1.本发明涉及电路板材生产加工技术领域,尤其公开了一种具有板边支撑功能的暂存设备及暂存方法。
背景技术:
2.印刷电路板在制造过程中,通过都会经过油墨涂装、干燥、烘烤等制作过程,但是在电路板经过油墨涂装后,需要将其静置一段时间,以便于油墨的固化,因此便产生了暂存设备来存放上过油墨涂装后的电路板,待电路板在暂存设备内存放了一定时间后,再将放置于暂存装置内的电路板取出输送至下一工艺。
3.目前市面上现有的暂存机构在进入通道处设置有数组支撑滚轮,以便于将电路板整体进行托起然后移动传送,但是滚轮在滚动转运的过程中,容易触碰到刚进行油墨涂装的电路板,从而造成油墨的脱落,最终导致成型出来的电路板质量不合格。
4.因此,需要研究一种新的技术方案来解上述问题。
技术实现要素:
5.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种具有板边支撑功能的暂存设备及暂存方法。
6.为解决上述技术问题,本发明所采取的技术方案是:一种具有板边支撑功能的暂存设备,包括具有防护门的机架,机架设有暂存装置、板材进料装置与板材出料装置,板材进料装置与板材出料装置分别设置在暂存装置的两侧;
7.暂存装置包括暂存架及设置在暂存架上的滑动组件,暂存架上设有用于检测板材件进料/出料的光电对照传感器;
8.板材进料装置包括安装于机架上的进料架、位于进料架内侧的传送组件及设于进料架内下端用于推送板材件移动的推送机构,板材进料装置设于暂存装置的一侧,板材件放置于进料架上经传送组件向前传递,并由推送机构将其推送进暂存架内进行存放。
9.作为一种优选,所述滑动组件设于暂存架的两侧,所述滑动组件包括安装固定在暂存架上的固定底座及设于固定底座内的滑动轮,所述滑动组件设置为复数个,复数个滑动组件上下之间保持一定间隔距离并安装固定在暂存架内端两侧,上下相邻的滑动组件之间形成用于存放板材件的储存通道,滑动组件的上方设有两端向外展开用于引导板材件移动导向的导向板。
10.作为一种优选,所述暂存架上还设有复数个具有弹性复位功能的弹性限位件,弹性限位件分别设置在每层储存通道的两侧并位于导向板的外端处。
11.作为一种优选,所述弹性限位件包括固定在暂存架内侧端的限位底座、设于限位底座上方的滑动限位座及安装在滑动限位座前端的滑动滚轮,限位底座的上端面设有可供滑动限位座安装入内的滑动凸肩,滑动限位座的下端设有与滑动凸肩相适配并使能够沿着滑动凸肩进行滑动横移的滑动凹槽,限位底座后端设有用于固定锁紧的锁紧件,锁紧件上
端设有一贯通的通孔,并在通孔内设置有从一端穿过通孔并从另一端伸出到滑动限位座内锁紧连接的固定顶针,且固定顶针上套设有具有弹性复位的复位弹簧,复位弹簧的一端抵靠在限位底座的后端,复位弹簧的另一端抵靠在锁紧件的内侧端。
12.作为一种优选,所述机架内还设有位于进料架侧端并用于驱动其上下移动的升降机构,升降机构包括固定架、抬升臂、驱动电机和丝杆,丝杆安装于固定架,抬升臂安装于丝杆并随其上下移动,抬升臂伸出至进料架的下方并用于托起固定进料架,驱动电机装设于固定架的顶端并位于丝杆上方用于驱动其进行转动,从而带动抬升臂上的进料架进行上下移动进料。
13.作为一种优选,所述传送组件包括安装固定在进料架内侧端的固定板及设于固定板上的传送轮,固定板上设有若干个间隔设置并用于安装传送轮的安装固定孔,传送轮的外表面还套设有用于增大与板材接触面摩擦力的橡胶环。
14.作为一种优选,所述传送组件还包括有用于上下顶起抬升的顶轮组件,顶轮组件设于传送组件的后端部,顶轮组件包括活动顶架、活动顶轮及用于驱动活动顶架上下运动的顶轮气缸,活动顶架上设有数个向上凸起的安装板,安装板位于相邻的传送轮之间,活动顶轮设于安装板的上端并从相邻的传送轮之间伸出顶起,活动顶架的下方还设有固定支架,固定支架的两侧端设有向上伸出并连接在活动顶架两侧端的活动导柱,顶轮气缸设于固定支架上并向上伸出用于连接在活动顶架的活塞杆。
