线材剥皮机
【技术领域】
1.本实用新型涉及线材剥皮机技术领域,特别涉及一种线材剥皮机。
背景技术:
2.目前市场上常见的数据线材除了采用pvc塑料和tpe橡胶等制作的外皮,还包括在线材外皮包覆的一层尼龙编织线。现有人工剥皮使用手动工具进行剥去外皮,如剥线钳剥皮,这种剥皮方式适合对未包覆编织线的线材进行剥皮,但是剥出来的线材切口大多呈现拉扯断痕,不美观还有可能拉扯伤及内芯线;现有剥皮机剥皮已经趋向于标准化,分冷剥和热剥,冷剥皮机可对大部分普通材质的线材进行高效剥皮处理,对于包覆了编织线的线材,使用冷剥会有部分编织线切不断的情况,而且切口会呈现纤维拉毛状,所以通常会使用有热剥功能的剥皮机进行剥皮。
3.现有热剥功能的剥皮机进行剥皮时,编织线在高温的剥刀下瞬间熔断,编织线纤维碳化后会溶聚到一起,不会拉毛亦不会切不断编织,但是切口处塑料熔化后会粘连在内芯线上,并且会产生塑胶拉丝导致切口不规整。
技术实现要素:
4.为解决现有热剥功能的剥皮机进行剥皮时,切口处塑料熔化后会粘连在内芯线上,并且会产生塑胶拉丝导致切口不规整的问题,本实用新型提供了一种线材剥皮机。
5.本实用新型解决技术问题的方案是提供一种线材剥皮机,该线材剥皮机包括机箱模组、传送模组、热熔模组、环剥模组以及压线模组,所述传送模组固定在所述机箱模组上,所述压线模组固定在所述传送模组的上方并与所述传送模组相对设置,所述传送模组的一侧沿着传送方向依次固定所述热熔模组和所述环剥模组,使线材沿所述传送模组的所述传送方向依次经过所述热熔模组和所述环剥模组;
6.所述热熔模组包括第一手指气缸和热熔刀,所述第一手指气缸带动所述热熔刀闭合,以熔断线材的外编织;
7.所述环剥模组包括第二手指气缸、环切刀和剥皮气缸,所述第二手指气缸带动所述环切刀闭合切割所述线材的外皮,所述剥皮气缸运动,以带动所述环切刀剥离所述外皮。
8.优选地,所述环剥模组还包括环剥旋转电机和电机原点感应器,所述环剥旋转电机转动带动所述第二手指气缸及所述环切刀进行预设圈数的转动,所述环剥旋转电机通过所述原点感应器回到原点。
9.优选地,所述环剥模组还包括旋转接头,所述旋转接头包括进气孔和出气孔,所述第二手指气缸与所述旋转接头侧边连接。
10.优选地,所述热熔模组还包括温度传感器和加热器,所述加热器用于加热所述热熔刀至预设温度,所述温度传感器实时检测所述热熔刀的温度并反馈给所述机箱模组。
11.优选地,所述传送模组还包括链条旋转电机、传动链轮以及固定在所述传动链轮上的线槽模块和定位槽爪,所述链条旋转电机与所述传动链轮转动带动所述定位槽爪和所
述线槽模块移动。
12.优选地,所述定位槽爪与所述传动链轮为可拆卸连接;
13.所述热熔刀包括第一热熔v形刀和第二热熔v形刀,所述第一手指气缸带动第一热熔v形刀和第二热熔v形刀进行相对运动,以闭合熔断所述线材的外编织;
14.所述环切刀包括第一环切v形刀和第二环切v形刀,所述第二手指气缸带动所述第一环切v形刀和所述第二环切v形刀进行相对运动,以闭合切断所述线材的外皮。
15.优选地,所述传送模组还包括脱线钣金,所述脱线钣金将所述线材从所述定位槽爪和所述线槽模块上分离。
16.优选地,所述压线模组还包括剥皮长度定位钣金,在所述定位槽爪夹持线材时,所述剥皮长度定位钣金位于所述传送模组的传送起点位置。
17.优选地,所述压线模组还包括压线组件,所述压线组件包括压线气缸和位于所述压线气缸下方的压线块,所述压线气缸带动所述压线块运动从而压住待剥皮线材。
18.优选地,所述机箱模组还包括控制模块以及操作触摸屏,所述控制模块与所述传送模组,所述热熔模组,所述环剥模组以及所述压线模组信号连接,所述控制模块响应在所述操作触摸屏上的点击后产生的触控指令,操控所述线材剥皮机各模块的操作。
19.与现有技术相比,本实用新型的线材剥皮机具有以下优点:
