1.本实用新型涉及无刷电机生产设备的设计制造领域,更具体的说,它涉及一种无刷电机控制器焊接设备的涂胶组件。
背景技术:
2.随着国内外无刷电机技术的发展,目前汽车电机上越来越多采用无刷电机;无刷电机相对于有刷电机来看具备以下优点:
3.(1)无电刷、低干扰。
4.(2)噪音低,运转顺畅。
5.(3)寿命长,低维护成本。
6.目前的市场上的无刷电机若采用铜线上增加铜套和端子直接与控制器进行焊接,一般采用手工焊接或是半自动设备焊接;并在完成焊接后需要进行涂胶工序;但不论是采用手工焊接、半自动设备焊接、手工涂胶还是半自动设备涂胶,生产效率都较为低下,不足以满足市场日渐增大的需求;并且难免会在焊接和涂胶过程中出现失误,影响到产品的质量。
技术实现要素:
7.本实用新型克服了现有技术的不足,提供结构简单、设计合理、生产高效且产品高质量的一种无刷电机控制器焊接设备的涂胶组件。
8.为了解决上述技术问题,本实用新型的技术方案如下:
9.一种无刷电机控制器焊接设备的涂胶组件,设置于无刷电机控制器焊接设备,无刷电机控制器焊接设备包括滴胶机构、焊接机构和转盘分度机构,滴胶机构、焊接机构和转盘分度机构均设置于台面板上;转盘分度机构包括回转盘和转盘驱动部装置,回转盘上设置有工装底座,回转盘与转盘驱动部装置的输出端连接,回转盘在转盘驱动部装置的带动下旋转,并且工装底座依次经过焊接机构和滴胶机构。
10.进一步的,工装底座包括底座本体,电机设置于底座本体上进行后续的加工;底座本体内设置有工件放置空间;底座本体的一端与回转盘连接,底座本体的另一端设置有工件放置空间的放置开口;在工件放置空间内设置有放置挡板,所述放置挡板处于靠近放置开口的一端;放置挡板上还设置有与电机配合的电机定位槽;电机放置在工件放置空间时,电机下表面与放置挡板的上表面接触。
11.进一步的,在底座本体上还设置有可调节的工件限位部对电机进行限定;所述工件限位部包括限位安装块和限位摆动块,限位安装块固定在底座本体上,限位安装块上设置有限位调节轴;限位摆动块被限位调节轴穿过,并通过限位调节轴实现限位摆动块与限位安装块的转动连接;底座本体上的电机处于限位摆动块的活动路径上;限位摆动块上还设置有限位挡板,限位摆动块收拢时,限位挡板与电机的上表面接触。
12.进一步的,滴胶机构可进行x、y、z三轴的调整;滴胶机构包括滴胶部分、滴胶水平
调整部分和滴胶垂直调整部分;滴胶垂直调整部分设置于滴胶水平调整部分上,滴胶部分设置于滴胶垂直调整部分上。
13.进一步的,所述滴胶水平调整部分包括滴胶调整支架、第一直线运动模组、第二直线运动模组;滴胶调整支架固定在台面板上;第一直线运动模组设置于滴胶调整支架上,第二直线运动模组设置于第一直线运动模组的活动块上;第一直线运动模组和第二直线运动模组采用滚珠丝杆。
14.进一步的,第一直线运动模组活动块的活动路径和第二直线运动模组活动块的活动路径相互垂直。
15.进一步的,滴胶垂直调整部分包括滴胶安装立柱、滴胶安装板、滴胶调整气缸、滴胶调整导杆、滴胶调整轴承和滴胶移动板;所述滴胶安装立柱的一端固定在第二直线运动模组的活动块上,滴胶安装板固定在滴胶安装立柱的另一端;滴胶移动板被滴胶安装立柱穿过,并沿滴胶安装立柱活动;滴胶调整气缸固定在滴胶安装板上,并且滴胶调整气缸的气缸臂穿过滴胶安装板与滴胶移动板连接;滴胶部分包括胶阀,胶阀固定在滴胶移动板上。
16.进一步的,滴胶安装板上还设置有滴胶调整轴承,滴胶调整导杆穿过滴胶调整轴承,并且滴胶调整导杆的一端与滴胶移动板连接。
17.进一步的,还包括供胶部件;滴胶机构包括胶阀;供胶部件包括胶管装配容器、胶管挤压气缸和出胶控制阀;胶阀与出胶控制阀配合;所述胶管装配容器的一端与出胶控制阀连接并配合;胶管装配容器内设置有装配空间,胶管设置于装配空间内为胶阀供胶,装配空间的一端与出胶控制阀相通;胶管装配容器的另一端通过连接法兰与胶管挤压气缸连接;胶管挤压气缸的气缸臂进入装配空间,并挤压装配空间内的胶管;供胶部件还包括出胶控制电机,出胶控制电机与出胶控制阀配合,并控制其出胶。