15.作为一种优选,所述传送组件还包括用于阻挡板材继续前进的升降止挡部件,升降止挡部件设于进料架的后端,升降止挡部件包括止挡板及用于控制止挡板上下活动的止挡气缸,止挡气缸安装固定在进料架的后端外侧,止挡气缸所伸出的活塞杆用于连接止挡板控制其上下移动用于阻挡板材的前进。
16.作为一种优选,所述板材出料装置包括出料架、设置于出料架内侧端的传送组件及用于夹持板材移动的夹持组件,夹持组件设于出料架的内下端,夹持组件包括用于安装固定在出料架下方的夹持固定座、夹持机构及用于驱动夹持机构移动的无杆位移气缸,夹持固定座的两端安装固定于出料架,无杆位移气缸沿板材移动方向装设于夹持固定座上,夹持机构用于夹持放置于暂存装置内的板材,并随无杆夹持气缸的移动带动着板材从远离暂存装置并放置于传送组件上进行向后移动。
17.作为一种优选,所述夹持机构包括有用于夹持板材的夹持手、夹持升降气缸及回退气缸,夹持手的后端设有一用于安装固定的夹持安装座,回退气缸设于夹持手的后端并固定于夹持安装座用于控制夹持手向后回退,夹持升降气缸设于夹持安装座的后外端用于控制夹持安装座的上下移动。
18.一种具有板边支撑功能暂存设备的暂存方法,包括如下具体步骤:
19.s1:将刚印有油墨涂装的板材件放置在板材进料装置处,并由设置在进料架内端两侧的传送组件将板材件衬托起并传输移动;
20.s2:传送组件的传送轮上设置有橡胶环,用于增大与板材件接触面的摩擦力,并将板材件向暂存装置的方向输送移动;
21.s3:同时,升降机构会把进料架的高度进行升高/降低,使板材件能够放置到空闲的暂存架;
22.s4:当板材件移动至进料架的后端时,升降阻挡部件将会升起,用于阻挡板材件的
继续前进;
23.s5:顶轮组件启动,活动顶轮从间隔设置的传送轮之间伸出并将板材件顶起,降低板材件与传送轮上橡胶环之间的摩擦力,并使推送机构将板材件继续向暂存架内推送移动;
24.s6:当板材件进入暂存装置,先经过位于暂存架上下两端的光电对照传感器的检测并生成入库信息传输到中控系统,入库信息包括有板材件的进入时间和位于暂存架的放置位置,以便于后续移出暂存装置;
25.s7:板材件进入暂存架内时,板材件的左右两端会触碰到滑动组件并对其施加力,从而让滑动组件向后收缩,便于板材件进入到暂存架内进放置,待板材件完全进入后,滑动组件就会向前回弹恢复原状;
26.s8:板材件在暂存架内静置一段时间,以便于油墨涂装晾干,等待足够的时间后,中控系统就会传递控制信息至板材出料装置;
27.s9:此时位于板材出料装置处的升降机构,将出料架抬升至位于暂存装置内板材件的相对应高度;
28.s10:板材出料装置的夹持机构通过回退气缸及夹持升降气缸的配合控制夹持手伸入至暂存装置内,夹持住已晾干的板材件并向后回退移出暂存架;
29.s11:夹持机构将板材件夹出,经过光电对照传感器的检测并形成出库信息传输至中控系统,夹持机构把板材件夹出放置到出料架上的传送组件;
30.s12:此时,升降机构将出料架恢复至原始高度,位于出料架上的传送组件将板材件向远离暂存装置的一端输送,并使板材件传输至下一工序进行加工。
31.本发明的有益效果是:通过在进料装置与出料装置处设置有升降机构,能够把板材输送至不同高度的暂存装置内进行存放,还在进料装置及出料装置的内端两侧设置有用于传输板材的传送组件,板材在进入/移出暂存装置时,仅通过左右两端的传送组件进行输送,能够避免在运送过程中触碰到印有油墨涂装的板材中心,并在传送组件的传送轮上设置有用于增大摩擦力的橡胶环,有效的增大与板材两侧接触面的摩擦力,避免板材在移动时松脱掉落。
