1.本发明涉及金属管的分支部结构制造装置以及金属管的分支部结构的制造方法。
背景技术:
2.作为制造用于各种配管用途等的金属管的分支部结构的分支部结构制造装置,例如已知专利文献1中记载的金属管的分支部结构制造装置。在专利文献1记载的分支部结构制造装置中,在作为金属管的管上加工底孔,并将装入管内的球状的模具在加工了底孔的部位进行从内侧向外侧拔出的翻边加工,使分支侧的管从主管分支。即,分支侧的管的管径由球状的模具的直径决定。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2016-209889号公报
技术实现要素:
6.发明所要解决的问题
7.但是,在专利文献1的分支部结构制造装置中,如果球状的模具的直径与主管的管径同径,则难以向主管的内侧插入模具。因此,存在难以以分支侧的管的管径和主管侧的管径为同径的方式进行翻边加工的问题。
8.本发明是为了解决上述问题而完成的,其目的在于提供一种能制造具有与金属管的主管侧的管径同径的分支侧的管的分支部结构的金属管的分支部结构的制造装置以及金属管的分支部结构制造方法。
9.用于解决问题的方案
10.为了解决上述的问题,本发明的金属管的分支部结构制造装置具备:球状形状的模具,具有中心轴且具有相对于中心轴的延伸方向在垂直方向上延伸的、第一直径和比第一直径短的第二直径;以及连结部件,能够与模具连结,在与模具连结的连结部件将插入到金属管内部的模具拔出到金属管的外部时,通过模具对形成于金属管的分支部形成位置且径向贯通金属管的管体的底孔进行第一次翻边加工,连结部件使拔出后的模具以中心轴为中心旋转规定的角度,通过旋转后的模具从金属管的外部对底孔进行第二次翻边加工。
11.此外,模具也可以是具有平行于中心轴延伸的、对置的一对平面部的球缺状。
12.此外,模具也可以是椭圆体状。
13.此外,为了解决上述的问题,本发明的金属管的分支部结构的制造方法具备:第一工序,在金属管的分支部形成位置形成径向贯通金属管的管体的底孔;第二工序,将具有中心轴且具有相对于中心轴的延伸方向在垂直方向上延伸的、第一直径和比第一直径短的第二直径的球状形状的模具插入金属管的内部,并将模具移动至底孔的位置;第三工序,在将模具向金属管的外侧拔出时,通过模具对底孔进行第一次翻边加工;以及第四工序,将模具
的朝向以中心轴为中心旋转规定的角度,并通过模具从金属管的外部对底孔进行第二次翻边加工。
14.此外,也可以是,在第二工序和第三工序之间具备在底孔插入连结部件并将模具和连结部件连结的第五工序,第三工序是通过将与模具连结的连结部件向金属管的径向外侧拉出来进行的,第四工序是通过将与模具连结的连结部件以中心轴为中心旋转规定的角度,并将连结部件压入金属管的径向内侧来进行的。
15.发明效果
16.在本发明的金属管的分支部结构制造装置以及金属管的分支部结构的制造方法中,将模具对径向贯通金属管的管体的底孔进行第一次翻边加工的同时向金属管的外部拔出,该模具为具有相对于中心轴的延伸方向在垂直方向上延伸的、第一直径和比第一直径短的第二直径的球状形状,使拔出后的模具以中心轴为中心旋转规定的角度,旋转后的模具从金属管的外部对底孔进行第二次翻边加工,因此能制造具有与金属管的主管侧的管径同径的分支侧的管的分支部结构。
附图说明
17.图1是本发明的实施方式1的分支部结构制造装置的模具的主视图。
18.图2是本发明的实施方式1的分支部结构制造装置的模具的右视图。
19.图3是本发明的实施方式1的分支部结构制造装置的模具的俯视图。
20.图4是本发明的实施方式1的分支部结构制造装置的拉拔夹具的主视图。
21.图5是表示本发明的实施方式1的金属管的分支部结构的底孔形成工序的主视剖面图。