20.1、本实用新型的线材剥皮机包括机箱模组、传送模组、热熔模组、环剥模组以及压线模组,传送模组固定在机箱模组上,压线模组固定在传送模组的上方并与传送模组相对设置,传送模组的一侧沿着传送方向依次固定热熔模组和环剥模组,使线材沿传送模组的传送方向依次经过热熔模组和环剥模组;热熔模组包括第一手指气缸和热熔刀,第一手指气缸闭合带动热熔刀闭合,以熔断线材的外编织;环剥模组包括第二手指气缸、环切刀和剥皮气缸,第二手指气缸闭合带动环切刀闭合切割线材的外皮,剥皮气缸运动,以带动环切刀剥离外皮。通过热熔模组熔断线材的外编织,环剥模组将线材外皮进行环形切断并剥离,避免了外皮融化粘连在内芯线上及塑胶拉丝,能使切口更加平整,实现了线材的外编织及整个外皮的全部剥离,提高线材剥皮的质量。另外,该线材剥皮机只需人工放线,就可以依次自动完成传送、热熔、环剥工序,节省人工处理时间,提高了线材剥皮的效率,同时避免了人工操作,提高线材剥皮质量的稳定性。
21.2、本实用新型的环剥模组还包括环剥旋转电机和电机原点感应器,环剥旋转电机转动带动所述第二手指气缸及所述环切v形刀进行预设圈数的转动,环剥旋转电机通过原点感应器回到原点。通过环剥旋转电机和电机原点感应器的配合,能对环剥旋转圈数和环切位置进行数控调整,更方便快捷。
22.3、本实用新型的环剥模组还包括旋转接头,旋转接头包括进气孔和出气孔,第二手指气缸与旋转接头侧边连接。通过第二手指气缸与旋转接头侧边连接,能避免第二手指气缸进行正反无限循环旋转时,气管之间的交错。
23.4、本实用新型的热熔模组还包括温度传感器和加热器,加热器加热热熔刀至预设温度时,温度传感器实时检测热熔刀的温度并反馈给机箱模组。通过设置温度传感器和加热器,能控制热熔刀的加热温度,提高对热熔刀温度的可控性。
24.5、本实用新型的传送模组还包括链条旋转电机、传动链轮以及固定在传动链轮上的线槽模块和定位槽爪,所述链条旋转电机与所述传动链轮转动带动所述定位槽爪和所述
线槽模块移动。通过定位槽爪夹持线材,并与线材模块配合放置线材,提高了线材的固定效果,使链条旋转电机与传动链轮转动能带动线槽模块和定位槽爪准确地移动指定的位置,提高了传送位置的准确性。
25.6、本实用新型的定位槽爪与传动链轮为可拆卸连接;热熔刀包括第一热熔v形刀和第二热熔v形刀,第一手指气缸带动第一热熔v形刀和第二热熔v形刀进行相对运动,以闭合熔断线材的外编织;环切刀包括第一环切v形刀和第二环切v形刀,第二手指气缸带动第一环切v形刀和第二环切v形刀进行相对运动,以闭合切断线材的外皮。通过定位槽爪与传动链轮的可拆卸连接,操作人员可通过更换不同尺寸的定位槽就可对不同尺寸的线材进行夹持,且第一热熔v形刀和第二热熔v形刀的不同程度的闭合与第一环切v形刀和第二环切v形刀的不同程度的闭合能形成对应的通孔,因而可以适应不同尺寸的线材,进而实现了不同尺寸的线材的剥皮加工,提高线材剥皮机的通用性。
26.7、本实用新型的传送模组还包括脱线钣金,脱线钣金将线材从定位槽爪和线槽模块上分离。通过设置定位钣金,能将剥皮后的线材从定位槽爪和线材模块脱出,避免了人工将剥皮后的线材取出,提高了线材剥皮的效率。
27.8、本实用新型的压线模组还包括剥皮长度定位钣金,在所述定位槽爪夹持所述线材时,剥皮长度定位钣金位于传送模组的传送起点位置。通过设置剥皮长度定位钣金能调节线材的剥皮长度,提高对线材剥皮长度的可控性,且剥皮长度定位钣金位于传送模组的传送起点位置,能将已调节剥皮长度的线材直接放进传送模组中传送,能避免出现中间装置对已调节的剥皮长度的干扰,防止出现实际剥皮长度与预设剥皮长度不一致的情况,从而提高线材剥皮的准确性。
28.9、本实用新型的压线模组还包括压线组件,压线组件包括压线气缸和位于压线气缸下方的压线块,压线气缸带动压线块运动从而压住待剥皮线材。通过设置压线组件,能将进行外编织熔化及外皮被环切的线材压紧,并固定在当前位置,防止线材在剥皮过程中被拉动,提高线材的固定效果。