18.进一步的,滴胶机构还包括接胶盒和接胶支架,所述接胶支架固定在台面板上;接胶盒设置于接胶支架上。
19.本实用新型的有益效果是:
20.在本实用新型中,通过转盘分度机构,将完成焊接的电机送至滴胶机构所在处进行涂胶,快速的进行工序的转变,进而大幅度的提升了本设备的生产效率;并且相较于人工和半自动设备,本设备自动化进行加工工序,降低了产品出现残次品的几率,提升了产品的生产质量;工装底座的设置使得电机能够更加稳定的进行加工。
21.放置挡板的设置,提升了电机放置的稳定性;工件限位部的设置,使得工装底座上放置的电机更为稳定。
22.在本实用新型中,滴胶机构包括滴胶部分、滴胶水平调整部分和滴胶垂直调整部分,不仅使得滴胶的精度更高,还能使得本设备能够适用于不同型号电机的滴胶工作;使得本设备的适用范围更广,使用成本更低。
23.在本实用新型中,同时接胶盒和接胶支架的设置,能够避免胶水滴到工件或是回转盘上。
24.滴胶调整轴承和滴胶调整导杆的设置进一步的限定了滴胶移动板的活动路径,使其能够更加准确的调整胶阀的所在高度,并且避免其出现偏移;使得涂胶工作更为精确。
附图说明
25.图1为无刷电机控制器焊接设备正面的结构图。
26.图2为防护罩的结构图。
27.图3为防护罩内各组件的分布结构图。
28.图4为台面板上焊接机构、滴胶机构、剪线机构和扫码确认部件的分布结构图。
29.图5为转盘分度组件的结构图。
30.图6为工装底座的结构图。
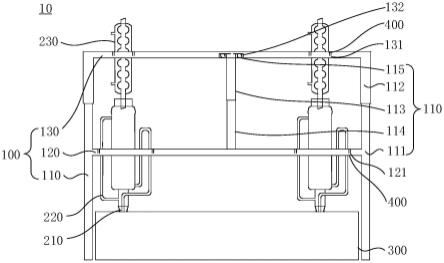
31.图7为预压组件的结构图。
32.图8为焊接机构的结构图。
33.图9为焊接部分、焊接水平调整部分和焊接垂直调整部分配合的结构图。
34.图10为焊接垂直调整部分的结构图。
35.图11为焊接水平调整部分的结构图。
36.图12为负极部分的结构图。
37.图13为正极部分的结构图。
38.图14为调整杆处的结构图。
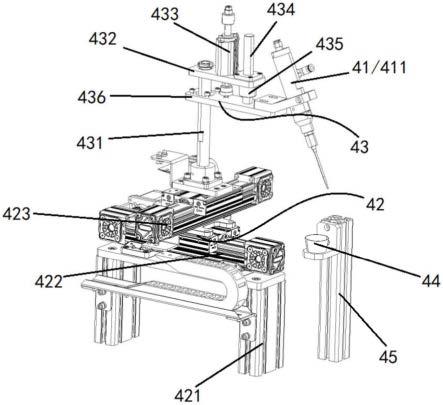
39.图15为滴胶机构的结构图。
40.图16为剪线机构的结构图。
41.图17为废料盒的结构图。
42.图18为供胶部件的结构图。
43.图19为扫码确认部件的结构图。
44.图中标号:
45.1.机架;2.转盘分度机构;3.焊接机构;4.滴胶机构;5.剪线机构;6.扫码确认部件;7.供胶部件;8.电气柜;9.防护罩;11.台面板;21.回转盘;22.转盘驱动部装置;23.工装底座;24.底座本体;25.工件限位部;26.预压组件;27.安装盘;31.焊接部分;32.焊接水平调整部分;33.焊接垂直调整部分;34.正极部分;35.负极部分;36.焊接调整部;37.变压器部件;41.滴胶部分;42.滴胶水平调整部分;43.滴胶垂直调整部分;44.接胶盒;45.接胶支架;51.剪线部分;52.剪线水平调整部分;53.剪线垂直调整部分;54.废料盒;61.扫码器;62.扫码安装支架;71.供胶底板;72.胶管装配容器;73.胶管挤压气缸;74.出胶控制阀;75.出胶控制电机;76.连接法兰;77.装配空间;91.操作开口;92.安全光栅;93.放置盒;94.排烟口;95.烟管;96.控制面板;97.拉门;241.工件放置空间;242.放置挡板;243.电机定位槽;251.限位安装块;252.限位摆动块;253.限位调节轴;254.限位挡板;261.预压支架;262.预压安装板;263.预压气缸;264.预压块;265.预压轴承;266.预压导杆;311.正极安装板;312.负极安装板;313.正极水平滑块;314.负极水平滑块;315.