22.图6是用局部剖面表示实施方式1的金属管的分支部结构的制造方法的模具插入工序的主视图。
23.图7是用局部剖面表示本发明的实施方式1的金属管的分支部结构的制造方法的拉拔夹具耦合工序的主视图。
24.图8是用局部剖面表示图7所示的管的右视图。
25.图9是沿着l-l线切割图7的管的俯视剖面图。
26.图10是用局部剖面表示本发明的实施方式1的金属管的分支部结构的制造方法的第一次翻边加工工序的主视图。
27.图11是用局部剖面表示本发明的实施方式1的金属管的分支部结构的制造方法的第一次翻边加工工序的右视图。
28.图12是用局部剖面表示本发明的实施方式1的金属管的分支部结构的制造方法的第一次翻边加工工序后的状态的主视图。
29.图13是用局部剖面表示图12所示的管的右视图。
30.图14是沿着m-m线切割图12所示的管的翻边加工部的俯视剖面图。
31.图15是用局部剖面表示本发明的实施方式1的金属管的分支部结构的制造方法的模具的旋转工序的俯视图。
32.图16是用局部剖面表示本发明的实施方式1的金属管的分支部结构的制造方法的第二次翻边加工工序的主视图。
33.图17是用局部剖面表示图16所示的管的右视图。
34.图18是用局部剖面表示本发明的实施方式1的金属管的分支部结构的制造方法的第二次翻边加工工序的第二状态的右视图。
35.图19是沿着n-n线切割图18的翻边加工部的俯视剖面图。
36.图20是本发明的实施方式2的模具的主视图。
37.图21是图20所示的模具的右视图。
38.图22是图20所示的模具的俯视图。
39.图23是本发明的实施方式3的模具的俯视图。
具体实施方式
40.实施方式1
41.以下,使用附图的图1~图4来说明本发明的实施方式1的分支部结构制造装置。图1是本实施方式1的分支部结构制造装置的模具的主视图。模具10是由不锈钢合金、特殊钢以及工具钢等金属形成的模具,形成为大致球形的形状,在前部11和后部14之间具有直径为最大值的直径最大部12。将直径最大部的直径称为长径a1。需要说明的是,将长径a1的延伸方向即图1的图面的左右方向,称为模具10的左右方向。在后部14形成有后部平面部15。此外,在前部11和直径最大部12之间形成有前部曲面部13,在后部14和直径最大部12之间形成有后部曲面部19。而且,在模具10上形成有从前部11向后部14延伸的贯通孔16。即,贯通孔16相对于长径a1在垂直方向上延伸。如后面详细说明的那样,在由模具10进行的翻边加工中,由于前部11为前方向,后部14为后方向,因此将贯通孔16的延伸方向称为前后方向。在贯通孔16的内周面形成有螺纹部17。
42.图2是本实施方式1的分支部结构制造装置的模具10的右视图,图3是本实施方式1的分支部结构制造装置的模具10的俯视图。在模具10中,在前部11和后部14之间设有直径最小部18。直径最小部18是将大致球状的模具10的某一方的外径部的一部分和与此对置的另一方的外径部的一部分在与中心轴p的延伸方向上平行地切开而形成的平面部。将一方的直径最小部18和另一方的直径最小部18之间的距离称为短径b1。此外,直径最大部12(参照图1)和直径最小部18构成模具10的前后方向上的中央部40。
43.图4是本实施方式1的分支部结构制造装置的拉拔夹具20的主视图。拉拔夹具20是由例如不锈钢合金、特殊钢以及工具钢等金属形成,具有圆柱状的顶端部21、直径比顶端部21大的圆柱状的主体部25以及连接顶端部21和主体部25的锥部23。在顶端部21上形成有能够与模具10的螺纹部17(参照图1)螺合的夹具螺纹部22。此外,将主体部25的直径称为夹具直径c1。需要说明的是,拉拔夹具20构成连结部件。
44.接着,使用图5~图19来说明本发明的实施方式1的金属管的分支部结构的制造方法。