32.还通过在进料装置的后端部设有用于顶起板材再送入暂存装置的顶轮组件,待进料装置将印有油墨涂装的板材输送至后端时,顶轮组件从传送轮之间升起并抬升板材,从而使板材远离传送轮再送入进暂存装置;还在出料装置设置有用于将板材从暂存装置内夹持出来的夹持组件,能够精准的将板材夹持并移出转移至下一工序进行加工。
附图说明
33.图1是本发明的整体结构示意图。
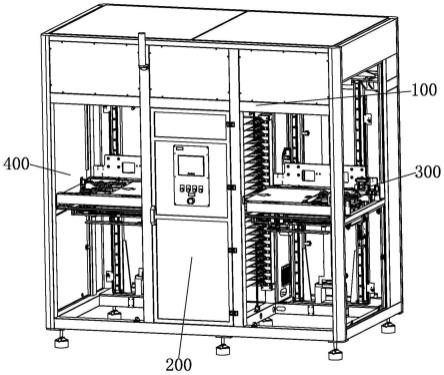
34.图2是本发明的内部结构示意图。
35.图3是本发明之暂存装置的结构示意图。
36.图4是本发明的另一视角的暂存装置结构示意图。
37.图5是本发明之板材进料装置的结构示意图。
38.图6是本发明之板材出料装置的结构示意图。
39.图7是本发明之弹性限位件的结构示意图。
40.图8是本发明之图4中a处的局部放大结构示意图。
41.图9是本发明之图5中b处的局部放大结构示意图。
42.图10是本发明之图6中c处的局部放大结构示意图。
43.附图标识说明:
44.100、机架;
45.200、暂存装置;210、暂存架;220、滑动组件;221、固定底座;222、滑动轮;230、光电对照传感器;240、导向板;250、弹性限位件;251、限位底座;252、滑动限位座;253、滑动滚轮;254、锁紧件;255、固定顶针;256、复位弹簧;
46.300、板材进料装置;310、进料架;320、传送组件;321、固定板;322、传送轮;323、橡胶环;330、推送机构;340、顶轮组件;341、活动顶架;342、活动顶轮;343、顶轮气缸;344、安装板;345、固定支架;346、活动导柱;350、升降止挡部件;351、止挡板;352、止挡气缸;
47.400、板材出料装置;410、出料架;420、夹持组件;421、夹持固定座;422、夹持机构;4221、夹持手;4222、夹持升降气缸;4223、回退气缸;4224、夹持安装座;423、无杆位移气缸;
48.500、升降机构;510、固定架;520、抬升臂;530、驱动电机;540、丝杆。
具体实施方式
49.为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
50.如图1-10所示,一种具有板边支撑功能的暂存设备,包括具有防护门的机架100,在机架100内设有暂存装置200、板材进料装置300与板材出料装置400,并把板材进料装置300与板材出料装置400分别设置在暂存装置200的两侧,使得印有油墨涂装的板材经过板材进料装置300的输送,存放在暂存装置200内,待板材上静置一段时间后,再通过板材出料装置400将其取出,然后输送至下一工序进行加工。
51.其中,所使用的暂存装置200包括暂存架210及设置在暂存架210上的滑动组件220,还在暂存架210上设有用于检测板材件进料/出料的光电对照传感器230,当板材进入/移出暂存架210时,会经过光电对照传感器230的检测,并记录每一块板材进入暂存架210的时间及摆放位置,然后再把所检测的信息传递到中控系统进行记录,待板材在暂存架210内放置足够的时间后,中控系统会传递控制信号至板材出料装置400,从而将相对应位置的板材夹持移出至下一工序。
52.在本实施例中,板材进料装置300包括安装于机架100上的进料架310、位于进料架310内侧的传送组件320及设于进料架310内下端用于推送板材件移动的推送机构330,在使用时,通过将板材进料装置300设置在暂存装置200的右侧以便于板材件的上料,将板材件放置于进料架310上经传送组件320向前传递,然后由推送机构330将板材件推送进暂存架210闲置的位置进行存放。
