和磨料的顶面之间可以预先形成封闭的空气层,再用空气增压装置或活塞装置对空气层增压/减压,实现了空气增压/减压的另一种技术方案;空气的可压缩性更好,工件在磨料介质中形成更大运动空间,降低耗能,提高加工效率;压缩空气对磨料介质施加压力柔缓,压力变化缓慢,有利于薄壁零件的较轻柔的珩磨光整,适用于叶片、叶盘、叶轮等精密薄壁零件的振动珩磨加工,也保持精密零件的棱边和尖角不被损伤和磨圆;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命;以密闭容器的方式进行珩磨加工,可以保持容器内同批数十个零件的加工精度和粗糙度一致,克服现有珩磨加工技术中珩磨去除量不均匀,精度较低的缺陷,同时也防止磨削产生的粉尘外逸,杜绝环境污染。
41.较佳地,所述振动珩磨设备还包括控制装置,所述控制装置分别连接于两个所述增压装置,所述控制装置用于控制两个所述增压装置交替对所述容器进行增压或减压。
42.在本方案中,该振动珩磨设备通过控制装置自动控制两个增压装置产生的压力差,实现交替增压或减压,对不同工件灵活调节不同的增压效果,提高了珩磨精度,也提高了加工效率。
43.较佳地,所述振动珩磨设备还包括激振装置,所述激振装置包括激振器和连杆,
44.所述激振器设置于所述容器之外,所述连杆贯穿所述容器的顶盖,并相对于所述顶盖密封连接,所述连杆的一端与所述激振器相连接,所述连杆的另一端连接所述工件,并伸入所述容器的内部。
45.在本方案中,容器的轴向与激振运动的方向一致,使得磨料流动的方向与激振方向一致,从而磨料在缓慢流动的过程中,工件相对磨粒的位移速度与该振动珩磨设备的振动速度叠加,提高了加工效率;通过调节磨粒流动速度、振动速度、磨料介质压力,可以适应于不同工件的加工精度要求,实现高效率珩磨加工;采用连杆连接容器外部的激振器和容器内部的待珩磨工件,一方面保护了激振器可以独立工作,其安装方便,另一方面,连杆实现了将激振运动传递到待珩磨工件上。
46.较佳地,所述激振器为多级变速激振器。
47.在本方案中,多级变速激振器是指能够输出不同频率和振幅,具有可以连续获得变速范围内任何频率和振幅组合成的速度的激振器。通过多级变速激振器,能够产生不同频率、振幅,实现了振动的多级变速效果,其与增压装置对磨料的压力组合,在不更换磨料的情况下,也可以获得多级珩磨效果。
48.本发明还提供了另一种振动珩磨方法,用于如上述的另一种在容器顶部连通有空气增压装置或活塞装置的振动珩磨设备,其特征在于,所述振动珩磨方法包括以下步骤:
49.s1、将所述磨料加入到所述桶体之中,通过控制所述磨料的加入量,使所述磨料的顶面与所述桶体的顶端之间形成高度落差,将待加工的工件浸没在所述磨料之中;
50.s2、相对所述桶体安装所述顶盖,使所述容器设置成密闭状态,所述顶盖与所述磨料的顶面之间形成空气层;
51.s3、通过连通至所述容器顶部的所述增压装置驱动所述顶盖沿所述容器的轴向对所述空气层增压或减压,所述空气层在所述容器中形成第一压力;
52.通过连通至所述容器底部的所述增压装置对所述磨料施加与所述第一压力不相等的第二压力,驱动所述磨料在所述容器中沿竖直方向往复流动。