29.10、本实用新型的机箱模组还包括控制模块以及操作触摸屏,控制模块与传送模组,热熔模组,环剥模组以及压线模组信号连接,控制模块响应在操作触摸屏上的点击后产生的触控指令,操控线材剥皮机各模块的操作。通过控制模块响应在操作触摸屏上的点击后产生的触控指令,能对线材环切热剥机的对应的参数功能进行调节,方便对不同线材间参数调节与功能操作调试。
【附图说明】
30.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
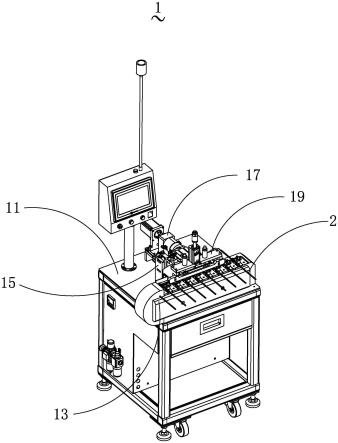
31.图1是本实用新型第一实施例提供的线材剥皮机的立体结构示意图。
32.图2是本实用新型第一实施例提供的线材剥皮机之环剥模组的立体结构示意图。
33.图3是本实用新型第一实施例提供的线材剥皮机之热熔模组的立体结构示意图。
34.图4是本实用新型第一实施例提供的线材剥皮机之传送模组的立体结构示意图。
35.图5是图4中a的放大图。
36.图6是本实用新型第一实施例提供的线材剥皮机之压线模组的立体结构示意图。
37.图7是本实用新型第一实施例提供的线材剥皮机之机箱模组的立体结构示意图。
38.附图标识说明:
39.1、线材剥皮机;2、线材;
40.11、机箱模组;13、传送模组;15、热熔模组;17、环剥模组;19、压线模组;
41.111、废线皮收纳盒;113、操作触摸屏;115、温度控制器;117、气源处理器;131、链条旋转电机;133、传动链轮;134、线槽模块;135、定位槽爪;137、脱线钣金;151、第一手指气缸;153、热熔刀;155、加热器;157、温度传感器;171、环剥旋转电机;172、电机原点感应器;173、第二手指气缸;174、环切刀;175、剥皮气缸;176、旋转接头;191、压线组件;193、剥皮长度定位钣金;
42.1341、容纳槽;1531、第一热熔v形刀;1533、第二热熔v形刀;1741、第一环切v形刀;1743、第二环切v形刀;1761、进气孔;1763、出气孔;1911、压线气缸;1913、压线块。
【具体实施方式】
43.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施实例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
44.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
45.在本实用新型中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本实用新型及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
46.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本实用新型中的具体含义。
47.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
48.常见的线材2包括内芯线、包覆内芯线的外皮以及包覆外皮的外编织。外皮一般采用pvc塑料和tpe橡胶等材料制作,外编织为可为尼龙编织线,可为网状结构,能完全包覆线材2的外皮即可。
49.请参阅图1-图3,本实用新型第一实施例提供一种线材剥皮机1,包括机箱模组11、传送模组13、热熔模组15、环剥模组17以及压线模组19,传送模组13固定在机箱模组11上,压线模组19固定在传送模组13的上方并与传送模组13相对设置,传送模组13的一侧沿
