1.本发明是一种在具有边缘波纹(edge waviness)的连续基材幅材、尤其是轻质连续基材幅材上的喷墨印刷方法。
背景技术:
2.在连续基材幅材(100)上的喷墨印刷方法已经探索了几十年,不仅通过多程印刷,而且通过单程印刷,其中连续基材幅材(100)通过幅材进给卷到卷过程或幅材进给卷到片材过程来输送。在将所述基材幅材(100)支撑在印刷机的支撑区(201)中之前,通过将所述基材幅材(100)的一卷(所谓的输入卷(111))退绕来输送所述基材幅材(100)。在印刷之后,基材幅材可被切割成片材或者可重绕在另一个卷(所谓的输出卷(112))上。连续基材幅材典型地为轻质材料,其可卷绕在卷上以用于印刷。它可容易地围绕芯折弯。印刷机具有用于支撑所述输入卷(111)和任选地所述输出卷(112)的装置,并且构造成用于在喷墨印刷头(202)下面输送基材幅材(100)。
3.所述方法试图解决当在连续基材幅材(100)上使用喷墨印刷技术时导致较差印刷质量的已知问题:-所述基材幅材(100)的不规则输送速度;-所述基材幅材(100)的幅材游动(web swim);-在印刷、干燥和/或输送时由于所述基材幅材(100)中内力的变化所导致的所述基材幅材(100)的拉伸或收缩。
4.所述方法的示例应用于下列印刷机中:-由制造商agfa nv生产的agfa dotrix modular;-由制造商koenig & bauer ag生产的kba rotajet;-由制造商durst phototechnik ag生产的rho 312r plus/led;-由制造商heidelberg druckmaschinen aktiengesellschaft生产的gallus labelfire 340。
5.另一个问题是当在印刷机(200)的喷墨印刷头(202)下面输送所述基材幅材(100)时连续基材幅材(100)的边缘(1011, 1021)处的不平坦性。所述不平坦性发生在退绕基材幅材(100)和朝向支撑区(201)输送之后,并且是输入卷(111)的先前重绕、先前将大卷切割成较小卷、输入卷(111)的储存条件、在退绕之后改变的基材幅材(100)中的内力、比在基材的中间更低的在边缘处的内力、输入卷(111)的潮湿和/或印刷室的潮湿的结果。所述不平坦性有时被称为边缘波纹。
6.us9682573 bb (xerox corporation)公开了一种方法,其中在印刷之前首先对在边缘(1011, 1021)处的所述不平坦性进行压光,以具有完全平坦的基材幅材。据发现,这对于任何类型的基材幅材的材料并不都是可行的。
7.所述不平坦性还可导致基材幅材(100)抵靠印刷机(200)的支撑区(201)的压紧(hold down)不是最佳的,这可能造成基材幅材(100)撞上印刷机(200)的喷墨印刷头
(202),并且在所述基材幅材(100)通过印刷机(200)的输送期间在所述基材幅材(100)中产生褶皱。
技术实现要素:
8.本发明的一个目的是提供一种解决方案,用于极好地压紧具有边缘波纹的基材幅材(100),因此在印刷机的喷墨印刷头(202)下面输送期间在所述基材幅材(100)中不会出现褶皱。
9.该目的已经利用如权利要求1中所限定的喷墨印刷方法实现。
10.本发明的另外的目的将从下文的描述中变得显而易见。
附图说明
11.图1至图5是优选实施例的喷墨印刷机(200)的截面,其中在左侧处是来自输入卷(111)的基材幅材(100)的入口。
12.图6是优选印刷机(200)的截面,其图示了折弯的基材幅材(100)如何施加在支撑区(201)上。