53.在本方案中,通过在容器顶部预设形成密封的空气层,再用空气增压装置或活塞装置对空气层增压/减压,实现了简便的空气增压操作,适用于叶片、叶盘、叶轮等精密薄壁零件的振动珩磨加工;通过连通容器的顶部和底部的增压装置所形成的压力差,驱使磨粒产生缓慢流动,实现磨料的更迭自锐效果,保持高效切削,延长了磨料的整体使用时间,提高了加工效率;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命。
54.较佳地,所述振动珩磨方法的步骤s3中还包括:通过控制连通至所述容器顶部的所述增压装置使所述第一压力保持恒定。
55.在本方案中,通过控制连通至所述容器顶部的增压装置使得空气层保持一个恒定的压力,控制磨料介质缓进过程速度,保证珩磨精度一致性。
56.较佳地,所述振动珩磨设备还包括控制装置,所述控制装置分别连接于两个所述增压装置,所述振动珩磨方法的步骤s3中还包括:
57.所述控制装置控制两个所述增压装置产生不相等的压力,并交替地对所述容器进行增压或减压。
58.在本方案中,通过控制装置控制两个增压装置的压力,可以实现自动地交替增压或减压,让磨料在容器内来回反复运动,提高了效率。
59.较佳地,所述振动珩磨设备还包括激振装置,所述振动珩磨方法的步骤s3中还包括:
60.调节所述激振装置的振动幅度、所述激振装置的振动频率、所述增压装置对所述磨料施加的压力中至少一个。
61.在本方案中,通过上述步骤产生不同的振动幅度、振动频率和磨料压力组合,可以得到不同等级的珩磨效果,并且配合不同粒度的磨料,可以获得更多等级的珩磨效果,实现更高的珩磨精度。
62.本发明的积极进步效果在于:该振动珩磨设备和用于该振动珩磨设备的振动珩磨方法,通过驱动磨料的缓慢流动,让磨料中更多未被钝化的磨料与工件摩擦,延长了磨料的整体使用时间,降低了更换磨料频率,进而提高加工效率;同时,磨料缓慢流动的方式,带走了磨料在工件表面摩擦所积累的热量,使得以冷加工方式珩磨精密零件表面,不产生二次硬化层;空气的可压缩性更好,工件在磨料介质中形成更大运动空间,降低耗能,提高加工效率;以空气实施对磨料介质的压力,压力变化缓慢,有利于薄壁零件的较轻柔的珩磨光
整,适用于叶片、叶盘、叶轮等精密薄壁零件的振动珩磨加工,也保持精密零件的棱边和尖角不被损伤和磨圆;空气从容器的顶部注入或抽取,或者用增压装置对预设的空气层增压/减压,操作方便;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命;以密闭容器的方式进行珩磨加工,可以保持容器内同批数十个零件的加工精度和粗糙度一致,克服现有珩磨加工技术中珩磨去除量不均匀,精度较低的缺陷,同时也防止磨削产生的粉尘外逸,杜绝环境污染。
附图说明
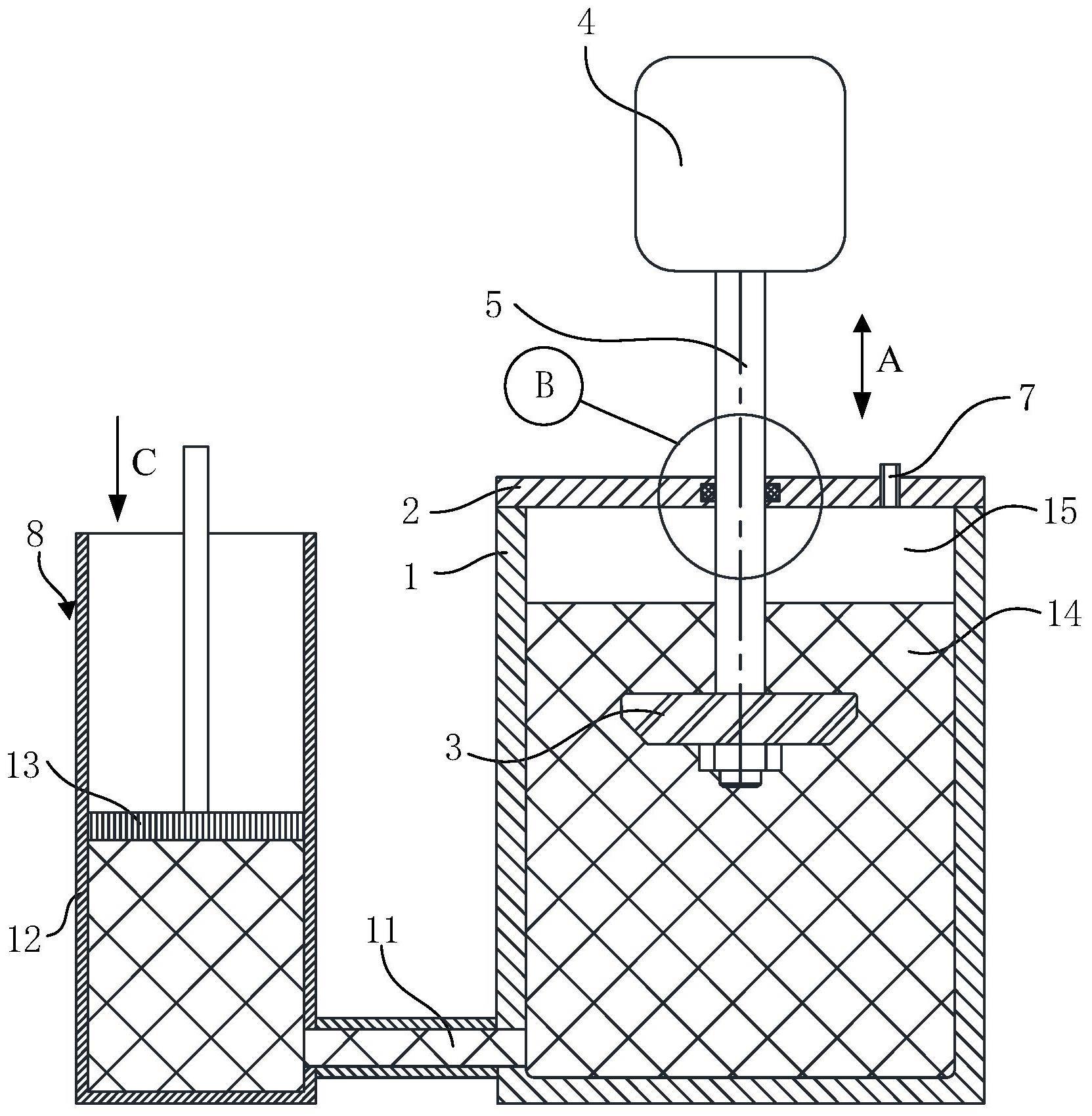
63.图1为本发明实施例1的振动珩磨设备的结构示意图。
64.图2为图1的局部b的放大图。
65.图3为本发明实施例1的振动珩磨方法的流程图。
66.图4为本发明实施例2的振动珩磨设备的结构示意图。
67.图5为本发明实施例2的振动珩磨方法的流程图。
68.附图标记说明:
69.桶体1,顶盖2,工件3,电液式激振器4,连杆5,密封件6,空气进出口7,活塞式增压装置8,管道11,增压缸12,活塞13,半液态磨料14,空气15,空气层16,
70.激振方向a,压缩方向c。
具体实施方式
71.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