着传送方向依次固定热熔模组15和环剥模组17,使线材2沿传送模组13的传送方向依次经过热熔模组15和环剥模组17;热熔模组15包括第一手指气缸151和热熔刀153,第一手指气缸151带动热熔刀153闭合,以熔断线材2的外编织;环剥模组17包括第二手指气缸173、环切刀174和剥皮气缸175,第二手指气缸173带动环切刀174闭合切割线材2的外皮,剥皮气缸175运动,以带动环切刀174剥离外皮。
50.可以理解地,机箱模组11上能安装固定线材剥皮机1的传送模组13、热熔模组15、环剥模组17、压线模组19,压线模组19位于传送模组13上方,便于压线模组19对传送模组13上需要进行剥皮的线材2进行压线固定从而执行热熔和环剥操作实现剥皮。
51.可以理解地,传送模组13的传送方向可根据操作情况具体设置,在确定传送方向后,可根据传送方向设置热熔模组15及环剥模组17的位置,满足沿传送模组13的传送方向上,线材2依次经过热熔模组15与环剥模组17,且压线模组19位于传送模组13上方与传送模组13配合对线材2进行固定即可。
52.可以理解地,传送模组13可将线材2传送至热熔模组15的对应位置及环剥模组17的对应位置后停止传送,使线材2固定在热熔模组15的对应位置及环剥模组17的对应位置,并在熔断及环切结束后,继续传送线材2便于压线模组19对线材2进行压紧固定。压线模组19可进行向上运动与向下运动,向下运动以压紧线材2,向上运动松开线材2。可以理解,这里的上下是相对方向,即可以理解只要可以实现跟传送模组13配合对线材进行固定即可,并非绝对方向的限制。优选地,压线模组19的运动方向与所述线材传送方向成角度。更优选的,压线模组19的运动方向与传送模组13的传送方向垂直。
53.具体的,在传送模组13将线材2传送至热熔模组15的对应位置时,压线模组19可进行向下运动,将线材2压紧,热熔模组15中的第一手指气缸151闭合带动已经加热至高温的热熔刀153闭合,对线材2的外编织线进行熔断;外编织熔断后,控制第一手指气缸151打开,同时压线模组19进行向上运动松开线材2;传送模组13将外编织已被熔断的线材2传送至环剥模组17的对应位置,同样的,压线模组19向下运动将线材2压紧。
54.可以理解地,环剥模组17中的剥皮气缸175可进行前进运动与后退运动,进行前进运动时,可带动环切刀174向线材2移动,移动至线材2对应的环切位置停止;进行后退运动时,可带动环切刀174向后运动,以远离线材2。
55.具体的,在压线模组19向下运动将外编织已被熔断的线材2压紧后,剥皮气缸175进行前进运动,带动环切刀174移动至线材2对应的环切位置,环剥模组17中的第二手指气缸173闭合带动环切刀174闭合,在线材2的环切位置切入指定深度,以将线材2的外编织线下的整个外皮进行环形切断后,剥皮气缸175进行后退运动,带动环切刀174向后移动,将切断的外皮进行剥离,同时第二手指气缸173打开,压线模组19向上运动松开已剥完外皮的线材2,传送模组13将线材2传送至下一位置。
56.可以理解地,先通过热熔模组15熔断线材2的外编织,再通过环剥模组17将线材2的外皮进行环形切断并剥离,避免了外皮融化粘连在内芯线上及塑胶拉丝,能使切口更加平整,实现了线材2的外编织及外皮的全部剥离,提高线材剥皮的质量。另外,该线材剥皮机1只需人工放线,就可以依次自动完成传送、热熔、环剥工序,节省人工处理时间,提高了线材剥皮的效率,同时避免了人工操作,提高线材剥皮质量的稳定性。
57.请参阅图2,进一步的,环剥模组17还包括环剥旋转电机171和电机原点感应器
172,环剥旋转电机171转动带动所述第二手指气缸173及所述环切刀174进行预设圈数的转动,环剥旋转电机171通过原点感应器回到原点。