13.图7至图9是优选的边缘折弯机单元(203)的半色调图像。图8和图9还示出了由边缘折弯机单元(203)折弯的基材幅材(100)。所述折弯由黑色小箭头图示。在基材幅材(100)的另一边缘处,在印刷机(200)中存在类似的边缘折弯机单元(204)。这是镜像版本。所述镜像版本在所述图像中未示出。
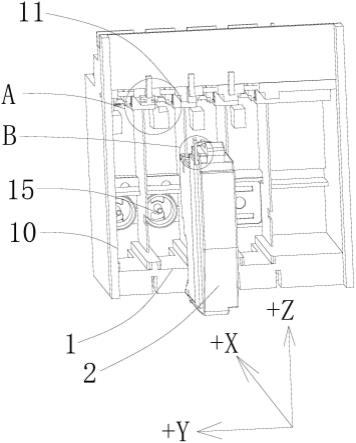
14.图10和图11图示了图7至图9的边缘折弯机单元。图11是未组装的边缘折弯机单元。
15.图12和图13在优选印刷机(200)(即具有定位在基材幅材(100)上方的细长喷墨印刷头(202)的单程喷墨印刷机)的俯视图中图示了基材幅材(100)如何被折弯。
16.图13和图14在优选印刷机(200)(即具有定位在基材幅材(100)上方的喷墨印刷头(202)的多程喷墨印刷机,喷墨印刷头构造成横跨基材幅材(100)移动)的俯视图中图示了基材幅材(100)如何被折弯。
具体实施方式
17.本发明是一种在具有一对边缘(1011, 1021)的连续基材幅材(100)上的喷墨印刷方法,包括以下步骤:a)通过沿着一对线(1010, 1020)折弯所述基材幅材(100)来形成一对细长条(101, 102),其中每条线平行于该对边缘(1011, 1021);以及b)在印刷机(200)的支撑区(201)中支撑所述折弯的基材幅材,其中,所述一对细长条(101, 102)朝向所述区(201)定向;以及通过所述印刷机(200)的喷墨印刷头(202)在所述被支撑的基材幅材上印刷图像(500)。因此,代替如在现有技术中已知的那样在印刷之前弄平该对边缘(1011, 1021),在印刷之前将该对边缘折弯。
18.如图6中所示,基材幅材(100)被施加在这里位于真空带(250)上的支撑区(201)上,其中,真空台(253)用来经由真空室(255)在所述支撑区(201)中提供真空动力。在施加在所述支撑区(201)上之前,边缘(1011, 1021)朝向所述支撑区(201)被折弯,使得它们沿
着线(1010, 1020)以确定的折弯角度(2010)形成细长条(101, 102)。所述线也称为折弯线。
19.当基材幅材(100)被支撑时,细长条(101, 102)优选地不在所述条(101, 102)之间定向在基材幅材(100)下面。这可通过以大于90度的折弯角度(2010)折弯基材幅材(100)来实现。因此,折弯不是折叠,折叠于是导致0度的折弯角度。
20.细长条(101, 102)通过各自由边缘折弯机单元(203, 204)折弯基材幅材(100)来施加,并且它们进一步朝向支撑区(201)定向。由此,基材幅材更稳定地定位在所述区(201)上。在步骤a)之后形成的一对线(1010, 1020)在所述基材幅材中提供更高的刚度,并且细长条(101, 102)表现得像一对凸缘,在其上支撑有在所述凸缘之间的基材幅材。
21.基材幅材(100)的材料当然应当是柔韧的,这主要是对于具有低于150 g/m2、更优选地低于120 g/m2且高于10 g/m2的重量的轻质基材幅材而言。如果所述基材幅材的材料包括诸如纤维素纤维的纤维,则一对线(1010, 1020)优选地基本上平行于所述纤维的取向,以便易于折弯和避免纤维断裂。基材幅材(100)当然也可为聚合物基材。
22.细长条(101, 102)之间的基材幅材(100)的材料优选地朝向支撑区(201)悬挂,由此更优选地,在所述条(101, 102)之间的基材幅材的中间连接到支撑区(201)。因此,基材幅材的宽度优选地大于1 m。所述宽度被测量为一对边缘(1011, 1021)之间的最短距离。