正极水平滑轨;316.负极水平滑轨;317.通用水平滑轨;318.正极水平调整电机;319.负极水平调整电机;321.第一水平滑轨;322.第一水平滑块;323.第一水平调整电机;324.第一水平调整安装板;325.第二水平滑轨;326.第二水平滑块;327.第二水平调整安装板;328.第二水平调整电机;331.垂直调整安装板;332.垂直调整电机;333.垂直调整丝杆;334.垂直调整导杆;335.垂直调整轴承;341.正极连接块;342.正极安装座;343.正焊极;351.负极安装座;352.负极钨棒;353.调节旋钮;354.万向吹气管路;361.焊接调整滑轨;362.焊接调整滑块;363.焊接调整
安装板;364.卡块;365.支座;366.调整杆;367.活动杆;368.固定杆;369.缩进螺母;370.压缩弹簧;371.变压器本体;372.变压器安装架;411.胶阀;421.滴胶调整支架;422.第一直线运动模组;423.第二直线运动模组;431.滴胶安装立柱;432.滴胶安装板;433.滴胶调整气缸;434.滴胶调整导杆;435.滴胶调整轴承;436.滴胶移动板;511.剪线气缸;512.剪线水平调整气缸;521.剪线直线运动模组;531.剪线安装支架;532.剪线垂直调整气缸;533.剪线安装板;534.剪线调整导杆;535.剪线调整轴承;541.收纳壳体;542.废料导出管;543.收纳空间。
具体实施方式
46.下面结合附图和具体实施例对本实用新型进一步说明。应当说明的是,实施例只是对本实用新型的具体阐述,其目的是为了让本领域技术人员更好地理解本实用新型的技术方案,不应视为对本实用新型的限定。
47.在本实用新型的描述中,需要说明的是,如出现术语“中心”、“上”、“下”“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
48.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域所属的技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
49.实施例1:
50.如图3-6、图15、图18所示,一种无刷电机控制器焊接设备的涂胶组件,设置于无刷电机控制器焊接设备,无刷电机控制器焊接设备包括滴胶机构4、焊接机构和转盘分度机构2,滴胶机构4、焊接机构和转盘分度机构2均设置于台面板上;转盘分度机构2包括回转盘21和转盘驱动部装置22,回转盘21上设置有工装底座23,回转盘21与转盘驱动部装置22的输出端连接,回转盘21在转盘驱动部装置22的带动下旋转,并且工装底座23依次经过焊接机构和滴胶机构4;在本实用新型中,通过转盘分度机构2,将完成焊接的电机送至滴胶机构4所在处进行涂胶,快速的进行工序的转变,进而大幅度的提升了本设备的生产效率;并且相较于人工和半自动设备,本设备自动化进行加工工序,降低了产品出现残次品的几率,提升了产品的生产质量;工装底座23的设置使得电机能够更加稳定的进行加工。
51.工装底座23包括底座本体24,电机设置于底座本体24上进行后续的加工;底座本体24内设置有工件放置空间241;底座本体24的一端与回转盘21连接,底座本体24的另一端设置有工件放置空间241的放置开口;在工件放置空间241内设置有放置挡板242,所述放置挡板242处于靠近放置开口的一端;放置挡板242上还设置有与电机配合的电机定位槽243;电机放置在工件放置空间241时,电机下表面与放置挡板242的上表面接触;放置挡板242的设置,提升了电机放置的稳定性。
52.在底座本体24上还设置有可调节的工件限位部25对电机进行限定;所述工件限位部25包括限位安装块251和限位摆动块252,限位安装块251固定在底座本体24上,限位安装