45.图5是表示本实施方式1的金属管的分支部结构的制造方法的底孔形成工序的主视剖面图。管30是用于各种流体的配管等的、由例如不锈钢合金、特殊钢以及工具钢等任意的金属形成的金属制的管。在图5中,示出了将管30沿其长边方向上内径的中心部切割的剖面。管30的内径的大小称为管内径a2。首先,未图示的已知的底孔加工机在管30的分支部结构制造部位处形成将管30的内部和外部连接的椭圆形花键形状的底孔31。在此,底孔31的
长轴长度称为长轴长度c2。需要说明的是,模具10的长径a1(参照图1)形成为相对于管30的管内径a2为大致相同的长度,但长径a1的长度略小。此外,拉拔夹具20的主体部25的夹具直径c1(参照图4)形成为相对于长轴长度c2小的长度。
46.图6是用局部剖面表示本实施方式1的金属管的分支部结构的制造方法的模具插入工序的主视图,管30用与图5同样的剖面表示。模具10被插入管30的内部,并移动到形成有底孔31的位置。此时,以模具10的贯通孔16的延伸方向和底孔31的延伸方向为一致、且贯通孔16和底孔31的径向中心为一致的方式插入模具10。此外,此时,以模具10的直径最大部12在管30的长边方向对置而设、直径最小部18在相对于管30的长边方向垂直的垂直方向即与管30的内表面对置的方式插入模具10。
47.图7是用局部剖面表示本实施方式1的金属管的分支部结构的制造方法的拉拔夹具耦合工序的主视图。在管30的底孔31,从外侧插入拉拔夹具20的顶端部21。插入管30的内侧的顶端部21插入模具10的贯通孔16。然后,通过使顶端部21的夹具螺纹部22和模具10的贯通孔16的螺纹部17螺合,将拉拔夹具20的顶端部21与模具10耦合。
48.图8是用局部剖面表示图7所示的管30的右视图。模具10的前部曲面部13以及后部曲面部19大致沿着管30的内侧的曲面。图9是沿着l-l线切割图7的管30的俯视剖面图。参照图8以及图9,模具10的直径最小部18的短径b1比管30的管内径a2小,在直径最小部18和管30的内侧的曲面之间形成有间隙33。与使用假设未设直径最小部18的大致球状的模具10的情况相比较,由于本实施方式的模具10在直径最小部18和管30的内侧的面形成有间隙33,所以即使模具10的长径a1和管30的管内径a2为大致相同的长度,也容易将模具10插入管30的内侧。
49.图10是用局部剖面表示本实施方式1的金属管的分支部结构的制造方法的第一次翻边加工工序的主视图,图11是用局部剖面表示的右视图。未图示的已知的翻边加工机将拉拔夹具20向沿着管30的底孔31的延伸方向的径向外侧方向即箭头z1方向拉拔。由此,通过与拉拔夹具20耦合的模具10的前部曲面部13,将底孔31(参照图7)的边缘部沿箭头z1方向拉出,在形成翻边加工部32的同时将模具10沿箭头z1方向拔出。
50.图12是用局部剖面表示本实施方式1的金属管的分支部结构的制造方法的第一次翻边加工工序后的状态的主视图。当从管30拔出模具10时,在翻边加工部32的沿着管30的长边方向的方向上被模具10的直径最大部12扩张而形成有与长径a1长度相同的开口部。图13是用局部剖面表示图12的管30的右视图。在翻边加工部32的与管30的长边方向垂直的方向上被模具10的直径最小部18扩张而形成有与短径b1长度相同的开口部。
51.图14是沿着m-m线切割图12的管30的翻边加工部32的俯视剖面图。翻边加工部32具有长径a1和短径b1,通过直线部32a形成为圆的一部分欠缺那样的缺圆形状的开口部。
52.图15是用局部剖面表示本实施方式1的金属管的分支部结构的制造方法的模具10的旋转工序的俯视图。未图示的翻边加工机通过使拉拔夹具20(参照图12)向右旋转90度,使模具10向右旋转90度。由此,模具10的直径最大部12位于相对于管30的长边方向的垂直方向,即与管30的内表面对置的位置,且模具10的直径最小部18位于在管30的长边方向上对置的位置。