23.优选地,当连续基材幅材(100)被支撑在所述区(201)中时,支撑区(201)和一对细长条(101, 102)中的每个细长条之间的最小角度低于80度。所述最小角度更优选地在0.1度和70度之间,并且最优选地在2度和65度之间。所述度取决于基材幅材(100)的材料以及由支撑区(201)上的所述向下定向的细长条(101, 102)导致的刚度有多大。
24.在优选实施例中,一对细长条(101, 102)中的每个细长条的宽度低于10 cm。所述宽度更优选地在1 mm和70 mm之间,并且最优选地在2 mm和40 mm之间。所述宽度由印刷机(200)的操作者选择,但它主要根据基材幅材(100)的材料和/或由支撑区(201)上的所述向下定向的细长条(101, 102)导致的刚度有多大来选择。所述宽度是细长条(101, 102)的线(1010, 1020)和作为所述细长条(101, 102)的一部分的边缘(1011, 1021)之间的最短距离。
25.在优选实施例中,喷墨印刷方法是单程喷墨印刷方法(图11、图12)。
26.图11和图13图示了作为本公开的优选实施例的基材幅材(100)的边缘(1011, 1021)的折弯,其中,边缘(1011, 1020)通过边缘折弯机单元(203, 204)保持折弯(2000),并由此在印刷时形成线(1010, 1020)和细长条(101, 102),并且它们(101, 102)可在印刷之后整平或者可在印刷之前整平(1000),如图12和图14中所图示。
27.聚合物基材在40
°
c和110
°
c之间针对tan δ具有最大值的任何聚合物基材都适合作为用于使用在本发明中的幅材状聚合物基材。聚乙烯是本发明中用于使用作为幅材状聚合物基材的最优选的聚合物基材。
28.聚乙烯以各种低密度和高密度生产。聚乙烯以其缩写为制造聚乙烯薄膜和箔的技术人员所熟知,诸如uhmwpe、hdpe、pex、mdpe、lldpe、ldpe和vldpe。后三种最常用于制作塑料袋。
29.lldpe由在0.915 g/cm3和0.925 g/cm3之间的密度限定,并且是基本上线性的聚合
204)中的滑动装置(2031, 2041, 2032, 2042)优选地为辊,更优选地为可旋转的辊,其在使基材幅材(100)的边缘通过边缘折弯机单元(203, 204)的同时旋转。这使对基材幅材(100)的表面的损伤最小化。
40.图从7直至11图示了这种优选的边缘折弯机单元。
41.在优选实施例中,喷墨印刷方法包括用于通过边缘折弯机单元控制在一对细长条(101, 102)中的一个处的折弯角度的(多个)步骤:
‑ꢀ
使折弯滑动装置(2032, 2042)在一个方向上沿着支撑滑动装置(2032, 2042)朝向基材幅材(100)移动;和/或
‑ꢀ
使所述折弯滑动装置(2032, 2042)在另一方向上朝向所述支撑滑动装置(2032, 2042)移动。
42.利用如图从7直至11中所示的手柄(20321),折弯滑动装置(2023)可朝向基材幅材(100)移动。这示出为白色箭头。这里,边缘折弯机单元(203)也可沿着轨道或托台移动,如由长黑色箭头所示。
43.整平在优选实施例中,喷墨印刷方法包括附加步骤:c)通过展开一对细长条(101, 102)将经印刷的基材幅材朝向支撑区(201)整平。
44.在喷墨印刷方法的另一优选实施例中,步骤b)包括以下步骤:
‑ꢀ
通过展开一对细长条(101, 102)将被支撑的基材幅材朝向支撑区(201)整平。
45.细长条(101, 102)的展开在本发明中意味着折弯角度被扩大回基本上180度。