块251上设置有限位调节轴253;限位摆动块252被限位调节轴253穿过,并通过限位调节轴253实现限位摆动块252与限位安装块251的转动连接;底座本体24上的电机处于限位摆动块252的活动路径上;限位摆动块252上还设置有限位挡板254,限位摆动块252收拢时,限位挡板254与电机的上表面接触;工件限位部25的设置,使得工装底座23上放置的电机更为稳定。
53.滴胶机构4可进行x、y、z三轴的调整;滴胶机构4包括滴胶部分41、滴胶水平调整部分42和滴胶垂直调整部分43;滴胶垂直调整部分43设置于滴胶水平调整部分42上,滴胶部分41设置于滴胶垂直调整部分43上,不仅使得滴胶的精度更高,还能使得本设备能够适用于不同型号电机的滴胶工作;使得本设备的适用范围更广,使用成本更低。
54.胶水平调整部分包括滴胶调整支架412、第一直线运动模组422、第二直线运动模组423;滴胶调整支架412固定在台面板上;第一直线运动模组422设置于滴胶调整支架412上,第二直线运动模组423设置于第一直线运动模组422的活动块上;第一直线运动模组422和第二直线运动模组423采用滚珠丝杆;第一直线运动模组422活动块的活动路径和第二直线运动模组423活动块的活动路径相互垂直;避免第一直线运动模组422和第二直线运动模组423的活动块移动时带动,第二直线运动模组423和滴胶垂直调整部分43斜向移动,第一直线运动模组422和第二直线运动模组423的活动块调整时需同时兼顾两个方向。
55.滴胶垂直调整部分43包括滴胶安装立柱431、滴胶安装板432、滴胶调整气缸433、滴胶调整导杆434、滴胶调整轴承435和滴胶移动板436;所述滴胶安装立柱431的一端固定在第二直线运动模组423的活动块上,滴胶安装板432固定在滴胶安装立柱431的另一端;滴胶移动板436被滴胶安装立柱431穿过,并沿滴胶安装立柱431活动;滴胶调整气缸433固定在滴胶安装板432上,并且滴胶调整气缸433的气缸臂穿过滴胶安装板432与滴胶移动板436连接;滴胶部分41包括胶阀411,胶阀411固定在滴胶移动板436上;滴胶安装板432上还设置有滴胶调整轴承435,滴胶调整导杆434穿过滴胶调整轴承435,并且滴胶调整导杆434的一端与滴胶移动板436连接;滴胶调整轴承435和滴胶调整导杆434的设置进一步的限定了滴胶移动板436的活动路径,使其能够更加准确的调整胶阀411的所在高度,并且避免其出现偏移;使得涂胶工作更为精确。
56.进一步的,还包括供胶部件7;滴胶机构4包括胶阀411;供胶部件7包括胶管装配容器72、胶管挤压气缸73和出胶控制阀74;胶阀411与出胶控制阀74配合;所述胶管装配容器72的一端与出胶控制阀74连接并配合;胶管装配容器72内设置有装配空间77,胶管设置于装配空间77内为胶阀411供胶,装配空间77的一端与出胶控制阀74相通;胶管装配容器72的另一端通过连接法兰76与胶管挤压气缸73连接;胶管挤压气缸73的气缸臂进入装配空间77,并挤压装配空间77内的胶管;供胶部件7还包括出胶控制电机75,出胶控制电机75与出胶控制阀74配合,并控制其出胶;通过供胶部件7的设置,持续稳定的为滴胶机构4提供胶水;其中胶管装配容器72通过连接法兰76与胶管挤压气缸73连接,便于胶管的更换;出胶控制电机75催动出胶控制阀74稳定均匀的为滴胶机构4提供胶水
57.滴胶机构4还包括接胶盒44和接胶支架45,所述接胶支架45固定在台面板上;接胶盒44设置于接胶支架45上;接胶盒44和接胶支架45的设置,能够避免胶水滴到工件或是回转盘21上。
58.实施例2:
59.如图1-19所示,一种无刷电机控制器焊接设备,包括机架1、转盘分度机构2、焊接机构3、滴胶机构4和剪线机构5;机架1包括台面板11,转盘分度机构2、焊接机构3、滴胶机构4和剪线机构5均设置于台面板11上,并且焊接机构3、滴胶机构4和剪线机构5围绕转盘分度机构2设置;转盘分度机构2包括回转盘21和转盘驱动部装置22,回转盘21上设置有工装底座23,回转盘21与转盘驱动部装置22的输出端连接,回转盘21在转盘驱动部装置22的带动下旋转,并且工装底座23依次经过焊接机构3、滴胶机构4和剪线机构5;通过焊接机构3、滴胶机构4和剪线机构5的设置,将焊接功能、滴胶功能和剪线功能集合到本设备中,再通过转盘分度机构2的工作,将电机依次进行加工;避免工件在更换不同加工设备时浪费时间,进而大幅度的提升了本设备的生产效率;同时自动化的加工步骤,降低了产品出现残次品的几率,提升了产品的生产质量。
60.焊接机构3、滴胶机构4和剪线机构5均可进行x、y、z三轴的调整,提升了焊接工序、滴胶工序和剪线工序的加工精度。
61.工装底座23包括底座本体24,电机设置于底座本体24上进行后续的加工;在底座本体24上还设置有可调节的工件限位部25对电机进行限定;工装底座23的设置使得电机不论是在转盘分度机构2的运送过程,还是在各机构的加工过程,电机都能够稳定在工装底座23上度过该过程;所述底座本体24呈柱状,底座本体24内设置有工件放置空间241,便于放置电机;底座本体24的一端与回转盘21连接,底座本体24的另一端设置有工件放置空间241的放置开口;在工件放置空间241内设置有放置挡板242,所述放置挡板242处于靠近放置开口的一端;放置挡板242上还设置有与电机配合的电机定位槽243,进而提升了电机放置的稳定性;电机放置在工件放置空间241时,电机下表面与放置挡板242的上表面接触;所述工件限位部25设置于底座本体24的侧表面,并且工件限位部25设置于放置挡板242所在的一端;工件限位部25的设置,使得工装底座23上放置的电机更为稳定;所述工件限位部25包括限位安装块251和限位摆动块252,限位安装块251固定在底座本体24上,限位安装块251上设置有限位调节轴253;限位摆动块252被限位调节轴253穿过,并通过限位调节轴253实现限位摆动块252与限位安装块251的转动连接;底座本体24上的电机处于限位摆动块252的活动路径上;限位摆动块252上还设置有限位挡板254,限位摆动块252收拢时,限位挡板254与电机的上表面接触;通过限位挡板254和放置挡板242分别与电机的上表面和下表面接触,进而限定电机的位置,使得电机更为稳定的进行加工。
62.转盘分度机构2还包括预压组件26和安装盘27;所述安装盘27固定在转盘驱动部装置22上,预压组件26设置于安装盘27上,并设置于对应焊接机构3的位置;所述预压组件26包括预压支架261、预压安装板262、预压气缸263和预压块264;所述预压支架261的一端固定在安装盘27上,预压安装板262设置于预压支架261的另一端;所述预压气缸263设置于预压安装板262上,预压气缸263的气缸臂穿过预压安装板262与预压块264连接,预压块264处于底座本体24的上方;所述预压气缸263的气缸臂垂直活动;底座本体24上的电机处于预压块264的活动路径上;预压组件26还包括预压轴承265和预压导杆266,所述预压轴承265设置于预压安装板262上,预压导杆266穿过预压轴承265,并且预压导杆266的一端与预压块264连接;通过预压组件26对电机中需要焊接区域施加一定的用于稳定的作用力;使得焊接机构3能够更加精确的进行焊接工作。
63.焊接机构3包括焊接部分31、焊接水平调整部分32和焊接垂直调整部分33,焊接垂