72.实施1
73.如图1和图2所示,本发明提供了一种振动珩磨设备,其包括:
74.容器,在本实施例中,容器包括桶体1和顶盖2,桶体1内填充有用于珩磨加工的半液态磨料14,待加工的工件3浸没在半液态磨料14中,桶体1和顶盖2之间设置有密封部件(图中未示出),在顶盖2盖在桶体1上时,通过密封部件实现两者的密封,使该容器处于密闭状态;顶盖2上设有空气进出口7,空气不通过此空气进出口7时,可使用密封装置将此空气进出口7封闭,使容器保持密封状态;在其他实施例中,容器也可以是其他能实现密封效果的容器结构;
75.激振装置,激振装置包括激振器和连杆5,在本实施例中,激振器具体为电液式激振器4,连杆5的一端与电液式激振器4的振头相连接,连杆5的另一端为工件连接端,用于连接待加工的工件3,并一起伸入容器的内部;振动珩磨加工时,将待珩磨加工的工件3完全浸没在半液态磨料14之中,电液式激振器4驱动连杆5沿激振方向a作激振运动;其中,图1中所展示的激振方向a仅用于说明示意,在其他实施例中,电液式激振器4也可驱动连杆5沿其他方向作激振运动,激振器也可以是其他能产生激振功能的动力设备;
76.两个增压装置,其中,与容器内的底部相连通的增压装置为活塞式增压装置8,与容器内的顶部相连通的增压装置为空气增压装置(图上未示出);活塞式增压装置8包括增压缸12和活塞13,增压缸12通过管道11连通至容器内的底部,空气增压装置通过空气进出口7与容器相连通;
77.工作时,空气增压装置通过空气进出口7往容器内注入或抽取空气15,并保持一个设定的气压值,其范围可以是0.1-7.0mpa,例如6mpa;此时,推动活塞13沿压缩方向c运动,以对增压缸12和与之连通的密闭容器内的半液体磨料14进行增压至比气压更高的压力,例如7mpa,形成的压力差驱动半液体磨料14从容器的底部向上缓慢流动,流动速度为15-100mm/分钟,通过控制两边的压力差大小,可以调节缓慢流动的速度;
78.或者,当需要实现磨料的逆向流动时,空气增压装置通过空气进出口7往容器内注入更多的空气15,形成较大气压,此时,释放活塞式增压装置8的压力,形成较小的压力,两边的压力差,使得活塞13被推动沿压缩方向c的反方向运动,容器顶部的气压驱动半液体磨料14从容器的顶部向底部缓慢流动,同样通过控制两边的压力差大小,可以调节缓慢流动的速度。
79.该振动珩磨设备通过控制两个增压装置的压力,形成的压差,推动容器内的磨料沿容器的轴向缓慢流动,驱使磨料中的磨粒被翻转、滚动,使得与工件摩擦钝化的磨粒表面被翻转,而还未钝化的磨粒表面继续与工件摩擦,或者驱动远离工件的磨粒与工件摩擦;这种对磨料产生的效果,称之为更迭自锐;磨料的更迭自锐,保持高效切削,也延长了容器内的磨料的整体使用时间,降低了更换磨料频率,进而提高加工效率;同时,磨料缓慢流动的方式,带走了磨料在工件表面摩擦所积累的热量,使得以冷加工方式珩磨精密零件表面,不产生二次硬化层;空气的可压缩性更好,因此可以期待工件在磨料介质中形成更大运动空间,降低耗能,提高加工效率;以空气实施对磨料介质的压力,压力变化缓慢,有利于薄壁零件的较轻柔的珩磨光整,适用于叶片、叶盘、叶轮等精密薄壁零件的振动珩磨加工,也保持精密零件的棱边和尖角不被损伤和磨圆;空气从容器的顶部注入或抽取,增压/减压的操作更方便;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命;以密闭容器的方式进行珩磨加工,可以保持容器内同批数十个零件的加工精度和粗糙度一致,克服现有珩磨加工技术中珩磨去除量不均匀,精度较低的缺陷,同时也防止磨削产生的粉尘外逸,杜绝环境污染。
