1.本发明涉及用于手表、移动信息终端等电子设备的外装部件以及具备该外装部件的钟表。
背景技术:
2.例如,在手表的外装部件中,如日本特开2005-114495号公报所记载的那样,已知有如下构造的外装部件:使用碳纤维作为强化材料,使该碳纤维沿表背面方向层叠而形成碳纤维强化树脂片,在该碳纤维强化树脂片的表背面设有热固性树脂。
3.在这样的手表的外装部件中,由于是在使碳纤维沿表背面方向层叠而成的碳纤维强化树脂片的表背面设有热固性树脂的构造,因此即使能够实现轻型化,也无法得到充分的强度,有无法确保耐冲击性的问题。
技术实现要素:
4.本发明的一个实施例的外装部件具备:外装主体,其使第一纤维树脂片层叠而成;以及保护部件,其设于上述外装主体的上述第一纤维树脂片的层叠面。
附图说明
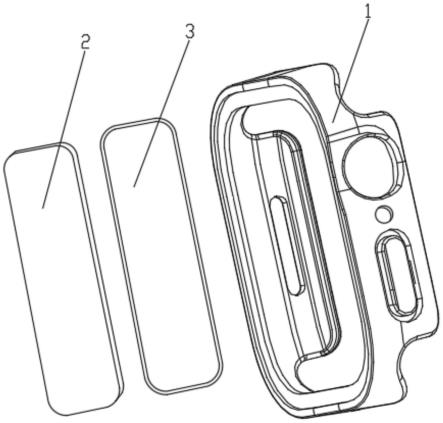
5.图1是示出应用了本发明的手表的一个实施方式的放大立体图。
6.图2是分解地示出图1所示的手表壳体的放大立体图。
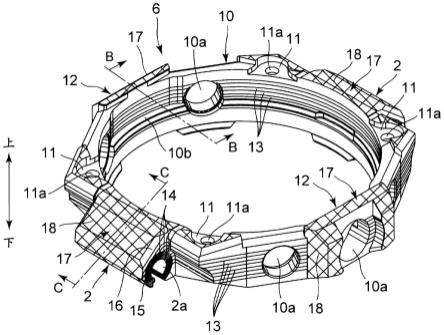
7.图3是示出图2所示的手表壳体的外装部件的放大立体图。
8.图4是示出图3所示的外装部件中的突起部以及设于表带安装部的各表面的第三纤维强化树脂片的纤维方向的放大立体图。
9.图5是从3点侧观察到的图3所示的外装部件的放大侧视图。
10.图6是图1所示的手表壳体中的9点侧的突起部的a-a视角下的放大剖视图。
11.图7是图4所示的外装部件中的9点侧的突起部的b-b视角下的放大剖视图。
12.图8是图4所示的外装部件中的6点侧的表带安装部的c-c视角下的放大剖视图。
具体实施方式
13.以下,参照图1~图8对将本发明应用于手表的一个实施方式进行说明。
14.如图1所示,该手表具备手表壳体1。在该手表壳体1的12点侧和6点侧,分别突出地设有安装表带(未图示)的表带安装部2。并且,在该手表壳体1的2点侧、3点侧、4点侧、8点侧以及10点侧这五处分别设有开关部3。
15.如图1及图2所示,该手表壳体1具备下部壳体4、上部壳体5以及外装部件6。下部壳体4在内部配置有钟表模块(未图示),由不锈钢等金属或硬质的合成树脂形成为具有底部的圆筒状。在该下部壳体4的2点侧、3点侧、4点侧、8点侧以及10点侧的各侧壁部,分别设有安装开关部3的开关安装孔4a。
16.如图1及图2所示,上部壳体5在内周面经由玻璃垫片7a(参照图6)而装配钟表玻璃7,由不锈钢等金属或硬质的合成树脂形成为大致环状。该上部壳体5构成为,在其下表面与下部壳体4的上表面之间配置有防水环5a(参照图6),并以该状态配置于下部壳体4的上部。
17.在该情况下,如图1及图2所示,在上部壳体5的1点侧、5点侧、7点侧以及11点侧的各外侧面分别设有螺纹安装部8。上述螺纹安装部8构成为,具备在上部壳体5的外侧面沿其上下方向设置的半圆弧状的槽部8a、以及设于该槽部8a的下部且从槽部8a内呈半圆形状地突出的圆板部8b,在该圆板部8b的中心部设有螺纹插入孔8c。
18.由此,如图1及图2所示,上部壳体5构成为,在螺纹部件9的螺纹部9a被插入到螺纹安装部8的螺纹插入孔8c并拧入到下述的外装部件6的螺纹孔11a时,上部壳体5被螺纹头部9b按压于外装部件6,由此覆盖下部壳体4的上部而安装于外装部件6的上部。
19.如图1及图2所示,在外装部件6的内部,从上方插入而配置下部壳体4,外装部件6具备配置于下部壳体4的外周的大致环状的外装主体10。在该外装主体10的2点侧、3点侧、4点侧、8点侧以及10点侧的各侧壁部,与设于下部壳体4的多个开关安装孔4a对应地设有配置开关部3的开关头部的开关插入孔10a。
