1.本发明属于图像处理技术领域,尤其是涉及一种笔杆表面缺陷检测系统。
背景技术:
2.众所周知,糖尿病患者注射胰岛素所用的笔杆属于医疗器械,生产过程中,对精度要求很高,但是无论怎么优化生产设备,缺陷产品也是不可避免的,厂家需要剔除这些缺陷产品以免影响病人的使用及治疗。工业流水线上的笔杆质量检测长久以来都是人工质检,其检测准确率低、效率低已成为诟病。
3.2017年,江苏大学的陈琦对滑动轴承工作表面的缺陷检测进行研究,运用metrology_model模板匹配和threshold阈值分割实现了缺陷的提取,通过缺陷的面积、形状、纹理等特征,构建出ovr-svms分类器,实现了对滑动轴承工作表面的缺陷检测,但硬件部分的机械结构运行不稳定,检测效率为 1.5s/piece,同时光源的亮度因为使用时长而衰减也是一个难以解决的问题。2018年,电子科技大学的宇文旋对基于机器视觉的轴承表面缺陷检测系统进行研发,对工业相机拍摄出的图片采用了畸变矫正,缺陷部位的roi 提取和高斯滤波等方法实现了对缺陷的检测,不足之处在于缺陷件收集不足,算法没有办法识别所有类型的缺陷。2019年,西安理工大学的彭鹏对轴承滚柱光滑表面缺陷的检测方法进行研究,对工业相机拍摄出的图片采用了双边滤波的预处理实现了对光滑缺陷表面的特征提取,通过深度学习实现了自动缺陷检测。
4.综上所述,分析背景发现机器视觉的缺陷检测大体分两类:一是利用深度学习进行模型训练,该方法需要大量的数据和极高的硬件支持;二是分析缺陷特征,利用特征增强、滤波和阈值分割,但实际上笔杆缺陷灰度差小,阈值分割不稳定,从而在一定程度上导致漏检和误检。
5.现有技术很难实现胰岛素笔杆的缺陷检测:一、产品缺陷类型较多,因此普通方法难以兼容所有缺陷;二、胰岛素笔杆尺寸较小,在进行尺寸测量时,普通方法误差较大;三、传统图像边缘的缺陷检测,效率比较低、稳定性差。
技术实现要素:
6.针对以上的技术缺陷,本发明提供了一种笔杆表面缺陷检测系统,用于提高笔杆缺陷和尺寸测量的检出精度,节省检测的时间。
7.为实现上述技术目的,本发明通过以下技术方案实现:一种笔杆表面缺陷检测系统,包括;步进电机,用于带动笔杆动作;平行光源,用于向笔杆补光;图像采集模块,用于获取笔杆的图像信息;图像处理模块,用于接收图像采集模块的数据,并对数据进行分析处理;其中:
所述图像处理模块包括通过数据分析获取笔杆尺寸的第一检测模块、通过数据分析获取笔杆边缘缺陷的第二检测模块;所述图像采集模块与图像处理模块进行数据交互;所述图像采集模块包括第一图像采集设备和第二图像采集设备,所述第一图像采集设备的拍摄角度与平行光源传播方向垂直,所述第二图像采集设备的拍摄角度与第一图像采集设备之间的角度范围是5~45度;所述尺寸包括开口深度和开口宽度;所述边缘缺陷包括轮廓磕伤。
8.优选地:所述图像采集模块为线阵相机,工作时,采用逐行扫描的方式进行图像采集,然后将多行扫描图像整合为面图像。
9.优选地:所述开口深度的检测过程为:首先对图像进行blob分析,分割出待检测区域;再通过直线拟合完成开口深度的测量。
10.优选地:所述开口宽度的检测过程为:首先对图像进行blob分析,分割出待检测区域;再通过直线延长逻辑操作,完成开口宽度的测量。
11.优选地:所述边缘缺陷的检测过程为:首先对图像进行blob分析,分割出待检测区域;利用边缘平滑的算子,实现轮廓磕伤的检测。
12.优选地:还包括支撑底座,所述支撑底座包括底板,在底板的上表面安装有门形框架和两个三维运动平台,所述步进电机安装在门形框架上,且电机轴竖直向上,两个图像采集设备安装在两个三维运动平台上。
13.优选地:在门形框架的顶部开设有竖直方向的轴孔,步进电机位于框架内,轴孔的上开口位置设置有轴承定心座,步进电机的旋转轴自下而上穿过轴孔与轴承定心座内的轴承连接。
14.优选地:所述三维运动平台包括安装在底板上表面的二维运动平台,在每个二维运动平台的上表面设置有竖向微调支架。
15.优选地:在所述竖向微调支架上安装有相机固定架。