46.因此,在基材幅材的折弯之后,基材幅材再次被整平。步骤c)可通过尤其是在一对线(1010, 1020)处(热)摩擦细长条(101, 102)和/或通过(热)按压细长条(101, 102)来执行。对于步骤b)中的整平步骤,仍然必须保留一对线(1010, 1020),以便例如通过轻柔触摸、摩擦或按压在基材幅材(100)中给予所述较高的刚度,使得细长条(101, 102)仍然表现得像基材幅材支撑在其上的一对凸缘。
47.优选地,为了将一对细长条(101, 102)朝向支撑区(201)展开,施加真空。据发现,细长条(101, 102)表现类似于密封件,由此更有效地在也称为真空区的支撑区(201)上施加真空,尤其是当所述施加的真空也用于在印刷的步骤期间朝向所述区(201)压紧被支撑的整平的基材幅材时。最优选地,所述支撑区(201)是印刷机(200)的真空带的真空区,以用于在所述印刷机(200)的喷墨印刷头(202)下面输送基材幅材(100)。然后从所述真空区施加所述真空。据发现,通过施加所述细长条(101, 102);在真空区上支撑基材幅材(100),由此将细长条(101, 102)朝所述区定向;并且施加真空以压紧包括细长条的整个介质,由此细长条展开,使得基材介质(100)比不施加所述细长条(101, 102)更好地压紧基材幅材(100),尤其是当基材幅材(100)具有边缘波纹时。另外,在基材幅材(100)的输送期间不出现褶皱。细长条(101, 102)也可被印刷成例如用于控制颜色和对准以印刷被印刷的图像的信息的控制条。但是由于所述整平,如果在印刷之前施加,图像的一部分也可印刷在所述细长条(101, 102)上。
48.在较不优选的实施例中,支撑区(201)是印刷机(200)的真空台(253)的真空区。因此,所述真空带(250)或真空台(253)是印刷机(200)的支撑装置,支撑区(201)位于该支撑装置上。
49.印刷机本公开的印刷机(100)是数字印刷机,其中,非接触印刷技术与喷墨印刷头(202)一起使用。所述印刷机也称为喷墨印刷机。
50.为了具有良好的图像质量,在喷墨印刷头(202)和墨水接收物(这里是连续基材幅材(100))之间需要恒定的高度。在本公开中,所述喷墨印刷机可为多程喷墨印刷机(图13和图14),但是单程喷墨印刷机是优选的(图11和图12)。喷墨印刷中的大问题之一是墨水接收物可能接触喷墨印刷头(202),由此喷墨印刷头损坏或具有必须修复的不喷射喷嘴。如果在喷墨印刷、喷墨印刷头和墨水接收物之间的高度需要恒定,则墨水接收物必须是平的,或者不可翘起,或者不可从支撑区(201)向上移动。
51.图1至图5图示了优选印刷机的几种构造,其中,基材幅材(100)施加在印刷机的支撑区上,并且其中,边缘(1011)通过边缘折弯机单元(203)朝向所述支撑区折弯。由此,沿着线(1010)形成细长条(101)。基材幅材(100)从输入卷(111)退绕并在由喷墨印刷头(202)印刷图像之后卷在输出卷(112)上或如图2中所示切割成片材,其中,基材幅材(100)由切割器(285)切割,并且片材收集在输出托盘(290)中。
52.图1和图2各自图示了具有包裹两个滑轮(270)的真空带(250)的印刷机(200)。支撑区具有真空区,该真空区通过来自真空室(255)的真空动力经由真空台(253)形成。所述真空动力将折弯的基材幅材(100)朝向支撑区整平,如由竖直黑色箭头所示。弧形黑色箭头示出印刷机(200)中不同卷的移动。
53.图3图示了传送带印刷机,其中折弯的基材幅材(100)在图像(500)被印刷之前由整平机(280)整平。
54.图4图示了幅材印刷机,其中基材幅材(100)利用来自真空室(255)的真空动力在形成支撑区的真空台(253)上传送。所述真空动力将折弯的基材幅材(100)在印刷之前整平。