80.其中,容器的轴向与激振方向a一致,使得磨料流动的方向与激振方向一致,从而磨料在缓慢流动的过程中,工件相对磨粒的位移速度与该振动珩磨设备的振动速度叠加,提高了加工效率;通过调节磨粒流动速度或调节振动速度,可以适应于不同工件的加工精度要求;采用连杆连接容器外部的激振器和容器内部的待珩磨工件,一方面保护了激振器可以独立工作,其安装方便,另一方面,连杆实现了将激振运动传递到待珩磨工件上。
81.将容器分体为相对可密封的桶体和顶盖,方便更换不同介质的磨料;将连杆贯穿顶盖的间隙密封,保证容器的压力不受影响。
82.在其他实施例中,可以根据不同工件的珩磨加工精度要求,调节不同的空气压力值,或者容器内的气压并非要保持一个恒压值,只要在容器的顶部和底部实现压力差,能驱动磨料缓慢流动,达到磨料更迭自锐的效果即可;与容器内的底部相连通的增压装置也可以采用空气增压装置,实现对磨料更柔和的增压方式,有利于保护精密薄壁零件的表面要求;
83.在本实施例中,该振动珩磨设备还包括控制装置(图中未示出),控制装置分别连接于活塞式增压装置8和空气增压装置,用于控制两个增压装置交替对容器进行增压或减压。
84.该振动珩磨设备通过控制装置自动控制两个增压装置产生的压力差,实现交替增压,对不同工件灵活调节不同的增压效果,提供了珩磨精度,也提高了加工效率。
85.在本实施例中,激振器为电液式激振器4,其为多级变速激振器的一种类型,电液式激振器4包括伺服阀(图中未显示),电液式激振器通过调节伺服阀的输入电信号,控制伺服阀输出不同频率和不同振幅的速度响应,驱动电液式激振器4运动。电液式激振器输出力大、变速范围大、体积紧凑、价格较低,使用成本经济,是市面上常见的能实现多级变速效果的激振器。
86.通过电液式激振器4及其伺服阀,产生不同的速度、振幅与压力组合,实现了振动的多级变速效果,在不更换磨料的情况下,也可以获得多级珩磨效果。
87.在其他实施例中,多级变速激振器也可以是其他具有变速调节环节、能实现多级变速效果的激振器,例如:
88.电动式激振器,其通过改变外围线圈中的电流方向,使得中间的铁芯(振子)做往复运动;通过改变输入电流的强弱和频率,可以改变振子的运动振幅和频率,从而实现多级变速效果。其变速范围和挡次较多,控制方式多为闭环控制,激振精度高,然而体积较大、耗电多,价格昂贵,结构较为复杂。
89.机械式激振器,通过各式凸轮机构,将电机的回转运动变成往复运动;改变电机转速和凸轮偏心距离可以控制振子的频率和振幅,从而实现一定变速效果。机械式激振器的激振力弱、易耗损、变速范围窄,变速级数少。
90.电气式激振器,其类似于电液式激振器,两者的区别是电液式激振器采用液压作为动力源,而电气式激振器采用气压作为动力源。
91.如图3所示,本发明还提供了一种能够应用于该振动珩磨设备的振动珩磨方法,该振动珩磨方法包括:
92.s01、将待珩磨工件3不需要珩磨的表面遮盖。
93.s02、将连杆5的一端与电液式激振器4相连接,连杆5的另一端与待珩磨工件3相连接,并且工件3沿竖直方向安装;