58.可以理解地,为了更完整地将线材2的外皮切断,预先可设置环剥旋转电机171的转动次数,在环剥旋转电机171根据转动次数进行转动时,可带动第二手指气缸173及环切刀174进行转动,且环剥旋转电机171的转动次数与第二手指气缸173及环切刀174的转动的预设圈数对应,以便能更好地将线材2的外皮进行环形切断;环剥旋转电机171在转动完成后,可通过电机原点感应器172的配合回到原点,便于环剥旋转电机171进行之后的转动;另外通过环剥旋转电机171与电机原点感应器172的配合能对环剥旋转圈数和环切位置进行数控调整,更方便快捷。
59.进一步的,环剥模组17还包括旋转接头176,旋转接头176包括进气孔1761和出气孔1763,第二手指气缸173与旋转接头176侧边连接。第二手指气缸173与旋转接头176侧边连接后,能避免第二手指气缸173进行正反无限循环旋转时,气管之间的交错。
60.请参阅图3,进一步的,热熔模组15还包括温度传感器157和加热器155,加热器155用于加热热熔刀153至预设温度时,温度传感器157实时检测热熔刀153的温度并反馈给机箱模组11。
61.可以理解地,温度传感器157可以实时检测并反馈热熔刀153的温度,便于操作人员技术及时根据温度传感器157的反馈及时调整,进一步控制加热热熔刀153的温度,提高对加热热熔刀153温度的可控性。
62.请参阅图4和图5,进一步的,传送模组13还包括链条旋转电机131、传动链轮133以及固定在传动链轮133上的线槽模块134和定位槽爪135,链条旋转电机131与传动链轮133转动带动定位槽爪135和线槽模块134移动。
63.可以理解地,线槽模块134上包括至少一个容纳槽1341,容纳槽1341的位置与定位槽爪135位置对应,因而线材2放置在传送模组13上时,线材2的中轴线方向能与传送模组13的输送方向垂直。
64.可选的,线槽模块134上可设置两个容纳槽1341,两个容纳槽1341的位置都与定位槽爪135位置对应,在定位槽爪135夹持线材2的一端后,两个容纳槽1341能更好地承载支撑线材2的另一端,防止线材2弯曲变形。具体的,可根据线材2的情况设线槽模块134上的容纳槽1341的数量,本实施例对此不做限制,满足线槽模块134上容纳槽1341的位置与定位槽爪135的位置对应即可。
65.可以理解地,通过定位槽爪135夹持线材2,并与线槽模块134配合放置线材2,提高了线材2的固定效果,使链条旋转电机131与传动链轮133转动能带动动线槽模块134和定位槽爪135准确地移动至指定的位置,提高了传送的准确性。
66.请结合图2和图3,进一步的,定位槽爪135与传动链轮133为可拆卸连接;热熔刀153包括第一热熔v形刀1531和第二热熔v形刀1533,第一手指气缸151带动第一热熔v形刀1531和第二热熔v形刀1533进行相对运动,以闭合熔断线材2的外编织;环切刀174包括第一环切v形刀1741和第二环切v形刀1743,第二手指气缸173带动第一环切v形刀1741和第二环切v形刀1743进行相对运动,以闭合切断线材2的外皮。
67.可以理解地,定位槽爪135与传动链轮133为可拆卸连接时,操作人员可通过更换不同尺寸的定位槽爪135,对不同尺寸的线材2进行夹持。
68.可以理解地,第一热熔v形刀1531与第二热熔v形刀1533可通过第一手指气缸151进行控制,且可通过第一手指气缸151控制第一热熔v形刀1531与第二热熔v形刀1533进行相对运动后,围合形成不同尺寸的通孔,以适应不同尺寸的线材2。
69.可以理解地,第一环切v形刀1741与第二环切v形刀1743可通过第二手指气缸173进行控制,且可通过第二手指气缸173控制第一环切v形刀1741与第二环切v形刀1743进行相对运动后,围合形成不同尺寸的通孔,以适应不同尺寸的线材2。
70.可以理解地,通过更换不同尺寸的定位槽爪135,并通过第一热熔v形刀1531和第二热熔v形刀1533与第一环切v形刀1741与第二环切v形刀1743就可实现不同尺寸的线材2的进行剥皮加工,提高线材剥皮机1的通用性。