55.图像优选地利用一种或多种着色喷墨墨水印刷,该着色喷墨墨水可选自由水性着色喷墨墨水、溶剂基着色喷墨墨水和可辐射固化的着色喷墨墨水。
56.一种或多种着色喷墨墨水优选地包含有机彩色颜料,因为它们允许在基材幅材(100)上获得高色域。炭黑和二氧化钛是无机颜料,它们可有利地用于本公开中,以分别构成黑色和白色着色喷墨墨水。
57.在优选实施例中,一种或多种着色喷墨墨水形成cmyk(w)或cryk(w)喷墨墨水组。最后的喷墨墨水组适合印刷木材颜色,尤其是当制造装饰性表面时。
58.喷墨墨水中的颜料颗粒应足够小,以允许墨水自由流过喷墨印刷装置,尤其是在喷嘴处。还希望使用小颗粒以获得最大的颜色强度并减缓沉淀。有机彩色颜料和无机黑色颜料的数字平均颜料粒度优选地在0.050 μm和1 μm之间,更优选地在0.070 μm和0.300 μm之间,并且最优选地在0.080 μm和0.200 μm之间。
59.在优选实施例中,在连续基材幅材(100)上印刷图像之后或同时图像被干燥,所述图像通过辐射装置干燥。辐射可通过使用uv灯泡灯或多个uv发光二极管或任何类型的ir干燥器来执行。
60.印刷机可在多于一个连续基材幅材(100)上执行喷墨印刷方法。在wo2019/170456(agfa nv)中公开了这种印刷机的示例,其可为用于制造装饰性表面的生产线的一部分。
61.用于印刷机(200)的优选喷墨印刷头(202)是压电头。压电喷墨印刷基于当电压施加到压电陶瓷换能器时压电陶瓷换能器的移动。电压的施加改变喷墨印刷头(202)中的压电陶瓷换能器的形状,产生空隙,然后用喷墨墨水或液体填充该空隙。当电压再次被移除时,陶瓷膨胀到其原始形状,从而从喷墨印刷头中射出墨水滴。
62.优选的压电印刷头是所谓的推模式型压电印刷头,其具有也能够射出高粘度的喷墨墨水滴的相当大的压电元件。这种喷墨印刷头可作为gen5s印刷头从ricoh
tm
获得。
63.优选的压电印刷头是所谓的通流压电按需喷墨印刷头。这种喷墨印刷头可作为cf1ou印刷头从toshiba tec
tm
获得,并且也可从toshiba tec
tm
和xaar
tm
获得。通流印刷头在本发明中是优选的,因为它们增强了喷墨印刷的可靠性。
64.当使用水性或溶剂基的喷墨墨水时,印刷机(200)包括干燥设备,以从喷射在包装材料上的墨水中蒸发水和溶剂。合适的干燥器包括使热空气循环的设备、烘箱和使用空气吸入的设备。
65.干燥设备可包括红外辐射源。有效红外辐射源具有在0.8
ꢀµ
m和1.5
ꢀµ
m之间的发射最大值。这种红外辐射源有时称为nir辐射源或nir干燥器。nir辐射能量快速进入喷墨墨水层的深度,并从整个层厚度中移除水和溶剂,而常规的红外和热空气能量主要在表面处被吸收并缓慢传导到墨水层中,这通常导致水和溶剂的较慢移除。
66.在优选实施例中,nir辐射源呈nir led的形式,其可容易地安装在多程喷墨印刷机中的多个喷墨印刷头的穿梭系统上。另一种优选的干燥设备使用碳红外辐射(cir)。
67.当使用uv可固化的着色喷墨墨水时,印刷机(200)包括uv固化设备。uv固化设备发射uv辐射,该uv辐射由用于聚合芯的可聚合化合物的光引发剂或光引发系统吸收。
68.uv固化设备可包括高压或低压汞灯,但优选地包括uv led或由uv led组成。
69.uv固化设备可与印刷机(200)的喷墨印刷头(202)组合布置,随其行进,使得固化辐射在喷射后很短时间内被施加。优选地,这种固化装置由一个或多个uv led组成,因为在这种布置中,可能难以提供小得足以连接到喷墨印刷头(202)并随喷墨印刷头(202)行进的其它类型的固化装置。备选地,可采用静态固定辐射源,例如固化uv光的源,其借助于柔性辐射传导装置(诸如光纤束或内反射柔性管)或者通过优选地包括喷墨印刷头(202)上的镜的镜布置连接到辐射源。
