技术特征:
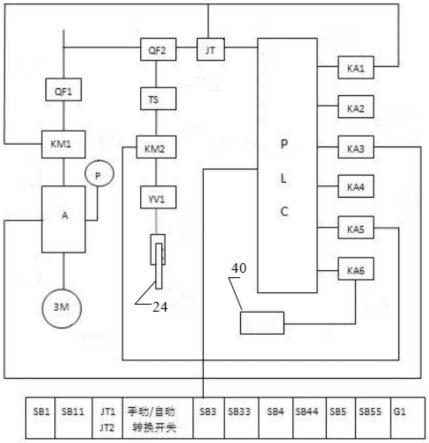
1.一种铝电解槽打壳锤头自动焊接的plc控制系统,其特征在于:包括电气控制箱和plc控制模块组成,所述的plc控制模块设置在电气控制箱内,所述电气控制箱外接电源;所述的plc控制模块由三相断路器qf1、交流接触器km1、变频器a、电机3m、两相断路器qf2、变压电源模块ts、交流接触器km2、电磁阀yv1、急停开关jt、plc模块、中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6及开关信号按钮组成;所述三相断路器qf1输入端接入三相电源,输出端与交流接触器km1的三组常开触点一端连接,所述交流接触器km1的三组常开触点另一端与所述变频器a的输入电源u1、v1、w1端连接,所述变频器a的输出端u2、v2、w2分别与电机3m的三个电源端子连接,所述变频器a上还连接有滑动变阻器p;所述两相断路器qf2的输入端接两相220v电源,所述两相断路器qf2的输出端接入变压电源模块ts,所述变压电源模块ts的输出端接交流接触器km2的两组常开触点,所述交流接触器km2的另一端接电磁阀yv1,所述电磁阀yv1的本体气源通过气管与气缸(24)连接;所述急停开关jt为两个常闭触点串联的本地急停开关jt1和远程急停开关jt2,串联后经输入端接入电源l端,另一端接入plc模块;所述开关信号按钮的输入端经电源l输入端后,串入常开点,进入plc模块的输入端;所述plc模块的各输出端分别接入中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6线圈;所述中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5及中间继电器ka6线圈另一端分别并联电源n端;所述中间继电器ka1的输出端与交流接触器km1的第三端连接;所述中间继电器ka3的输出端与变频器a的输入电源u1、v1、w1端连接;所述中间继电器ka5的输出端与交流接触器km2的线圈连接;所述中间继电器ka6的输出端与焊枪(40)连接。2.根据权利要求1所述的一种铝电解槽打壳锤头自动焊接的plc控制系统,其特征在于:所述关信号按钮包括本地变频器电按钮sb1、远程变频器电按钮sb11、本地急停开关按钮jt1、远程急停开关按钮jt2、手动/自动转换开关、自动焊接本地启动按钮sb3、自动焊接远程启动脚踏开关sb33、本地手动启动按钮sb4、远程手动启动脚踏开关sb44、气缸伸出本地启动按钮sb5、气缸伸出远程启动按钮sb55、计数器g1。3.根据权利要求1所述的一种铝电解槽打壳锤头自动焊接的plc控制系统,其特征在于:所述电磁阀yv1线圈和变压电源模块ts均为dc24v电压,通过变压电源模块ts输出端,经过串联交流接触器km2两组常开触点,由中间继电器ka5控制交流接触器km2线圈,实现yv1电磁阀动作。4.根据权利要求1所述的一种铝电解槽打壳锤头自动焊接的plc控制系统,其特征在于:所述的气缸(24)介质气源,由外部气源常供。
技术总结
本实用新型公开了一种铝电解槽打壳锤头自动焊接的PLC控制系统,该系统采用PLC程序及变频器融合控制,使打壳锤头焊接实现自动旋转、自动焊接,自动化程度高,操作简单,工作效率高;设计精巧、结构合理;使用性高、可靠性高、安全性高;适用范围广、推广价值高。利用了现有的资源,节约了成本,降低了检修人员的工作量和劳动强度,提高了工作效率,保证了人员及设备安全。备安全。备安全。
技术研发人员:崔家虽 韩家忠 王俊锋 权世成 陈万胜 薛波 温海涛 王汉宗 任发亮 田伟 张世福 岳诚
受保护的技术使用者:青海桥头铝电有限责任公司
技术研发日:2022.12.02
技术公布日:2023/2/23
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。