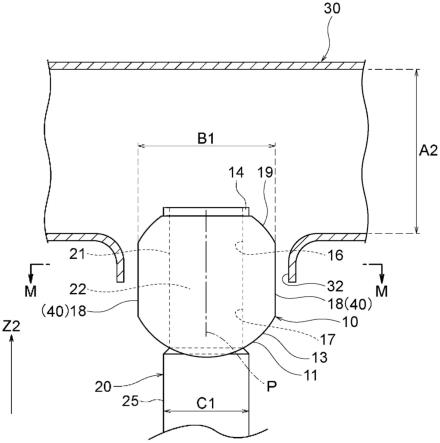
53.图16是用局部剖面表示本实施方式1的金属管的分支部结构的制造方法的第二次翻边加工工序的主视图,图17是用局部剖面表示图16所示的管30的右视图。未图示的翻边
加工机使拉拔夹具20向管30的内侧、即箭头z2方向移动。然后,通过拉拔夹具20向箭头z2方向移动,模具10再次插入翻边加工部32中。
54.图18是用局部剖面表示图17所示的第二次翻边加工工序的第二状态的右视图。当通过拉拔夹具20向箭头z2方向移动而将模具10进一步插入管30内部时,直线部32a从模具10的后部曲面部19接触到直径最大部12而被扩张。然后,直线部32a被扩张至对置的直线部32a彼此的距离与作为直径最大部12的长度的长径a1相同。
55.图19是沿着n-n线切割图18所示的翻边加工部32的俯视剖面图。通过将直线部32a(参照图18)彼此的距离扩张到与长径a1相同,沿管30的长边方向的方向的翻边加工部32(参照图16)的内径和沿管30的径向的方向的翻边加工部32的内径都成为长径a1。即,翻边加工部32形成为直径与长径a1相同的圆形。接着,未图示的翻边加工机将拉拔夹具20以及模具10拉拔到管30的外侧,由此结束作为管30的分支部结构的分支侧的管的翻边加工部32的翻边加工。
56.这样,本实施方式1的分支部结构制造装置具备:球状形状的模具10,具有中心轴p且具有相对于所述中心轴p的延伸方向在垂直方向上延伸的、长径a1和比长径a1短的短径b1;以及拉拔夹具20,能够与模具10连结,在与模具10连结的拉拔夹具20将插入到应形成翻边加工部32的管30内部的模具10拔出时,通过所述模具对形成于管30的分支部形成位置且径向贯通管30的管体的底孔31进行第一次翻边加工,拉拔夹具20使拔出后的模具10以中心轴为中心旋转规定的角度,通过旋转后的模具10从管30的外部对底孔31进行第二次翻边加工,因此能制造具有作为与管30的主管侧的管径同径的分支侧的管的翻边加工部32的分支部结构。
57.此外,由于模具10是具有平行于中心轴p延伸的、对置的一对直径最小部18的球缺状,所以能够通过简单的加工形成具有长径a1和短径b1的球状的模具10。
58.此外,这样,本实施方式1的金属管的分支部结构的制造方法具备:第一工序,在管30的分支部形成位置形成径向贯通管30的管体的底孔31;第二工序,将具有中心轴p且具有相对于所述中心轴p的延伸方向在垂直方向上延伸的、长径a1和比长径a1短的短径b1的球状形状的模具10插入管30的内部,并将模具10移动至底孔31的位置;第三工序,在将模具10向管30的外侧拔出时,通过模具10对所述底孔进行第一次翻边加工;以及第四工序,将模具10的朝向以中心轴为中心旋转规定的角度,并通过模具10从管30的外部对底孔31进行第二次翻边加工,因此能制造具有作为与管30的主管侧的管径同径的分支侧的管的翻边加工部32的分支部结构。
59.此外,在金属管的分支部结构的制造方法中,在第二工序和第三工序之间具备在底孔31插入拉拔夹具20插入并将模具10和拉拔夹具20连结的第五工序,第三工序是通过将与模具10连结的拉拔夹具20向管30的径向外侧拉出来进行的,第四的工序是通过将与模具10连结的拉拔夹具20以中心轴为中心旋转规定的角度,并将拉拔夹具20压入管的径向内侧来进行的,因此能以简单的结构进行将管30内的模具10拉出的第一次翻边加工,并进行向管30压入模具10的第二次翻边加工。
60.实施方式2