70.然而,不需要将uv光源连接到喷墨印刷头(202)。uv辐射源也可例如是横向地延伸横跨包装材料上的待固化墨水的细长辐射源。它可邻近喷墨印刷头(202)的横向路径,使得由喷墨印刷头(202)形成的装饰性图像的后续行逐步或连续地在该辐射源下面通过。
71.任何紫外光(uv)源(只要发射光的一部分可由光引发剂或光引发剂系统吸收)都可用作辐射源,诸如高压或低压汞灯、冷阴极管、黑光、紫外led、紫外激光器和闪光灯。其中,优选的光源是表现出相对长波长uv贡献的光源,其具有300-400 nm、更优选地360 nm至400 nm的主波长。具体地,uv-a光源是优选的,因为减少了伴随其的光散射,导致更高效的内部固化。
72.uv辐射大体上分类为uv-a、uv-b和uv-c,具体如下:
•
uv-a:400 nm至320 nm
•
uv-b:320 nm至290 nm
•
uv-c:290 nm至100 nm。
73.在优选实施例中,喷墨印刷设备包含具有大于360 nm的波长的一个或多个uv led,优选地具有大于380 nm的波长的一个或多个uv led,并且最优选具有约395 nm的波长的uv led。
74.此外,有可能连续地或同时使用不同波长或照度的两个光源来固化图像。例如,第一uv源可选择为富含特别地在260 nm-200 nm的范围内的uv-c。然后,第二uv源可富含uv-a,例如掺镓灯,或者uv-a和uv-b两者都高的不同灯。已经发现使用两种uv源具有例如快固化速度和高固化度的优点。
75.为了便于固化,喷墨印刷设备通常包括一个或多个耗氧单元。耗氧单元放置氮气或其它相对惰性的气体(例如n2或co2)的垫,其可调整的位置和可调整的惰性气体浓度,以便降低固化环境中的氧浓度。残余氧水平通常维持低至200 ppm,但大体上在200 ppm至1200 ppm的范围内。
76.支撑区(201)是印刷机(200)的支撑装置的一部分,该支撑装置优选地为真空台,并且更优选地为真空带。在所述台或带上,真空区被施加为支撑区(201),以用于利用来自印刷机(200)的真空室(255)的真空压紧墨水接收物。例如,wo2016/071122(agfa graphics nv)公开了具有真空带(250)的印刷机的细节。
77.支撑区(201)也可由多个辊形成,基材幅材(100)在所述辊上输送以用于印刷,如例如可在由制造商agfa nv生产的agfa dotrix modular和可能地其它单程喷墨印刷机中找到的。在图5中示出了具有所述多个辊(256)的优选印刷机的实施例。
78.制造装饰性表面本公开的喷墨印刷方法及其所有优选实施例优选地用于制造装饰性表面-其中,连续基材幅材(100)是具有小于150 g/m2的重量的纸基材,并且图像利用一种或多种水性着色喷墨墨水印刷;或者其中,连续基材幅材(100)是热塑性基材,该热塑性基材具有小于150 g/m2的重量,并且基于选自由聚氯乙烯(pvc)、聚丙烯(pp)、聚乙烯(pe)、聚对苯二甲酸乙二醇酯(pet)和热塑性聚氨酯(tpu)以及它们的组合组成的组的材料,并且图像利用一种或多种uv可固化喷墨墨水印刷。
79.所述最新类型的连续基材幅材例如对于制造高级乙烯基地砖(lvt)是理想的。wo2018060189(agfa nv)公开了所述制造方法。
80.此外,所述一种或多种水性着色喷墨墨水优选地在利用热固性树脂浸渍基材幅材(100)之前或之后喷射。