94.s1、将磨料加入到桶体1之中,并将待珩磨的工件3浸没在磨料之中,形成磨料与工件表面完全贴合的状态;
95.s2、将容器设置成密闭状态;在本实施例中,步骤s2具体为:
96.s21,在桶体1的顶部盖上顶盖2;
97.s22,将顶盖2和桶体1之间密封,其密封方式可以是现有密封技术手段,比如用密封条沿桶体1与顶盖2接触面的四周密封;
98.s3、
99.启动电液式激振器4,输出激振运动,驱动连杆5带动待珩磨工件3振动,振动频率为1.0-120hz;
100.通过空气增压装置从空气进出口7往容器内注入空气15,密闭的空气15达到一个设定的压力值,其范围可以是0.1-7.0mpa,例如4mpa,并保持恒压;
101.将活塞式增压装置8与容器内的底部连通,活塞式增压装置8对磨料施加比空气增压装置更大的气压,例如7mpa,形成的压力差驱动磨料在容器中沿竖直方向以一定的速度缓慢流动,流动速度为15-100mm/分钟;
102.通过控制装置交替地调节空气增压装置和活塞式增压装置8的压力,形成变化的压力差,驱动磨料在容器内向上或向下交替缓慢流动。
103.调节电液式激振器4的振动幅度、电液式激振器4的振动频率、增压装置对磨料施加的压力这三个参数的组合,使之达到符合要求的珩磨加工效果。
104.工作时,该振动珩磨方法,通过激振器激振工件,细微撞击半液体磨料,利用其“恢复的滞后”特性生成空隙,工件得以在此空隙间产生相对位移,磨粒对工件表面便有划擦效应,使得工件表面粗糙度ra得以降低。其中,“恢复滞后”特性是指半液态的粘弹磨料由非牛顿流体特性决定,当其受到冲击后形成的形状恢复较缓慢,滞后于工件表面的第二次冲击,而在磨料界面和工件表面间形成空隙。
105.该振动珩磨方法通过容器内的底部的增压装置与从容器顶部注入或抽取空气的空气增压装置所形成的压力差,驱使磨粒产生缓慢流动,实现磨料的更迭自锐效果,延长了磨料的整体使用时间,提高了加工效率;而采用空气增压,实现的压力变化缓慢,适用于叶片、叶盘、叶轮等精密薄壁类零件的振动珩磨加工;空气从容器的顶部注入或抽取,增压/减压的操作更方便;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命。通过控制装置控制两个增压装置的压力,可以实现自动地交替增压或减压,让磨料在容器内来回反复运动,提高了效率。
106.其中,通过空气进口向容器内施加一个恒定压力,控制磨料介质缓进过程速度,保证珩磨精度。当然,在其他实施例中,根据珩磨精度的需要,在容器内的顶部形成的气压也可以非恒定,只要在容器的顶部和底部形成压力差,能够驱动磨料缓慢流动,实现更迭自锐的效果即可。
107.通过上述步骤产生不同的振动幅度、振动频率和磨料压力组合,可以得到不同等级的珩磨效果,并且配合不同粒度的磨料,可以获得更多等级的珩磨效果,实现更高的珩磨精度。
108.通过该振动珩磨方法,当工件精度要求不高时,可以提高缓慢流动速度,并将其与工件相对磨料介质的位移速度叠加,提高加工效率;而对于高精度工件,在密闭容器中实现半流体磨料介质相对振动传输轴和工件轴平行缓进流动,以达到磨料介质的更迭自锐效应,以获得高的加工效率。
109.实施例2
110.如图4所示,本发明提供了一种振动珩磨设备,其包括:
111.容器,在本实施例中,容器包括桶体1和顶盖,桶体1内填充有用于珩磨加工的半液态磨料14,待加工的工件3浸没在半液态磨料14中;桶体1和顶盖之间设置有密封部件(图中未示出),在顶盖盖在桶体1上时,通过密封部件实现两者的密封,使该容器处于密闭状态;控制半液态磨料14的加入量,使得磨料的顶面与顶盖之间形成高度落差,当顶盖盖在桶体1上式,形成密闭的空气层16;在其他实施例中,容器也可以是其他能实现密封效果的容器结构;
112.激振装置,激振装置包括激振器和连杆5,在本实施例中,激振器具体为电液式激振器4,连杆5的一端与电液式激振器4的振头相连接,连杆5的另一端为工件连接端,用于连接待加工的工件3,并一起伸入容器的内部;振动珩磨加工时,将待珩磨加工的工件3完全浸没在半液态磨料14之中,电液式激振器4驱动连杆5沿激振方向a作激振运动;其中,图4中所
展示的激振方向a仅用于说明示意,在其他实施例中,电液式激振器4也可驱动连杆5沿其他方向作激振运动,激振器也可以是其他能产生激振功能的动力设备;
113.两个增压装置,在本实施例中,与桶体1的底部连通的增压装置为活塞式增压装置8,与桶体1的顶部连通的增压装置也为活塞式增压装置8,两个活塞式增压装置8均包括增压缸12和活塞13,其中,与桶体1的顶部相连通的活塞式增压装置8的活塞13也作为容器的顶盖,与桶体1的底部相连通的活塞式增压装置8的增压缸12通过管道11连通至容器内;在其他实施例中,与桶体1的顶部连通的增压装置也可以为其他能实现空气增压效果的装置或设备,例如空气压缩设备或空气蓄能设备。
114.工作时,推动桶体1顶部的活塞13,驱动空气层16对半液态磨料14增压,并保持一个设定的气压值,其范围可以是0.1-7.0mpa,例如4mpa;此时,推动与桶体1底部连通的活塞13沿压缩方向c运动,以对增压缸12和与之连通的密闭容器内的半液体磨料14进行增压至比气压更高的压力,例如7mpa,形成的压力差驱动半液体磨料14从容器的底部向上缓慢流动,流动速度为15-100mm/分钟,通过控制两边的压力差大小,可以调节缓慢流动的速度;
115.或者,当需要实现磨料的逆向流动时,通过桶体1顶部的活塞式增压装置8增压,形成较大气压,此时,释放连通至桶体1底部的活塞式增压装置8的压力,形成较小的压力,两边的压力差,使得活塞13被推动沿压缩方向c的反方向运动,容器顶部的气压驱动半液体磨料14从容器的顶部向底部缓慢流动,同样通过控制两边的压力差大小,可以调节缓慢流动的速度。
116.该振动珩磨设备通过控制两个增压装置的压力,形成的压差,推动容器内的磨料沿容器的轴向缓慢流动,驱使磨料中的磨粒被翻转、滚动,使得与工件摩擦钝化的磨粒表面被翻转,而还未钝化的磨粒表面继续与工件摩擦,或者驱动远离工件的磨粒与工件摩擦;这种对磨料产生的效果,称之为更迭自锐;磨料的更迭自锐延长了容器内的磨料的整体使用时间,降低了更换磨料频率,进而提高加工效率;空气的可压缩性更好,因此可以期待工件在磨料介质中形成更大运动空间,降低耗能,提高加工效率;同时,磨料缓慢流动的方式,带走了磨料在工件表面摩擦所积累的热量,使得以冷加工方式珩磨精密零件表面,不产生二次硬化层;通过控制加入磨料的量,在顶盖和磨料的顶面之间可以预先形成封闭的空气层,再用活塞式增压装置对空气层增压/减压,实现了空气增压/减压的另一种技术方案;空气增压实现的压力变化缓慢,适用于叶片、叶盘、叶轮等盘类零件的振动珩磨加工;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命。