20.并且,如图2~图4及图6所示,在该外装主体10的内周面的3点侧和9点侧,以在内周面及上端面敞开的方式设有防脱凹部10b。如图6所示,上述防脱凹部10b构成为,在设于下部壳体4的外周面的3点侧和9点侧的各卡合突起4b分别从上方插入时,下部壳体4的各卡合突起4b的下端部与防脱凹部10b内的下端部抵接而卡定,由此下部壳体4不会向外装部件6的下侧脱落。
21.并且,如图1~图3所示,在该外装主体10的上表面的1点侧、5点侧、7点侧以及11点侧的各部位,分别设有配置上部壳体5的螺纹安装部8的圆板部8b的安装凹部11。在上述安装凹部11分别设有供螺纹部件9的螺纹部9a螺纹结合的螺纹孔11a。由此,上部壳体5构成为,在外装部件6的外装主体10内配置下部壳体4,上部壳体5覆盖该下部壳体4的上部而配置在外装部件6上,此时,上部壳体5的螺纹安装部8的圆板部8b配置在外装部件6的安装凹部11内。
22.即,如图1~图3所示,外装部件6构成为,设于上部壳体5的螺纹安装部8的圆板部8b的螺纹插入孔8c与外装主体10的安装凹部11的螺纹孔11a在同一轴上对应,在该状态下,螺纹部件9的螺纹部9a从圆板部8b的螺纹插入孔8c螺纹结合于安装凹部11的螺纹孔11a,从而由螺纹头部9b将上部壳体5按压到外装主体10上。
23.在该情况下,如图1~图3所示,螺纹部件9构成为,在螺纹部9a从螺纹插入孔8c螺纹结合于螺纹孔11a而紧固时,螺纹头部9b将上部壳体5的螺纹安装部8的圆板部8b按压到外装部件6的安装凹部11内。由此,如图6所示,下部壳体4构成为,在各卡合突起4b的下端部抵接于外装主体10的防脱凹部10b内的下端部而卡定的状态下,下部壳体4被上部壳体5按压而固定在外装部件6内。
24.并且,如图1及图2所示,在该外装主体10的外周面的3点侧和9点侧的部位,分别向侧方突出地设有作为突出部的突起部12。在该情况下,3点侧的突起部12保护开关部3的开关头部,设置在2点侧与4点侧之间。在该3点侧的突起部12的中心部设有配置开关部3的开关头部的开关插入孔10a。9点侧的突起部12设置在8点侧与10点侧之间。
25.并且,如图2~图5所示,在该外装主体10的12点侧和6点侧,分别朝向外部突出地
设有作为突出部也作为安装突出部的表带安装部2。上述表带安装部2用于安装表带(未图示),在沿着外装主体10的外周的方向上分别设有表带安装孔2a。即,虽未图示,但该表带安装部2构成为通过将设于表带的端部的弹簧棒等连结部件插入到表带安装孔2a来安装表带。
26.另外,如图4及图5所示,除了表带安装部2之外,外装主体10成为使作为第一纤维树脂片的第一纤维强化树脂片13上下依次层叠而成的构造。即,该第一纤维强化树脂片13是在使碳纤维或玻璃纤维排列的状态下由合成树脂固化而成的薄片。
27.在该情况下,如图4及图5所示,第一纤维强化树脂片13可以仅使排列碳纤维而成的薄片层叠,并且也可以仅使排列玻璃纤维而成的薄片层叠并使各层着色,另外还可以使排列碳纤维而成的薄片与排列玻璃纤维而成的薄片组合来层叠。即,使碳纤维排列而成的第一纤维强化树脂片13为黑色,使玻璃纤维排列并着色而成的第一纤维强化树脂片13实现彩色化。
28.并且,如图4及图5所示,第一纤维强化树脂片13在上下层叠时,为了确保外装主体10的强度,优选使纤维的排列方向交替交叉来层叠。并且,在第一纤维强化树脂片13中,作为使纤维固化的合成树脂,为聚碳酸酯树脂、abs树脂、环氧树脂、聚醚树脂等。
29.因此,如图4及图5所示,该外装主体10通过使第一纤维强化树脂片13上下层叠并通过热压接使各薄片的合成树脂彼此固接,从而整体形成为强度较高的大致环状。并且,该外装主体10在形成为大致环状的状态下,对外周面及内周面进行切削加工而形成为期望的形状。
30.在该情况下,如图6及图7所示,与外装主体10相同,外装主体10的3点侧和9点侧的各突起部12成为使第一纤维强化树脂片13上下依次层叠而成的构造。并且,如图3~图5、图8所示,外装主体10的12点侧和6点侧的各表带安装部2具备将第二纤维强化树脂片14卷绕成筒状的加强部15。