81.因此,本公开的印刷机(200)优选地是用于制造装饰性表面的生产线的一部分。
82.喷墨印刷方法优选地包括以下步骤:-在步骤a)之前,在纸基材上施加包含聚乙烯醇聚合物和无机颜料的至少一个墨水接收层,其中,更优选地,最外墨水接收层不包含无机颜料或包含比纸基材和最外墨水接收层之间的墨水接收层更小含量的无机颜料。
83.在用于制造装饰性表面的生产线中使用边缘折弯机(203, 204)也是本公开的实施例,尤其是具有交错的一对滑动装置(2031, 2041, 2032, 2042)的边缘折弯机,如在章节“边缘折弯”中所述。
84.制造装饰性面板
制造装饰性表面中的经印刷的纸基材优选地变成作为装饰性表面的装饰性面板的装饰层,其更优选地选自由地板、厨房、家具和壁面板组成的组。在本文中,无论是否切割成片材,经印刷的连续基材幅材都被施加在诸如mdf板的芯层上,以及诸如平衡层、保护层或吸声层的任选的其它层上,之后,基材幅材和所述一个或多个层的整体组件被热压在一起。
85.例如,dpl过程(直接压力层压)是用于制造装饰性面板的已知方法。
86.根据格利方法(din 53120),纸基材具有优选地在8秒和20秒之间的孔隙度。
87.据发现,一对线(1010, 1020)在制造的装饰性面板中不再可见。因此,细长条(101, 102)也可喷墨印刷有图像的一部分,这使得不存在所述基材幅材(100)的材料的浪费。
88.在优选实施例中,细长条(101, 102)成为施加在装饰性面板中的榫(tongue)和/或槽的一部分,该榫和/或槽允许装饰性面板卡合到彼此中。其优点是易于组装,不需要胶水。获得良好的机械连接所需的榫和槽的形状在层压地板领域中是熟知的,如在ep 2280130 a (flooring ind)、wo 2004/053258 (flooring ind)、us 2008010937 (valinge)和us 6418683 (perstorp flooring)中也例示的。
89.榫和槽型材尤其优选地用于地板面板和壁面板,但是在家具面板的情况下,出于家具门和抽屉前板的美学原因,这种榫和槽型材优选地不存在。然而,榫和槽型材可用来将家具的其它面板卡合在一起,如由us 2013071172 (unilin)所图示。
90.印刷在连续基材幅材(100)上的图像优选地是具有脉络的木材图案。在优选实施例中,经印刷的木材图案的脉络基本上平行于一对线(1010, 1020)定向。
91.芯层芯层优选地由诸如碎料板、mdf或hdf(中密度纤维板或高密度纤维板)、定向刨花板(osb)等的木基材料制成。也可使用合成材料的板或借助于水硬化的板(诸如水泥板)制成。在特别优选的实施例中,芯层是mdf或hdf板。
92.芯层也可至少由浸渍有热固性树脂的多张纸片材或其它载体片材组装而成,如由wo 2013/050910(unilin)所公开的。优选的纸片材包括通过化学制浆过程(也称为牛皮纸过程)获得的所谓的牛皮纸,例如如在us 4952277 (bet paperchem)中所述。
93.在另一优选实施例中,芯层是基本上由木纤维构成的板材料,该木纤维借助于缩聚胶结合,其中,缩聚胶占板材料的5至20重量%,并且木纤维的至少40重量%从回收的木材中获得。ep 2374588 a(unilin)公开了合适的示例。
94.代替木基芯层,也可使用合成芯层,诸如由us 2013062006 (flooring ind)所公开的。在优选实施例中,芯层包括发泡合成材料,诸如发泡聚乙烯或发泡聚氯乙烯。
95.其它优选的芯层及其制造由us 2011311806 (unilin)和us 6773799 (decorative surfaces)公开。