71.进一步的,传送模组13还包括脱线钣金137,脱线钣金137将线材2从定位槽爪135和线槽模块134上分离。
72.可以理解地,在传送模组13将剥完外皮后的线材2传送至脱线钣金137时,脱线钣金137位于线材2的下方,传送模组13在传送至末端时,脱线钣金137能将剥皮后的线材2从定位槽爪135和线槽模块134脱出,避免了人工将剥皮后的线材2取出,提高了线材剥皮的效率。
73.请参阅图6,进一步的,压线模组19还包括剥皮长度定位钣金193,在定位槽爪135夹持所述线材2时,剥皮长度定位钣金193位于传送模组13的传送起点位置。
74.可以理解地,通过设置剥皮长度定位钣金193能调节线材2的剥皮长度,提高对线材2剥皮长度的可控性,且剥皮长度定位钣金193位于传送模组13的传送起点位置时,操作人员将线材2通过剥皮长度定位钣金193调整剥皮长度后,就可将线材2直接放进传送模组13中传送,能避免出现中间装置对已调节的剥皮长度的干扰,防止出现实际剥皮长度与预设剥皮长度不一致的情况,从而提高线材2剥皮长度的准确性。
75.请参阅图6,进一步的,压线模组19还包括压线组件191,压线组件191包括压线气缸1911和位于压线气缸1911下方的压线块1913,压线气缸1911带动压线块1913运动从而压住待剥皮线材2。
76.具体的,压线气缸1911可带动压线块1913进行向上运动和向下运动,向下运动可压紧线材2,能将进行外编织熔断及外皮被环切的线材2压紧,并固定在当前位置,防止线材2在剥皮过程中被拉动,提高线材2的固定效果;向上运动可松开线材2,便于传送模组13传送线材2。
77.请参阅图7,进一步的,机箱模组11还包括控制模块以及操作触摸屏113,所述控制模块与所述传送模组13,热熔模组15,环剥模组17以及压线模组19信号连接,所述控制模块响应在操作触摸屏113上的点击后产生的触控指令,操控线材剥皮机各模组的操作。
78.具体的,操作触摸屏113上包括参数调节模块和与参数调节模块对应的显示模块,以便在进行参数调节时便于操作人员了解具体的参数值。在参数调节模块可包括剥皮长度参数,多个电机转动参数,传送位置参数,热熔刀153加热温度参数,环剥旋转圈数参数,环切位置参数,第一手机气缸与第二手机气缸以及压线气缸1911的打开与闭合程度,剥皮气缸175参数等多个参数调节模块,控制模块可响应在参数调节模块上触控指令,便于对不同模块操作。
79.可以理解地,机箱模组11还包括废线皮收纳盒111,废线皮收纳盒111位于环剥模
组17的下方收集废线皮。
80.具体的,废线皮收纳盒111的位置与环剥模组17的位置对应设置,满足废线皮收纳盒111位于环剥模组17的下方即可,以便剥切出来的废线皮能在重力的作用下掉落到废线皮收纳盒111,便于废线皮统一处理。
81.可以理解地,机箱模组11还包括电器柜,温度控制器115及气源处理器117等设备,电器柜内能安装电子电器元件,加热控制器,固定电磁阀集成组,可对整机的管路和线路集中布置,使其简洁规整。
82.与现有技术相比,本实用新型的线材剥皮机具有以下优点:
83.1、本实用新型的线材剥皮机包括机箱模组、传送模组、热熔模组、环剥模组以及压线模组,传送模组固定在机箱模组上,压线模组固定在传送模组的上方并与传送模组相对设置,传送模组的一侧沿着传送方向依次固定热熔模组和环剥模组,使线材沿传送模组的传送方向依次经过热熔模组和环剥模组;热熔模组包括第一手指气缸和热熔刀,第一手指气缸闭合带动热熔刀闭合,以熔断线材的外编织;环剥模组包括第二手指气缸、环切刀和剥皮气缸,第二手指气缸闭合带动环切刀闭合切割线材的外皮,剥皮气缸运动,以带动环切刀剥离外皮。通过热熔模组熔断线材的外编织,环剥模组将线材外皮进行环形切断并剥离,避免了外皮融化粘连在内芯线上及塑胶拉丝,能使切口更加平整,实现了线材的外编织及整个外皮的全部剥离,提高线材剥皮的质量。另外,该线材剥皮机只需人工放线,就可以依次自动完成传送、热熔、环剥工序,节省人工处理时间,提高了线材剥皮的效率,同时避免了人工操作,提高线材剥皮质量的稳定性。