31.即,如图3~图5、图8所示,该表带安装部2的加强部15形成为以在沿着外装主体10的外周的方向上设置的表带安装孔2a为中心将第二纤维强化树脂片14卷绕成同心圆状而层叠成多层的圆筒形状。在该情况下,第二纤维强化树脂片14也可以是使玻璃纤维排列而成的玻璃纤维强化树脂片,但优选为使碳纤维排列而成的碳纤维强化树脂片。
32.另外,如图3~图5、图8所示,第二纤维强化树脂片14形成为,卷绕成筒状时的碳纤维方向成为与作为筒轴方向的表带安装孔2a的轴向交叉的方向或正交的方向。即,该第二纤维强化树脂片14形成为,在将安装于表带安装部2的表带(未图示)沿其长度方向拉伸时,第二纤维强化树脂片14的纤维沿在拉伸方向上受力的方向排列。
33.在该情况下,如图3~图5、图8所示,第二纤维强化树脂片14在卷绕成同心圆状时,以纤维的排列方向交替交叉的方式层叠并卷绕,形成为圆筒形状。或者,形成为在纤维的排列方向与作为筒轴方向的表带安装孔2a的轴向正交的方向上层叠并卷绕而成为圆筒形状。
34.并且,如图4、图5及图8所示,该表带安装部2具备当在外装主体10安装加强部15时整理表带安装部2整体的形状的整形部16。该整形部16与圆筒形状的加强部15的侧面侧和上表面侧分别对应地设置。即,与外装主体10相同,与加强部15的侧面侧对应的整形部16的部分成为使第一纤维强化树脂片13上下层叠而成的构造。
35.并且,如图4、图5及图8所示,与加强部15的上表面侧对应的整形部16的部分构成
为,从外装主体10侧到上表面中央为止的部位是使外装主体10的第一纤维强化树脂片13上下层叠而成的构造,从上表面中央到外装主体10的外部侧的部位是使外装主体10的第一纤维强化树脂片13向加强部15的圆筒形状的外周的切线方向倾斜地层叠而成的构造。由此,表带安装部2构成为由加强部15和整形部16形成。
36.在该情况下,如图4、图5及图8所示,表带安装部2的加强部15和整形部16通过熔敷而固接于外装主体10的12点侧和6点侧的各侧面。即,外装主体10以及整形部16的第一纤维强化树脂片13是在使纤维排列的状态下由合成树脂固化而成的薄片,加强部15的第二纤维强化树脂片14是在使碳纤维排列的状态下由合成树脂固化而成的薄片。
37.因此,如图4、图5及图8所示,表带安装部2的加强部15和整形部16构成为,对第一纤维强化树脂片13和第二纤维强化树脂片14的各合成树脂进行加热使之熔融,并在该状态下通过热压接使它们相互熔敷,从而牢固地固接。
38.另外,如图4、图6~图8所示,在突出地设置于外装部件6的外周的3点侧和9点侧的各突起部12的各外表面亦即表面、以及12点侧和6点侧的各表带安装部2的各外表面亦即表面,分别设有作为保护部件的保护层17。该保护层17用于保护外装主体10的第一纤维强化树脂片13的层叠面,由第三纤维强化树脂片18形成,该第三纤维强化树脂片18是使纤维在与第一纤维强化树脂片13的层叠方向交叉的方向上排列而成的第二纤维树脂片。
39.在该情况下,如图4所示,第三纤维强化树脂片18也可以是使玻璃纤维排列并由合成树脂固化而成的玻璃纤维强化树脂片,但优选为使碳纤维排列并由合成树脂固化而成的碳纤维强化树脂片。该第三纤维强化树脂片18也可以使碳纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的一个方向上排列而成,但优选为形成为使碳纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上交错(交叉)地排列而成的网状。