117.其中,容器的轴向与激振方向a一致,使得磨料流动的方向与激振方向一致,从而磨料在缓慢流动的过程中,工件相对磨粒的位移速度与该振动珩磨设备的振动速度叠加,提高了加工效率;通过调节磨粒流动速度或调节振动速度,可以适应于不同工件的加工精度要求;采用连杆连接容器外部的激振器和容器内部的待珩磨工件,一方面保护了激振器可以独立工作,其安装方便,另一方面,连杆实现了将激振运动传递到待珩磨工件上。
118.将容器分体为相对可密封的桶体和顶盖,方便更换不同介质的磨料;将连杆贯穿顶盖的间隙密封,保证容器的压力不受影响。
119.在其他实施例中,可以根据不同工件的珩磨加工精度要求,调节不同的空气压力值,或者容器内的气压并非要保持一个恒压值,只要在容器的顶部和底部实现压力差,能驱
动磨料缓慢流动,达到磨料更迭自锐的效果即可;与容器内的底部相连通的增压装置也可以采用空气增压装置,实现对磨料更柔和的增压方式,有利于保护盘类零件较为精密的表面要求。
120.在本实施例中,该振动珩磨设备还包括控制装置(图中未示出),控制装置分别电连接于两个活塞式增压装置8,用于控制两个增压装置交替对容器进行增压或减压。
121.该振动珩磨设备通过控制装置自动控制两个增压装置产生的压力差,实现交替增压,对不同工件灵活调节不同的增压效果,提供了珩磨精度,也提高了加工效率。
122.在本实施例中,激振器为电液式激振器4,其为多级变速激振器的一种类型,电液式激振器4包括伺服阀(图中未显示),电液式激振器通过调节伺服阀的输入电信号,控制伺服阀输出不同频率和不同振幅的速度响应,驱动电液式激振器4运动。电液式激振器输出力大、变速范围大、体积紧凑、价格较低,是市面上常见的能实现多级变速效果的激振器。
123.通过电液式激振器4及其伺服阀,产生不同的速度、振幅与压力组合,实现了振动的多级变速效果,在不更换磨料的情况下,也可以获得多级珩磨效果。
124.在其他实施例中,多级变速激振器也可以是其他具有变速调节环节、能实现多级变速效果的激振器,例如:
125.电动式激振器,其通过改变外围线圈中的电流方向,使得中间的铁芯(振子)做往复运动;通过改变输入电流的强弱和频率,可以改变振子的运动振幅和频率,从而实现多级变速效果。其变速范围和挡次较多,控制方式多为闭环控制,激振精度高,然而体积较大、耗电多,价格昂贵,结构较为复杂。
126.机械式激振器,通过各式凸轮机构,将电机的回转运动变成往复运动;改变电机转速和凸轮偏心距离可以控制振子的频率和振幅,从而实现一定变速效果。机械式激振器的激振力弱、易耗损、变速范围窄,变速级数少。
127.电气式激振器,其类似于电液式激振器,两者的区别是电液式激振器采用液压作为动力源,而电气式激振器采用气压作为动力源。
128.如图5所示,本发明还提供了一种能够应用于该振动珩磨设备的振动珩磨方法,该振动珩磨方法包括:
129.s01、将待珩磨工件3不需要珩磨的表面遮盖。
130.s02、将连杆5的一端与电液式激振器4相连接,连杆5的另一端与待珩磨工件3相连接,并且工件3沿竖直方向安装;
131.s1、将磨料加入到桶体1之中,并控制磨料的加入量,使磨料的顶面与顶盖之间形成高度落差,将待加工的工件3浸没在磨料之中,形成磨料与工件表面完全贴合的状态;