53.在实际使用中,把滑动组件220设于暂存架210的两侧,所使用的滑动组件220包括安装固定在暂存架210上的固定底座221及设于固定底座221内的滑动轮222,且滑动组件220设置为复数个,通过将复数个滑动组件220上下设置并使它们之间保持一定间隔距离,然后安装固定在暂存架210内端的两侧,从而实现上下相邻的滑动组件220之间形成用于存放板材件的储存通道,并且滑动组件220的上方设有两端向外展开用于引导板材件移动导
向的导向板240,即板材件从板材进料装置300处转移至暂存架210上,首先经过导向板240的导向移动,以防止板材件在进入储存通道时发生偏差,从而发生损坏,且当板材件进入到储存通道后,再由滑动组件220将其向储存通道的内部转运,使板材件能够准确、完整的放置在暂存架210内静置一段时间。
54.进一步的,在暂存架210上还设有复数个具有弹性复位功能的弹性限位件250,通过把弹性限位件250分别设置在每层储存通道的两侧并位于导向板240的外端处,使得板材件在进入导向板240前,板材件的两侧抵靠于弹性限位件250上,对两侧的弹性限位件250施加力从而使得弹性限位件250发生弹性收缩,以便于板材件进入到储存通道内进行放置,当板材件全部进入后,弹性限位件250就会恢复原来的状态,起到防止板材件后退、掉落的情况。
55.具体的,弹性限位件250包括固定在暂存架210内侧端的限位底座251、设于限位底座251上方的滑动限位座252及安装在滑动限位座252前端的滑动滚轮253,在限位底座251的上端面设有可供滑动限位座252安装入内的滑动凸肩,还在滑动限位座252的下端设有与滑动凸肩相适配并使能够沿着滑动凸肩进行滑动横移的滑动凹槽,且在限位底座251后端设有用于固定锁紧的锁紧件254,还在锁紧件254上端设有一处贯通的通孔,并在通孔内设置有从一端穿过通孔并从另一端伸出到滑动限位座252内锁紧连接的固定顶针255,且固定顶针255上套设有具有弹性复位的复位弹簧256,把复位弹簧256的一端抵靠在限位底座251的后端,再把复位弹簧256的另一端抵靠在锁紧件254的内侧端,在实际使用时,当设置在储存通道两侧端的滑动滚轮253受到板材件进入时所产生的挤压力,从而发生弹性收缩以便于板材件的进入,板材件在移动时会抵靠在滑动滚轮253上,从而使滑动滚轮253向后移动并对板材件进行限位,待板材件进入到暂存架210内放置后,弹性限位件250的滑动滚轮253就会受到复位弹簧256的弹性复位的效果向前顶出还原,变回常规状态。
56.在本实施例中,机架100内还设有位于进料架310侧端并用于驱动其上下移动的升降机构500,且升降机构500包括固定架510、抬升臂520、驱动电机530和丝杆540,在安装使用时,将丝杆540竖直安装在固定架510的中心端,再把抬升臂520安装在丝杆540上并使其随丝杆540上下移动,并将装好的抬升臂520伸出至进料架310的下方,再把抬升臂520承托起进料架310并将两者进行连接固定,再把驱动电机530装设于固定架510的顶端并使其位于丝杆540的上方用于驱动丝杆540进行转动,从而带动抬升臂520上的进料架310进行上下移动进料,实现将板材件放入到不同高度的暂存架210内。
57.进一步的,传送组件320包括安装固定在进料架310内侧端的固定板321及设于固定板321上的传送轮322,在固定板321上设有若干个间隔设置并用于安装传送轮322的安装固定孔,通过把传送轮322安装在固定孔内,并使相邻的传送轮322间保持一定的间隔距离,还通过在传送轮322的外表面套设有用于增大与板材件接触面摩擦力的橡胶环323,在实际使用时,还包括有用于驱动传送组件320进行转动的驱动电机及传动轴,通过把传动轴的两端分别连接在两侧的传送组件320上,然后通过驱动电机控制着传动轴进行转动从而带动着传送组件320同步转动运转,然后再将印有油墨涂装的板材件放置于进料架310上,然后让设置在两端的传送组件320来对板材件进行抵靠支撑并将其向前送往至暂存装置200处,并且还在传送轮322上设置有用于增大与板材件间摩擦力的橡胶环323,能够使板材件在运送过程中具备良好的摩擦力,防止发生掉落的情况。