40.即,如图4所示,网状的第三纤维强化树脂片18构成为,由于碳纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上交错(交叉)地排列,所以与使碳纤维仅在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的一个方向上排列的情况相比,刚性及强度变高。如图6至图8所示,该第三纤维强化树脂片18分别通过熔敷而固接于突起部12的表面以及表带安装部2的表面。
41.即,如图6~图8所示,该第三纤维强化树脂片18是使碳纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上交错(交叉)地排列并由合成树脂固化而成的薄片。因此,第三纤维强化树脂片18构成为,在与外装主体10的第一纤维强化树脂片13之间加热各合成树脂使之熔融,并在该状态下通过热压接使它们相互熔敷,从而牢固地固接于外装主体10的第一纤维强化树脂片13。
42.并且,如图6~图8所示,该保护层17的第三纤维强化树脂片18构成为,层叠第一纤维强化树脂片13而成的外装主体10的表面形成于第一纤维强化树脂片13的层叠面,由此防止在外装主体10中的第一纤维强化树脂片13的层叠面受到冲击时产生第一纤维强化树脂片13的剥离、破损。
43.接下来,对组装这样的手表壳体1的情况进行说明。
44.在该情况下,预先制作外装部件6。即,使第一纤维强化树脂片13上下依次层叠,首先,形成大致呈环状的外装主体10。此时,使第一纤维强化树脂片13的纤维方向以交替交叉
的方式不同地层叠,使上述层叠而成的第一纤维强化树脂片13的各合成树脂熔融而固接。
45.由此,使第一纤维强化树脂片13依次层叠,形成大致呈环状的外装主体10。在该情况下,在外装主体10的3点侧和9点侧的部位分别突出地形成有突起部12。即,如图7所示,与外装主体10相同,上述突起部12使第一纤维强化树脂片13上下依次层叠而形成。
46.在该状态下,在外装主体10的12点侧和6点侧的部位分别设置表带安装部2。此时,预先形成表带安装部2的加强部15。在该情况下,以表带安装部2的表带安装孔2a为中心将作为碳纤维强化树脂片的第二纤维强化树脂片14卷绕成同心圆状而形成为圆筒形状。由此,形成表带安装孔2a沿筒轴方向贯通而设置的圆筒形状的加强部15。
47.在该情况下,第二纤维强化树脂片14卷绕成筒状时的碳纤维方向为与表带安装孔2a的轴向交叉的方向或正交的方向。即,该第二纤维强化树脂片14形成为,在将安装于表带安装部2的表带(未图示)沿其长度方向拉伸时,纤维沿在拉伸方向上受力的方向排列。由此,由第二纤维强化树脂片14形成强度较高的加强部15。
48.在该情况下,表带安装部2由加强部15和整形部16形成。即,整形部16由上下层叠第一纤维强化树脂片13而成的部分和使第一纤维强化树脂片13倾斜地层叠而成的部分形成。因此,使表带安装部2固接于外装主体10的12点侧和6点侧的各侧面,该表带安装部2具备由第二纤维强化树脂片14形成为同心圆状的圆筒形状的加强部15和整形部16。
49.在该情况下,外装主体10及整形部16的第一纤维强化树脂片13和加强部15的第二纤维强化树脂片14是由合成树脂将纤维固化而成的薄片。因此,在将表带安装部2的加强部15及整形部16配置于外装主体10的12点侧和6点侧的各侧面的状态下,对层叠的各纤维强化树脂片的合成树脂进行加热使之熔融,并在该状态下通过热压接使它们相互熔敷而固接。
50.由此,表带安装部2的加强部15及整形部16牢固地固接于外装主体10的侧面。在该情况下,也可以预先在外装主体10的侧面形成表带安装部2的整形部16,通过热压接使表带安装部2的加强部15相互熔敷而固接于该整形部16。
51.在该状态下,在突出地设于外装主体10的外周面的突起部12以及表带安装部2的各表面设置保护层17。在该情况下,保护层17也可以设于外装主体10的外周面的整个区域,但只要至少设于从外装主体10的外周面突出的突起部12以及表带安装部2的各表面即可。