84.2、本实用新型的环剥模组还包括环剥旋转电机和电机原点感应器,环剥旋转电机转动带动所述第二手指气缸及所述环切v形刀进行预设圈数的转动,环剥旋转电机通过原点感应器回到原点。通过环剥旋转电机和电机原点感应器的配合,能对环剥旋转圈数和环切位置进行数控调整,更方便快捷。
85.3、本实用新型的环剥模组还包括旋转接头,旋转接头包括进气孔和出气孔,第二手指气缸与旋转接头侧边连接。通过第二手指气缸与旋转接头侧边连接,能避免第二手指气缸进行正反无限循环旋转时,气管之间的交错。
86.4、本实用新型的热熔模组还包括温度传感器和加热器,加热器加热热熔刀至预设温度时,温度传感器实时检测热熔刀的温度并反馈给机箱模组。通过设置温度传感器和加热器,能控制热熔刀的加热温度,提高对热熔刀温度的可控性。
87.5、本实用新型的传送模组还包括链条旋转电机、传动链轮以及固定在传动链轮上的线槽模块和定位槽爪,所述链条旋转电机与所述传动链轮转动带动所述定位槽爪和所述线槽模块移动。通过定位槽爪夹持线材,并与线材模块配合放置线材,提高了线材的固定效果,使链条旋转电机与传动链轮转动能带动线槽模块和定位槽爪准确地移动指定的位置,提高了传送位置的准确性。
88.6、本实用新型的定位槽爪与传动链轮为可拆卸连接;热熔刀包括第一热熔v形刀和第二热熔v形刀,第一手指气缸带动第一热熔v形刀和第二热熔v形刀进行相对运动,以闭合熔断线材的外编织;环切刀包括第一环切v形刀和第二环切v形刀,第二手指气缸带动第一环切v形刀和第二环切v形刀进行相对运动,以闭合切断线材的外皮。通过定位槽爪与传动链轮的可拆卸连接,操作人员可通过更换不同尺寸的定位槽就可对不同尺寸的线材进行
夹持,且第一热熔v形刀和第二热熔v形刀的不同程度的闭合与第一环切v形刀和第二环切v形刀的不同程度的闭合能形成对应的通孔,因而可以适应不同尺寸的线材,进而实现了不同尺寸的线材的剥皮加工,提高线材剥皮机的通用性。
89.7、本实用新型的传送模组还包括脱线钣金,脱线钣金将线材从定位槽爪和线槽模块上分离。通过设置定位钣金,能将剥皮后的线材从定位槽爪和线材模块脱出,避免了人工将剥皮后的线材取出,提高了线材剥皮的效率。
90.8、本实用新型的压线模组还包括剥皮长度定位钣金,在所述定位槽爪夹持所述线材时,剥皮长度定位钣金位于传送模组的传送起点位置。通过设置剥皮长度定位钣金能调节线材的剥皮长度,提高对线材剥皮长度的可控性,且剥皮长度定位钣金位于传送模组的传送起点位置,能将已调节剥皮长度的线材直接放进传送模组中传送,能避免出现中间装置对已调节的剥皮长度的干扰,防止出现实际剥皮长度与预设剥皮长度不一致的情况,从而提高线材剥皮的准确性。
91.9、本实用新型的压线模组还包括压线组件,压线组件包括压线气缸和位于压线气缸下方的压线块,压线气缸带动压线块运动从而压住待剥皮线材。通过设置压线组件,能将进行外编织熔化及外皮被环切的线材压紧,并固定在当前位置,防止线材在剥皮过程中被拉动,提高线材的固定效果。
92.10、本实用新型的机箱模组还包括控制模块以及操作触摸屏,控制模块与传送模组,热熔模组,环剥模组以及压线模组信号连接,控制模块响应在操作触摸屏上的点击后产生的触控指令,操控线材剥皮机各模组的操作。通过控制模块响应在操作触摸屏上的点击后产生的触控指令,能对线材环切热剥机的对应的参数功能进行调节,方便对不同线材间参数调节与功能操作调试。
93.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的原则之内所作的任何修改,等同替换和改进等均应包含本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。