直调整部分33设置于台面板11上,焊接水平调整部分32设置于焊接垂直调整部分33上,焊接部分31设置于焊接水平调整部分32上;不仅使得焊接精度更高,还能使得本设备能够适用于不同型号电机的焊接工作;使得本设备的适用范围更广,使用成本更低;焊接垂直调整部分33包括垂直调整安装板331、垂直调整电机332、垂直调整丝杆333、垂直调整导杆334和垂直调整轴承334;垂直调整轴承334、垂直调整电机332和垂直调整丝杆333的轴承座固定在台面板11上;垂直调整电机332的输出轴上设置有同步轮,该同步轮通过皮带与垂直调整丝杆333的螺杆连接,并带动其进行活动;垂直调整轴承334被垂直调整导杆334穿过,并且垂直调整导杆334沿调整轴承进行活动;垂直调整导杆334的一端穿过垂直调整轴承334和台面板11与垂直调整安装板331的下表面连接;垂直调整丝杆333的螺杆穿过台面板11与垂直调整安装板331的下表面连接;焊接水平调整部分32包括第一水平滑轨321、第一水平滑块322、第一水平调整电机323、第二水平调整电机328、第一水平调整安装板324、第二水平滑轨325、第二水平滑块326和第二水平调整安装板327;第一水平滑轨321设置于垂直调整安装板331的上表面,第一水平滑块322与第一水平滑轨321配合,第一水平滑块322与第一水平调整安装板324的下表面连接;第一水平调整电机323设置于第一水平滑轨321之间,第一水平调整电机323的输出轴与第一水平调整安装板324的下表面连接,并带动第一水平调整安装板324沿第一水平滑轨321进行活动;第二水平滑轨325设置于第一水平调整安装板324的上表面,第二水平滑块326与第二水平滑轨325配合,第二水平滑块326与第二水平调整安装板327的下表面连接;第二水平调整电机328设置于第二水平滑轨325之间,第二水平调整电机328的输出轴与第二水平调整安装板327的下表面连接,并带动第二水平调整安装板327沿第二水平滑轨325进行活动;第一水平滑轨321与第二水平滑轨325相互垂直。
64.焊接部分31包括正极部分34和负极部分35,第二水平调整安装板327包括正极安装板311和负极安装板312,第二水平滑块326包括正极水平滑块313和负极水平滑块314,第二水平滑轨325包括正极水平滑轨315、负极水平滑轨316和通用水平滑轨317,第二水平调整电机328包括正极水平调整电机318和负极水平调整电机319;正极水平滑轨315上设置有正极水平滑块313,负极水平滑轨316上设置有负极水平滑块314,通用水平滑轨317上同时设置有正极水平滑块313和负极水平滑块314;正极安装板311的下表面与正极水平滑轨315上的正极水平滑块313和通用水平滑轨317上的正极水平滑块313连接,负极安装板312的下表面与负极水平滑块314和通用水平滑轨317上的负极水平滑块314连接;正极水平调整电机318与正极安装板311连接,并带动起活动;负极水平调整电机319与负极安装板312连接,并带动起活动;所述正极部分34设置于正极安装板311上,负极部分35设置于负极安装板312上;负极部分35包括负极安装座351和负极钨棒352,所述负极安装座351固定在负极安装板312上;负极钨棒352可调节的设置于负极安装座351上,并在负极安装座351上设置有调节负极安装座351夹紧负极钨棒352力度的调节旋钮353;正极部分34包括正极连接块341和正极安装座342,所述正极连接块341装配在正极安装板311上,正极安装座342设置于正极连接块341上,正极安装座342上设置有正焊极343;所述正焊极343可调节的设置于正极安装座342上,并在正极安装座342上设置有调节正极安装座342夹紧正焊极343力度的调节旋钮353;焊接机构3在针对不同型号的加工件时,可通过分别调整正极安装板311和负极安装板312的位置,使得正极部分34的正焊极343和负极部分35的负极钨棒352达到对应的位置,以适用不同型号的加工件。