58.更进一步的,传送组件320还包括有用于上下顶起抬升的顶轮组件340,通过把顶轮组件340设于传送组件320的后端部,且顶轮组件340包括活动顶架341、活动顶轮342及用于驱动活动顶架341上下运动的顶轮气缸343,还在活动顶架341上设有数个向上凸起的安装板344,让安装板344位于相邻的传送轮322之间,并把活动顶轮342设于安装板344的上端,并使活动顶轮342能够从相邻的传送轮322之间伸出顶起,且在活动顶架341的下方还设有固定支架345,还在固定支架345的两侧端设有向上伸出并连接在活动顶架341两侧端的活动导柱346,把顶轮气缸343设于固定支架345上并向上伸出用于连接在活动顶架341上的活塞杆,即顶轮气缸343启动时,活塞杆带动着上端的活动顶架341作上下运动,当顶轮气缸343向上顶起时,活动顶架341向上移动,并把活动顶轮342从相邻的传送轮322间顶起,然后把从前往后传送过来的板材件向上顶起,以便于使板材件远离传送轮322和橡胶环323,减少两者间的摩擦力,然后再通过活动顶轮342将板材件输送进暂存装置200内。
59.具体的,传送组件320还包括用于阻挡板材继续前进的升降止挡部件350,把升降止挡部件350设于进料架310的后端,升降止挡部件350包括止挡板351及用于控制止挡板351上下活动的止挡气缸352,通过将止挡气缸352安装固定在进料架310的后端外侧,并把止挡气缸352所伸出的活塞杆用于连接止挡板351,通过活塞杆的控制来操控止挡板351的上下移动,使得止挡板351能够阻挡板材件的继续前进,以便于顶轮组件340将板材件向上顶起。
60.在本实施例中,板材出料装置400包括出料架410、设置于出料架410内侧端的传送组件320及用于夹持板材移动的夹持组件420,通过把夹持组件420设于出料架410的内下端,且所使用的夹持组件420包括用于安装固定在出料架410下方的夹持固定座421、夹持机构422及用于驱动夹持机构422移动的无杆位移气缸423,通过把夹持固定座421的两端安装固定在出料架410上,然后将无杆位移气缸423沿板材移动方向装设在夹持固定座421上,在使用时,夹持机构422用于夹持放置于暂存装置200内的板材件,随着无杆夹持气缸的移动带动着板材件从而远离暂存装置200,并将板材件放置于传送组件320上进行向后移动,然后让板材件输送至下一工序进行加工。
61.进一步的,夹持机构422包括有用于夹持板材的夹持手4221、夹持升降气缸4222及回退气缸4223,通过在夹持手4221的后端设有一用于安装固定的夹持安装座4224,把回退气缸4223设于夹持手4221的后端,并将回退气缸4223固定在夹持安装座4224上用于控制夹持手4221向后回退,再把夹持升降气缸4222设于夹持安装座4224的后外端用于控制夹持安装座4224的上下移动,在实际使用时,夹持机构422随着无杆位移机构的向前移动到暂存装置200处,然后通过回退气缸4223的控制,使夹持手4221继续向前移动并伸入至暂存装置200内,将位于暂存装置200内的板材件夹持,此时,回退气缸4223就会向后倒退并带出板材件,然后无杆位移气缸423继续向后移动带着板材件远离暂存装置200,当板材件放置于传送组件320上时,夹持机构422就会松开夹持手4221并回到原位,让板材件随着传送组件320的传输传送至下一工序进行加工。
62.在实际使用过程中,还在板材出料装置400设置有升降机构500,用于将出料架410抬升至相对应的高度,然后通过夹持机构422将暂存装置200内的板材件取出。
63.一种具有板边支撑功能暂存设备的暂存方法,包括如下具体步骤:
64.s1:将刚印有油墨涂装的板材件放置在板材进料装置300处,并由设置在进料架
310内端两侧的传送组件320将板材件衬托起并传输移动;
65.s2:传送组件320的传送轮322上设置有橡胶环323,用于增大与板材件接触面的摩擦力,并将板材件向暂存装置200的方向输送移动;
66.s3:同时,升降机构500会把进料架310的高度进行升高/降低,使板材件能够放置到空闲的暂存架210;
67.s4:当板材件移动至进料架310的后端时,升降阻挡部件350将会升起,用于阻挡板材件的继续前进;
68.s5:顶轮组件340启动,活动顶轮342从间隔设置的传送轮322之间伸出并将板材件顶起,降低板材件与传送轮322上橡胶环323之间的摩擦力,并使推送机构330将板材件继续向暂存架210内推送移动;
69.s6:当板材件进入暂存装置200,先经过位于暂存架210上下两端的光电对照传感器230的检测并生成入库信息传输到中控系统,入库信息包括有板材件的进入时间和位于暂存架210的放置位置,以便于后续移出暂存装置200;
70.s7:板材件进入暂存架210内时,板材件的左右两端会触碰到滑动组件250并对其施加力,从而让滑动组件250向后收缩,便于板材件进入到暂存架210内进放置,待板材件完全进入后,滑动组件250就会向前回弹恢复原状;
71.s8:板材件在暂存架210内静置一段时间,以便于油墨涂装晾干,等待足够的时间后,中控系统就会传递控制信息至板材出料装置400;
72.s9:此时位于板材出料装置400处的升降机构500,将出料架410抬升至位于暂存装置200内板材件的相对应高度;
73.s10:板材出料装置400的夹持机构422通过回退气缸4223及夹持升降气缸4222的配合控制夹持手4221伸入至暂存装置200内,夹持住已晾干的板材件并向后回退移出暂存架210;
74.s11:夹持机构422将板材件夹出,经过光电对照传感器230的检测并形成出库信息传输至中控系统,夹持机构422把板材件夹出放置到出料架410上的传送组件320;
75.s12:此时,升降机构500将出料架410恢复至原始高度,位于出料架410上的传送组件320将板材件向远离暂存装置200的一端输送,并使板材件传输至下一工序进行加工。
76.工作原理:当印有油墨涂装的板材件放入到板材进料装置300,此时位于板材进料装置300左右两端的传送组件320将板材件承托起,并向前移动靠近于暂存装置200,当板材件输送至板材进料装置300的后端处,会受到升降阻挡部件的阻挡防止其继续前进,此时升降机构500会将进料架310抬升/降低到具有闲置仓位的暂存装置200处,然后通过顶轮组件340将板材件向上顶起,使它的两侧端远离传送轮322和橡胶环323,降低板材件与橡胶环323的摩擦力,以便于将板材件输送至暂存装置200内。
77.当板材件进入暂存装置200时,首先需要经过光电对照传感器230,以便于监测到板材件的进入信息并将数据资料上传至中控系统便于管理,然后在板材件进入到暂存装置200内时,会经过滑动组件220的抵靠,当板材件的两侧壁抵靠在滑动组件220上时,会受到挤压力,从而让滑动滚轮253向后收缩;当板材件完全进入到暂存装置200的储存通道时,滑动组件220会回弹到原始的状态,防止板材件向后回退掉落。
78.当位于暂存装置200内的板材件静置一段时间后,板材件上的油墨涂装即可完成
晾干,然后通过板材出料装置400的升降机构500将出料架410抬升/降低到相应的高度,然后再通过夹持机构422的回退气缸4223及夹持升降气缸4222的配合将位于暂存装置200内的板材件取出,并放置到传送组件320上,接着由传送组件320把板材件输送至下一工序进行加工。
79.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。