132.s2、将容器设置成密闭状态;在本实施例中,步骤s2具体为:
133.s21,在桶体1的顶部盖上顶盖;
134.s22,将顶盖和桶体1之间密封,其密封方式可以是现有密封技术手段,同时,在顶盖与磨料的顶面之间形成了密闭的空气层16;
135.s3、
136.启动电液式激振器4,输出激振运动,驱动连杆5带动待珩磨工件3振动,振动频率为1.0-120hz;
137.将桶体1的顶部连接活塞式增压装置8,推动桶体1顶部的活塞13,驱动空气层16对
半液态磨料14增压,并保持一个设定的气压值,其范围可以是0.1-7.0mpa,例如6mpa;
138.将桶体1的底部连接活塞式增压装置8,推动与桶体1底部连通的活塞13沿压缩方向c运动,以对增压缸12和与之连通的密闭容器内的半液体磨料14进行增压至比气压更高的压力,例如7mpa,形成的压力差驱动半液体磨料14从容器中沿竖直方向缓慢流动,流动速度为15-100mm/分钟;
139.通过控制装置交替地调节两个活塞式增压装置8的压力,形成变化的压力差,驱动磨料在容器内向上或向下交替缓慢流动。
140.调节电液式激振器4的振动幅度、电液式激振器4的振动频率、增压装置对磨料施加的压力这三个参数的组合,使之达到符合要求的珩磨加工效果。
141.工作时,该振动珩磨方法,通过激振器激振工件,细微撞击半液体磨料,利用其“恢复的滞后”特性生成空隙,工件得以在此空隙间产生相对位移,磨粒对工件表面便有划擦效应,使得工件表面粗糙度ra得以降低。其中,“恢复滞后”特性是指半液态的粘弹磨料由非牛顿流体特性决定,当其受到冲击后形成的形状恢复较缓慢,滞后于工件表面的第二次冲击,而在磨料界面和工件表面间形成空隙。
142.该振动珩磨方法通过在容器顶部预设形成密封的空气层,再用活塞式增压装置对空气层增压/减压,实现了简便的空气增压操作,适用于叶片、叶盘、叶轮等精密薄壁零件的振动珩磨加工;通过连通容器的顶部和底部的增压装置所形成的压力差,驱使磨粒产生缓慢流动,实现磨料的更迭自锐效果,保持高效切削,延长了磨料的整体使用时间,提高了加工效率;在磨料于容器内顶面之间形成空气层,避免磨粒对容器顶盖的摩擦,有利于提高该振动珩磨设备的使用寿命。通过控制装置控制两个增压装置的压力,可以实现自动地交替增压或减压,让磨料在容器内来回反复运动,提高了效率。
143.其中,通过控制活塞式增压装置使所述第一压力保持恒定,控制磨料介质缓进过程速度,保证珩磨精度。当然,在其他实施例中,根据珩磨精度的需要,在容器内的顶部形成的气压也可以非恒定,只要在容器的顶部和底部形成压力差,能够驱动磨料缓慢流动,实现更迭自锐的效果即可。
144.通过上述步骤产生不同的振动幅度、振动频率和磨料压力组合,可以得到不同等级的珩磨效果,并且配合不同粒度的磨料,可以获得更多等级的珩磨效果,实现更高的珩磨精度。
145.通过该振动珩磨方法,当工件精度要求不高时,可以提高缓慢流动速度,并将其与工件相对磨料介质的位移速度叠加,提高加工效率;而对于高精度工件,在密闭容器中实现半流体磨料介质相对振动传输轴和工件轴平行缓进流动,以达到磨料介质的更迭自锐效应,以获得高的加工效率。
146.虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。