16.优选地:所述第二图像采集设备的拍摄角度与第一图像采集设备之间的角度是5度或15度或25度或35度或45度。
17.本发明具有的优点和技术效果为:本技术针对笔杆表面的缺陷,提出了利用边缘平滑、直线拟合和尺寸测量方法。尺寸测量部分利用直线拟合和直线延长计算交点,优化了算法逻辑;边缘磕伤缺陷抛弃了常用的滤波和otsu阈值,利用边缘平滑并计算缺陷点和正常点的位置关系。该发明能够有效提高笔杆缺陷和尺寸测量的检出精度,节省检测的时间。
18.(1)本技术针对笔杆的结构和表面缺陷的特点,设计了笔杆表面的光学环境方案:线阵相机搭配步进电机进行取图;通过现场测试和实验室的测试选择了线阵相机及其搭配的延长管和镜头、平行背光源、机械臂和步进电机,并完成了光学环境的设计,在实验室搭建平台进行评估,最终应用在项目上。该设备稳定运行,采集的图像可明显观察到笔杆表面的缺陷。
19.(2)本笔杆表面机器视觉检测系统通过对笔杆成像分析,进行优化检测方法:通过直线拟合、直线延长等算法逻辑,完成了尺寸测量;最后利用边缘平滑的算子,实现了轮廓磕伤的检测。经实验测试得出结论,本检测系统的算法可实现对尺寸以及边缘缺陷的稳定检出。
附图说明
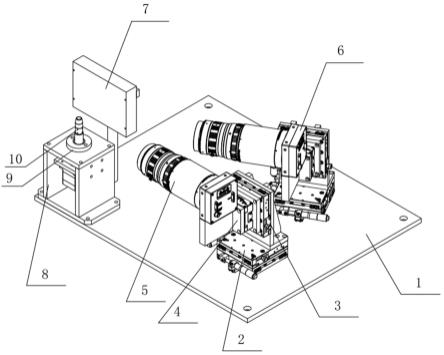
20.图1为本发明优选实施例中的图像采集模块布局图;图2为本发明优选实施例中blob分析确定开口位置的示例图;图3为本发明优选实施例中直线延长前后对比图;图4为本发明优选实施例中轮廓磕伤检测图;图5为本发明优选实施例中磕伤缺陷图;图6为本发明优选实施例中a、b距离为开口宽度示意图;图7为本发明优选实施例中c、d距离为开口深度示意图。
21.其中:1、底板;2、水平微调底座;3、竖向微调支架;4、相机固定架;5、一号相机;6、二号相机;7、平行光源;8、旋转机构;9、轴承定心座;10、安装工位。
具体实施方式
22.为了使本发明的上述目的、设计的控制系及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
23.请参阅图1至图7,一种笔杆表面缺陷检测系统,包括:步进电机,用于带动笔杆动作;平行光源,用于向笔杆补光;图像采集模块,用于获取笔杆的图像信息;图像处理模块,用于接收图像采集模块的数据,并对数据进行分析处理;其中:所述图像处理模块包括通过数据分析获取笔杆尺寸的第一检测模块、通过数据分析获取笔杆边缘缺陷的第二检测模块;所述图像采集模块与图像处理模块进行数据交互;所述图像采集模块包括第一图像采集设备和第二图像采集设备,所述第一图像采集设备的拍摄角度与平行光源传播方向垂直,所述第二图像采集设备的拍摄角度与第一图像采集设备之间的角度范围是5~45度;所述尺寸包括开口深度和开口宽度;所述边缘缺陷包括轮廓磕伤。
24.如图1所示,上述笔杆表面缺陷检测系统的硬件包括支撑底座,所述支撑底座包括底板1,底板1的上表面为水平面,在底板1的上表面安装有旋转机构8和两个水平微调底座2,其中,上述旋转机构8包括门形的框架,在框架的顶部开设有竖直方向的轴孔,步进电机位于框架内,轴孔的上开口位置设置有轴承定心座9,步进电机的旋转轴自下而上穿过轴孔与轴承定心座9内的轴承连接;步进电机的旋转轴上端部为旋转笔杆的安装工位10;两个水平微调底座2均为二维运动平台,在每个水平微调底座2的上表面设置有竖向微调支架3,在每个竖向微调支架3上安装有相机固定架4,一个相机固定架上安装第一图像采集设备,另一个相机固定架上安装第二图像采集设备;上述二维运动平台和竖向微调支架构成一个三维运动平台;上述优选实施例主要包括如下几部分:光学环境:在本优选实施例中,第一图像采集设备和第二图像采集设备选用的是线阵相机;其中:一号相机5以与平行光源垂直的角度拍摄笔杆,主要拍摄和表面深度有关的缺陷,例
如:大小划伤、波浪纹、不圆、夹痕、凹坑等缺陷,由于是高角度打光,可以把表面平整的地方返回到相机里,表面不平整的地方光会由于漫反射的原因,反射到其他地方,进入不了相机里,所以缺陷在图片中显示出黑色的成像。