65.焊接机构3还包括变压器部件37,所述变压器部件37包括变压器本体371和变压器安装架372,所述变压器安装架372设置于台面板11上;变压器本体371设置于变压器安装架372上,并且变压器本体371与正极部分34和负极部分35配合,为焊接部分31提供能量。
66.负极安装板312上还设置有万向吹气管路354;便于焊接部分31的冷却以及吹去电机上由于焊接产生的灰尘和粉末。
67.正极部分34还包括焊接调整部36,焊接调整部36的设置,使得正极部分34能够进行更加细致的调整,进一步的提升了焊接的精度;焊接调整部36包括焊接调整滑轨361、焊接调整滑块362和焊接调整安装板363;焊接调整滑轨361设置于正极安装板311的上表面,焊接调整滑块362与焊接调整滑轨361配合,并且焊接调整滑块362与焊接调整安装板363的下表面连接;正极连接块341设置于焊接调整安装板363的上表面;在焊接调整安装板363上设置有卡块364,正极安装板311的上表面上设置有支座365,支座365和卡块364之间设置有可伸缩的调整杆366,通过对调整杆366的调节完成对焊接调整安装板363以及焊接调整安装板363上的正极连接块341的调节;所述调整杆366包括活动杆367和固定杆368,固定杆368内设置有活动空间,活动杆367对应活动空间进行伸缩;活动杆367远离固定杆368的一端与卡块364连接,固定杆368远离活动杆367的一端与支座365连接;固定杆368上还设置有控制活动杆367伸缩程度的缩进螺母369;调整杆366上还套设有压缩弹簧370,压缩弹簧370的一端与卡块364连接;压缩弹簧370的另一端与缩进螺母369连接;正极安装座342在调整杆366的作用下沿焊接调整滑轨361活动,并且负极钨棒352对应设置于正极安装座342的活动路径上;缩进螺母369的设置提升了调整杆366调整的精确度;而压缩弹簧370的设置便于调整杆366的复位。
68.滴胶机构4包括滴胶部分41、滴胶水平调整部分42和滴胶垂直调整部分43;滴胶垂直调整部分43设置于滴胶水平调整部分42上,滴胶部分41设置于滴胶垂直调整部分43上;不仅使得滴胶的精度更高,还能使得本设备能够适用于不同型号电机的滴胶工作;使得本设备的适用范围更广,使用成本更低;所述滴胶水平调整部分42包括滴胶调整支架421、第一直线运动模组422、第二直线运动模组423;滴胶调整支架421固定在台面板11上;第一直线运动模组422设置于滴胶调整支架421上,第二直线运动模组423设置于第一直线运动模组422的活动块上;第一直线运动模组422活动块的活动路径和第二直线运动模组423活动块的活动路径相互垂直;所述第一直线运动模组422和第二直线运动模组423采用滚珠丝杆;滴胶垂直调整部分43包括滴胶安装立柱431、滴胶安装板432、滴胶调整气缸433、滴胶调整导杆434、滴胶调整轴承435和滴胶移动板436;所述滴胶安装立柱431的一端固定在第二直线运动模组423的活动块上,滴胶安装板432固定在滴胶安装立柱431的另一端;滴胶移动板436被滴胶安装立柱431穿过,并沿滴胶安装立柱431活动;滴胶调整气缸433固定在滴胶安装板432上,并且滴胶调整气缸433的气缸臂穿过滴胶安装板432与滴胶移动板436连接;滴胶安装板432上还设置有滴胶调整轴承435,滴胶调整导杆434穿过滴胶调整轴承435,并且滴胶调整导杆434的一端与滴胶移动板436连接;滴胶部分41包括胶阀411,胶阀411固定在滴胶移动板436上。
69.滴胶机构4还包括接胶盒44和接胶支架45,所述接胶支架45固定在台面板11上;接胶盒44设置于接胶支架45上;接胶盒44和接胶支架45的设置,能够避免胶水滴到工件或是回转盘21上。