52.该保护层17由第三纤维强化树脂片18形成,该第三纤维强化树脂片18使纤维在与形成外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上排列而成。在该情况下,第三纤维强化树脂片18是由合成树脂固化碳纤维而成的碳纤维强化树脂片,且形成为使碳纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上交错(交叉)地排列而成的网状。
53.即,网状的第三纤维强化树脂片18构成为,由于碳纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上交错(交叉)地排列,所以与使碳纤维仅在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的一个方向上排列的情况相比,刚性及强度变高。而且,只要通过熔敷使该第三纤维强化树脂片18的保护层17至少固接于突起部12和表带安装部2的各表面即可。在该情况下,也可以通过熔敷将第三纤维强化树脂片18固接于外装主体10的外周面的整个区域。
54.由此,保护层17的第三纤维强化树脂片18形成于层叠第一纤维强化树脂片13而成
的外装主体10的表面亦即第一纤维强化树脂片13的层叠面。因此,在外装主体10的层叠第一纤维强化树脂片13而成的层叠面受到冲击时,保护层17的第三纤维强化树脂片18防止第一纤维强化树脂片13的剥离、破损,保护外装主体10的第一纤维强化树脂片13的层叠面。
55.像这样形成的外装主体10对其内周面及外周面进行切削加工,调整外装主体10的形状。即,除了突起部12和表带安装部2的部位以外,该外装主体10通过切削加工,在外装主体10的内周面的3点侧和9点侧形成防脱凹部10b,在外装主体10的上表面的1点侧、5点侧、7点侧、11点侧形成安装凹部11。
56.此时,外装主体10的外周面除了其突起部12和表带安装部2的部位以外,被切削加工而在外周面出现第一纤维强化树脂片13的层叠面。因此,在该外装部件6中,在外周面层叠第一纤维强化树脂片13而成的层叠线表现为横向的条纹图案,通过由该第一纤维强化树脂片13的层叠线形成的条纹图案,设计性变高,商品价值变高。
57.并且,此时,通过开孔加工,在外装主体10的2点侧、3点侧、4点侧、8点侧以及10点侧的各部位分别设置开关插入孔10a。并且,此时,在外装主体10的上表面的1点侧、5点侧、7点侧、11点侧的部位的各安装凹部11分别设置螺纹孔11a。由此,正确且良好地形成外装部件6。
58.接下来,对使用这样的外装部件6来组装手表壳体1的情况进行说明。
59.在该情况下,首先,将下部壳体4从上侧插入到外装部件6内。此时,使设于下部壳体4的3点侧和9点侧的外周部的卡合突起4b从上侧插入到设于外装部件6的3点侧和9点侧的内周部的防脱凹部10b,使卡合突起4b卡定在防脱凹部10b内。
60.此时,分别设于下部壳体4的2点侧、3点侧、4点侧、8点侧以及10点侧的多个开关安装孔4a与分别设于外装部件6的2点侧、3点侧、4点侧、8点侧以及10点侧的多个开关插入孔10a对应地配置。在该状态下,从外装部件6的外周侧,将多个开关部3从外装部件6的各开关插入孔10a插入并安装于下部壳体4的各开关安装孔4a。
61.然后,在下部壳体4内配置钟表模块(未图示)。在该状态下,在下部壳体4和外装部件6的各上部配置并安装上部壳体5。此时,预先将钟表玻璃7与玻璃垫片7a一起嵌入并安装于上部壳体5。然后,在上部壳体5的下表面与下部壳体4的上表面之间配置防水环5a,在该状态下将上部壳体5配置于下部壳体4和外装部件6的各上部。
62.此时,使分别设于上部壳体5的1点侧、5点侧、7点侧以及11点侧的各侧面的多个螺纹安装部8与分别设于外装部件6的上表面的1点侧、5点侧、7点侧以及11点侧的各侧面的多个安装凹部11对应。然后,将多个螺纹安装部8的各圆板部8b配置在多个安装凹部11内,使各圆板部8b的螺纹插入孔8c与各安装凹部11的螺纹孔11a分别对应。