25.二号相机6与一号相机5之间的夹角范围是5-45度,主要拍摄表面涂抹类型的缺陷和进行尺寸检测,例如:亮痕(由于镀膜时没有覆盖到而产生的缺陷)、镀膜液不匀、脏污、镀膜液堆积(镀膜液堆积到样件底部)、镀膜液斑点、纤维、v口深度等等缺陷和尺寸检测。由于拍摄角度相对于一号相机为低角度,所以在显示深度信息方面没有一号相机更清晰稳定,但在“膜”类缺陷中效果更佳。
26.线阵相机每次取图只取一行,即分辨率为8192*1的图,通过与物体的相对运动得到许多张8192*1的图,最后再合成出一张完整的物体图像。本文相机采集的图像分辨率为7500*4500,即采集了4500行,再合成的图片;横向删除了冗余的部分得到7500列,使得图片更占用内存更小、处理更快。由于精度很高并且移动相机只能调整“一行”,所以设备需要有μm级别的精准度来供相机调试。最终环境调整完成后如图1所示。
27.尺寸测量思路的设计:图像处理是整个笔杆检测系统的核心,一个设备是否具有较高的检出率,与算法对图像缺陷检出的稳定性有很大关系。首先对图像进行blob分析,分割出待检测区域;再通过直线拟合、直线延长等逻辑操作,完成尺寸测量;最后利用边缘平滑的算子,实现轮廓磕伤的检测。
28.blob分析:如图2所示:blob分析是将图像进行二值化、分割、形态学操作和特征值计算,从而得到需要检测的区域。首先选取灰度值在70到255之间的区域,根据特征值(面积)选取出笔杆在整张图上的位置,如图2左上角的图,再进行填充,如图2右上角的图,做差,如图2左下角的图,形态学腐蚀,最后再选择出开口位置,如图2右下角的图。
29.利用上述blob分析确定好的开口位置进行开口尺寸的检测,包括开口深度和开口宽度。
30.开口深度:开口深度的检测思路是求点到直线的距离,但如果只计算一个点和一条线之间的距离,经过重复性精度实验(同一个笔杆来回取放10次取图,看计算的结果最小值和最大值的差),像素差值达到了50pix-100pix,这样的精度显然是不合格的,所以需要对算法逻辑进行优化:把开口上部分、下部分、开口深度的边分别提取出来,计算出上部分、下部分的边上所有的点,删除偏移量比较大的20%,再重新拟合直线,同理v口深度的边也是如此,这样就得到了两条偏差很小的直线,根据这两条直线上的所有点再计算点到直线上的距离并求平均值即可得到真正的开口深度。
31.本文利用直线拟合的尺寸测量方法测试300个随机笔杆,与传统尺寸测量的检出对比如表1所示。从结果可以看出新算法的设计大幅降低了误检率和时间,提升了检测效率,节约了检测成本。
32.表1 为开口深度检测逻辑的对比表
开口宽度:进行开口宽度检测时需要拟合三条直线,并将其中上、下两条直线延长计算与左边第三条直线的交点。延长直线首先计算待延长直线的起点行列坐标、终点行列坐标、中心点行列坐标、直线长度和直线与水平线的角度,分别存入对应数组,再根据公式(1)分别计算延长后的起点行列坐标和终点行列坐标,分别存入数组。其中,直线延长公式为:其中,p为待延长直线起点、终点的行、列坐标,pc为待延长直线中心点的行、列坐标,phi为直线与水平线的角度,l为延长系数,l的值越大,延长后的直线越长。直线延长前后的对比,如图3所示,图3的左侧图为延长前的图,图3的右侧图为延长后的图。
33.最后通过计算延长后直线与前文拟合后直线的交点,重复两次得到上、下两个交点,根据交点的列坐标计算开口宽度的尺寸。
34.笔杆边缘缺陷检测:轮廓磕伤的检测,如图4所示。先利用blob分析找到轮廓位置,筛选轮廓上的点,如图4左上角的图,找到待检测的点坐标,再进行边缘平滑并删除平滑边缘时产生的干扰,平滑的结果为图4右上角的图,随后,如图4左下角的图,比较平滑前后每个点的距离,最后找出距离最大的位置,即为发生轮廓磕伤的位置,如图4右下角的图。
35.如图5所示,为本技术图像处理后的一张磕伤缺陷图;如图6所示,a、b两点的距离为开口宽度示意图;如图7所示,平行线c、平行线d之间的距离为开口深度。
36.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。