70.剪线机构5包括剪线部分51、剪线水平调整部分52和剪线垂直调整部分53;剪线水平调整部分52设置于剪线垂直调整部分53上,剪线部分51设置于剪线水平调整部分52上;不仅使得剪线的精度更高,还能使得本设备能够适用于不同型号电机的剪线工作;使得本设备的适用范围更广,使用成本更低;剪线垂直调整部分53包括剪线安装支架531、剪线垂直调整气缸532、剪线安装板533、剪线调整导杆534和剪线调整轴承535;剪线安装支架531固定在台面板11上;剪线垂直调整气缸532装配在剪线安装支架531上,并且剪线垂直调整气缸532的气缸臂与剪线安装板533的下表面连接;剪线调整轴承535设置于剪线安装支架531,剪线调整导杆534穿过剪线调整轴承535,并且剪线调整导杆534的一端与剪线安装板533的下表面连接;剪线水平调整部分52包括剪线直线运动模组521,剪线直线运动模组521设置于剪线安装板533的上表面,剪线部分51设置在剪线直线运动模组521的活动块上;剪线直线运动模组521采用滚珠丝杆;剪线部分51包括剪线气缸511和剪线水平调整气缸512,剪线水平调整气缸512设置于剪线直线运动模组521的活动块上;剪线气缸511与剪线水平调整气缸512的气缸臂连接;剪线水平调整气缸512气缸臂的活动路径与剪线直线运动模组521活动块的活动路径相互垂直。
71.剪线机构5还包括废料盒54,废料盒54设置于剪线气缸511下方,所述废料盒54包括收纳壳体541和废料导出管542,收纳壳体541内设置有收纳空间543,收纳空间543与废料导出管542相通;废料盒54的设置,使得剪线气缸511在完成剪线工作后,收纳剪下的废料,并通过废料导出管542将废料送出,进而保证本设备内部的清洁程度。
72.本设备还包括扫码确认部件6、供胶部件7和电气柜8,电气柜8与机架1连接,供胶部件7设置于电气柜8上与胶阀411配合,扫码确认部件6设置于台面板11上。
73.扫码确认部件6包括扫码器61和扫码安装支架62;所述扫码安装支架62的一端固定在台面板11上,扫码器61设置于扫码安装支架62的另一端;扫码器61朝向工装底座23;扫码确认部件6的设置可通过扫描电机上的信息码,使数据与加工情况进行绑定,便于产品的溯源。
74.供胶部件7包括供胶底板71、胶管装配容器72、胶管挤压气缸73、出胶控制阀74和出胶控制电机75;供胶底板71固定在电气柜8的表面,出胶控制阀74装配在供胶底板71上,所述胶管装配容器72的一端与出胶控制阀74连接并配合;胶管装配容器72内设置有装配空间77,胶管设置于装配空间77内为胶阀411供胶,装配空间77的一端与出胶控制阀74相通;胶管装配容器72的另一端通过连接法兰76与胶管挤压气缸73连接;胶管挤压气缸73的气缸臂进入装配空间77,并挤压装配空间77内的胶管;出胶控制电机75与出胶控制阀74配合,并控制其出胶;通过供胶部件7的设置,持续稳定的为滴胶机构4提供胶水;其中胶管装配容器72通过连接法兰76与胶管挤压气缸73连接,便于胶管的更换;出胶控制电机75催动出胶控制阀74稳定均匀的为滴胶机构4提供胶水。
75.本设备包括防护罩9,防护罩9将电气柜8和机架1的台面板11包围,进一步的对各个组件、部件和机构进行保护;所述防护罩9设置有操作开口91,并在操作开口91设置有安全光栅92,安全光栅92的设置使得操作人员将待加件放入工装底座23时,更为安全;在防护罩9对应操作开口91处设置有放置盒93,并在放置盒93内设置有待加工件,便于操作人员将待加件放入工装底座23;防护罩9还设置有排烟口94,并在排烟口94设置排烟管95,排烟管95对应焊接部分31设置,便于操作人员将焊接产生的烟雾排出;防护罩9还设置有控制各组
件的控制面板96;防护罩9上还设置有拉门97,便于操作人员进行后期的维护和维修。
76.值得说明的是,本实用新型的其他技术方案均属于现有技术,故不作赘述。
77.以上所述仅是本实用新型优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。