63.在该状态下,使多个螺纹部件9的各螺纹部9a沿上部壳体5的各螺纹安装部8的各槽部8a插入到各圆板部8b的螺纹插入孔8c,将该插入的各螺纹部9a拧入到安装凹部11的螺纹孔11a。然后,拧紧螺纹部件9,将螺纹头部9b配置在螺纹安装部8的圆板部8b上。这样一来,螺纹头部9b将上部壳体5按压于外装部件6。由此,外装部件6被朝向上部壳体5拉起。
64.此时,由于下部壳体4的卡合突起4b与外装部件6的防脱凹部10b卡合,所以在外装部件6被朝向上部壳体5拉起时,下部壳体4也同时被拉起。因此,下部壳体4的上端面经由防水环5a被推压于上部壳体5的下端面。由此,组装手表壳体1,并且也同时组装手表。
65.这样,根据该手表壳体1的外装部件6,通过具备层叠第一纤维强化树脂片13而成
的外装主体10和设于该外装主体10的第一纤维强化树脂片13的层叠面的作为保护部件的保护层17,能够提高强度而提高耐冲击性。即,在该外装部件6中,由于在第一纤维强化树脂片13的层叠面设有保护层17,所以能够由该保护层17提高强度而提高耐冲击性。
66.并且,在该手表壳体1的外装部件6中,保护层17是使纤维在与第一纤维强化树脂片13的层叠方向交叉的方向上排列而成的第三纤维强化树脂片18,由此能够简单且良好地保护外装主体10的外周的表面。
67.即,在该手表壳体1的外装部件6中,在外装主体10的外周的表面设有使纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的方向上排列而成的第三纤维强化树脂片18,因此即使外装主体10的第一纤维强化树脂片13的层叠面受到冲击,也能够利用第三纤维强化树脂片18防止第一纤维强化树脂片13的剥离、破损,由此能够简单且良好地保护外装主体10的外周的表面。
68.并且,在该手表壳体1的外装部件6中,在外装主体10的外周面设有作为突出部的突起部12以及表带安装部2,在上述突起部12以及表带安装部2的各表面设有保护层17,由此即使突出于外装主体10的外周面的突起部12以及表带安装部2的各表面容易受到来自外部的冲击,也能够由第三纤维强化树脂片18的保护层17防止突起部12以及表带安装部2的各表面的第一纤维强化树脂片13的剥离、破损,由此能够简单且良好地保护突起部12以及表带安装部2的各表面。
69.在该情况下,在该手表壳体1的外装部件6中,仅在从外装主体10的外周突出的突起部12以及表带安装部2的各表面设有第三纤维强化树脂片18,所以在突起部12以及表带安装部2以外的外装主体10的外周面出现第一纤维强化树脂片13的层叠面,并且该层叠面的层叠线作为横向的条纹图案出现,通过由该第一纤维强化树脂片13的层叠线形成的条纹图案,能够提高设计性,由此能够得到商品价值较高的产品。
70.另外,在该手表壳体1的外装部件6中,第三纤维强化树脂片18的纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上交错(交叉)地排列,由此与使纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的一个方向上排列而成的第三纤维强化树脂片18相比,使纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上交错(交叉)地排列而成的第三纤维强化树脂片18能够提高强度,从而即使外装主体10的第一纤维强化树脂片13的层叠面受到冲击,也能够进一步可靠地防止第一纤维强化树脂片13的剥离、破损。