61.接着,使用图20、图21以及图22说明本发明的实施方式2的分支部结构制造装置。需要说明的是,在以下的实施方式中,由于与图1~图19的参照附图标记相同的附图标记是
与实施方式1相同或同样的结构要素,所以省略其详细的说明。本实施方式2的分支部结构制造装置将实施方式1的模具的形状从球缺状变更为椭圆体状。
62.图20是本实施方式2的模具10a的主视图。模具10a具有直径最大部12a、前部曲面部13a以及后部曲面部19a。图21是图20所示的模具10a的右视图,图22是图20所示的模具10a的俯视图。模具10a形成为具有直径最大部12a以及直径最小部18a的椭圆体状,其中,该直径最小部18a形成于以中心轴p为中心相对于直径最大部12a沿周向旋转90度的位置。直径最大部12a的直径为长径a1。直径最小部18a的直径为短径b1。其他结构与实施方式1相同。
63.这样,即使模具10a为椭圆体状,由于与实施方式1同样地在与中心轴p垂直的方向上具有长径a1和短径b1,因此与实施方式1相同,能制造具有作为与管30的主管侧的管径同径的分支侧的管的翻边加工部32的分支部结构。
64.实施方式3
65.接着,使用图23说明本发明的实施方式3的分支部结构制造装置。需要说明的是,在实施方式3中,由于与图20~图22的参照附图标记相同的附图标记
66.是与实施方式2相同或同样的结构要素,所以省略其详细的说明。本实施方式3
67.的分支部结构制造装置将实施方式2的模具10a的直径最大部12a的形状进行了变更。
68.图23是本实施方式3的模具10b的俯视图。在相对于模具10b的直径最小部18a以贯通孔16为中心在周向旋转了90度的位置形成有缺口部41。缺口部41从模具10b的前部到后部14沿着模具10b的外周形成。模具10b的直径最大部12b形成在中央部40中缺口部41的两侧的位置。隔着贯通孔16从一方的直径最大部12b到另一方的直径最大部12b的距离为长径a1。其他结构与实施方式2相同。
69.这样,即使模具10b为具有沿其外周形成有缺口部41的椭圆体状,由于与实施方式1同样地在与中心轴垂直的方向上具有长径a1和短径b1,因此与实施方式1相同,能制造具有作为与管30的主管侧的管径同径的分支侧的管的翻边加工部32的分支部结构。
70.需要说明的是,在本发明的实施方式1和实施方式2中说明了模具10、10a以及10b的形状,但这些的形状是示例,并不限定于此。此外,模具10、10a以及10b的直径最大部的长度为长径a1,与管30的管内径a2大致相同,但模具10、10a以及10b的长径a1只要是管30的管内径a2以下的长度,则也可以是其他任意的长度。
71.此外,在本发明的实施方式1和实施方式2中,模具10、10a、10b以及拉拔夹具20由不锈钢合金、特殊钢以及工具钢等金属形成,但也可以由其他任意的金属形成。此外,管30由不锈钢合金、特殊钢以及工具钢等金属形成,但也可以由铜等其他任意的金属形成。
72.此外,在本发明的实施方式1和实施方式2中,模具10、10a以及10b的长径a1和短径b1垂直相交,但模具10、10a以及10b的形状并不限定于此。在本发明的实施方式1和实施方式2中,在第一次翻边加工的工序后使模具10、10a以及10b旋转90度,但在模具10、10a以及10b的长径a1和短径b1不垂直相交的情况下,也可以配合长径a1与短径b1的角度适当变更在第一次翻边加工的工序后使模具10、10a以及10b旋转的角度。
73.附图标记说明
74.10、10a、10b:模具;18:直径最小部(平面部);20:拉拔夹具(连结部件);30:管(金
属管);31:底孔;a1:长径(第一直径);b1:短径(第二直径);p:中心轴。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。