96.芯层的厚度优选地在2 mm和12 mm之间,更优选地在5 mm和10 mm之间。
97.本公开的实施例是制造装饰性面板的方法,包括以下步骤:
‑ꢀ
根据本公开的喷墨印刷方法及其优选实施例在纸基材上印刷木材图案;
‑ꢀ
利用热固性树脂浸渍经印刷的纸基材;
‑ꢀ
在芯层和保护层之间热压热固性树脂浸渍的经印刷的纸基材,并切割成选自由
地板、厨房、家具和壁面板组成的组的装饰性面板。
98.热固性树脂热固性树脂优选地选自由基于三聚氰胺-甲醛的树脂、基于脲-甲醛的树脂和基于苯酚-甲醛的树脂组成的组。
99.用于浸渍纸的其它合适的树脂在ep 2274485 a (huelsta)的[0028]中列出。
[0100]
最优选地,热固性树脂是基于三聚氰胺-甲醛的树脂,在本领域中通常简称为“三聚氰胺(基)树脂”。
[0101]
制造装饰性瓦楞硬纸板(cardboard)在制造装饰性表面中的经印刷的纸基材优选地成为装饰性瓦楞硬纸板的箱纸板的装饰面纸,作为装饰性表面。
[0102]
在装饰性瓦楞硬纸板的制造中,无论是否被切割成片材,经印刷的连续基材幅材都被胶合在纸板的一个或多个槽纹片材(瓦楞芯纸)上。
[0103]
瓦楞硬纸板是优选的包装材料,因为它成本低且重量轻,而且具有瓦楞硬纸板箱可堆叠的优点,使它们易于储存和输送。瓦楞硬纸板是通过将纸板的一个或多个槽纹片材(瓦楞芯纸)胶合到箱纸板的一个或多个平片材(称为面纸)而形成的包装材料。它有四种常见的类型:(a) 单面:一个槽纹片材胶合到一个面纸(总共两个片材)。(b) 单壁:一个槽纹片材夹在两个面纸之间(总共三个片材);也称为双面或单层片。(c) 双壁:一个单面胶合到一个单壁,使得两个槽纹片材交替地夹在三个平片材之间(总共五个片材);也称为双层垫或双层片。(d) 三壁:两个单面胶合到一个单壁,使得三个槽纹片材交替地夹在四个平片材之间(总共七个片材);也称为三层片。
[0104]
本发明中优选的瓦楞硬纸板是单壁或双壁,更优选地单壁瓦楞硬纸板,因为这种硬纸板足够坚固并且容易压褶。单面瓦楞硬纸板通常没有足够的强度来容纳商品,而三壁硬纸板通常更难压褶成包装盒。
[0105]
在瓦楞硬纸板中使用的纸(诸如牛皮纸)通常具有呈褐色颜色。在制造装饰性瓦楞硬纸板的优选实施例中,作为连续基材幅材(100)的纸基材具有白颜色,以用于增强印刷在其上的喷墨墨水的色彩活力。白色背景有助于客户体验,因为客户认为这是更高级的产品。备选地,在喷墨印刷图像之前,可通过涂覆或印刷将白色背景施加为层。
[0106]
本发明的实施例是制造装饰性瓦楞硬纸板的方法,其中,连续基材幅材(100)是纸基材;并且其中,所述制造的方法具有用于形成装饰性瓦楞硬纸板的附加步骤:将经印刷的纸基材胶合在纸板的槽纹片材上。
[0107]
在印刷图像(500)之后并且在胶合在纸板的所述槽纹片材上之前,细长条(101, 102)可再次展开或者甚至更多地展开(如果已经展开的话)。更优选地,在印刷图像(500)之后和在胶合在纸板的所述槽纹片材上之前,将细长条(101, 102)整平。
[0108]
附图标记列表100基材幅材101细长条102细长条1010线
1020线1011基材幅材的边缘1021基材幅材的边缘200印刷机201支撑区2011支撑区的边缘2012支撑区的边缘202喷墨印刷头2031支撑滑动装置2041支撑滑动装置2032折弯滑动装置2042折弯滑动装置203边缘折弯机单元204边缘折弯机单元500图像
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。