71.即,在该手表壳体1的外装部件6中,第三纤维强化树脂片18的纤维在两个方向上交错(交叉)地排列,由此能够使纤维排列成网状,因此利用该纤维排列成网状而成的第三纤维强化树脂片18,能够可靠地提高保护层17的刚性及强度,从而即使外装主体10的第一纤维强化树脂片13的层叠面受到冲击,也能够利用第三纤维强化树脂片18的保护层17进一步可靠地防止第一纤维强化树脂片13的剥离、破损。
72.并且,在该手表壳体1的外装部件6中,第三纤维强化树脂片18的保护层17为碳纤维强化树脂片,由此也能够提高第三纤维强化树脂片18的保护层17的刚性及强度,从而即使外装主体10的第一纤维强化树脂片13的层叠面受到冲击,也能够利用第三纤维强化树脂片18的保护层17可靠且良好地防止第一纤维强化树脂片13的剥离、破损。
73.另外,在该手表壳体1的外装部件6中,第三纤维强化树脂片18的保护层17被熔敷
于作为突出部的突起部12和表带安装部2的各表面,由此能够将第三纤维强化树脂片18简单且可靠地设于突起部12以及表带安装部2的各表面。
74.即,在该手表壳体1的外装部件6中,第一纤维强化树脂片13和第三纤维强化树脂片18是由合成树脂将纤维固化而成的薄片,在使它们接合时,能够使合成树脂相互熔融,并通过热压接进行熔敷而固接,因此能够使第三纤维强化树脂片18简单且可靠地固接于突起部12以及表带安装部2的各表面,并且能够使它们牢固地固定。
75.此外,在上述的实施方式中,对在从外装主体10的外周面突出的突起部12以及表带安装部2的各表面设有第三纤维强化树脂片18的情况进行了说明,但本发明不限定于此,也可以是在外装主体10的外周面的整个区域设有第三纤维强化树脂片18的构造。
76.在该情况下,通过在外装主体10的外周面的整个区域设置第三纤维强化树脂片18,即使外装主体10的第一纤维强化树脂片13的层叠面受到冲击,也能够利用作为保护层17的第三纤维强化树脂片18防止第一纤维强化树脂片13的剥离、破损,由此能够可靠且良好地保护外装主体10的外周面。
77.另外,在上述的实施方式中,对保护层17通过使第三纤维强化树脂片18的纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的两个方向上排列成网状而成的情况进行了说明,但本发明不限定于此,例如也可以是使第三纤维强化树脂片18的纤维在与外装主体10的第一纤维强化树脂片13的层叠方向交叉的一个方向上排列而成的构造。同样,在该情况下,即使外装主体10的第一纤维强化树脂片13的层叠面受到冲击,也能够防止第一纤维强化树脂片13的剥离、破损。
78.另外,在上述的实施方式中,对加强部15通过将第二纤维强化树脂片14卷绕成同心圆状而形成为圆筒形状的情况进行了叙述,但本发明不限定于此,例如也可以将第二纤维强化树脂片14卷绕成椭圆状而形成为椭圆筒形状,或者也可以将第二纤维强化树脂片14卷绕成三角形、四边形、五边形等多边形状而形成为多棱柱形状。
79.这样一来,由于能够将第二纤维强化树脂片14呈同心状地卷绕成多层,而将加强部15形成为椭圆筒形状、多棱柱形状,所以能够根据加强部15的用途而形成为自由的形状,并且即使将第二纤维强化树脂片14的加强部15形成为自由的形状,也能够确保第二纤维强化树脂片14的加强部15的刚性及强度。
80.并且,在上述的实施方式中,对上部壳体5由不锈钢等金属或硬质的合成树脂形成的情况进行了叙述,但本发明不限定于此,例如,也可以是与外装部件6相同地使第一纤维强化树脂片13层叠而形成上部壳体5的构造。
81.另外,在上述的实施方式中,对应用于手表的情况进行了叙述,但本发明并非必须是手表,例如能够应用于旅行手表、闹钟、座钟、挂钟等各种钟表。并且,上述的实施方式并非仅为钟表,例如也能够应用于移动电话、移动信息终端等电子设备。
82.以上,对本发明的一个实施方式进行了说明,但本发明并不限定于此,包含权利要求书所记载的发明及其等效的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。