1.本发明涉及一种变速器后壳,尤其是一种基于安全性能的改良型变速器后壳及其制作工艺。
背景技术:
2.铝合金壳体作为整车和汽车零部件轻量化中广泛应用的合金材料,在变速器壳体类零件设计中大量使用,并结合压铸工艺可以实现批量化生产。后盖壳体位于变速器后端,在变速器中起到支撑轴系的作用的同时、承受变速器减速增扭后的大扭矩,其输出轴轴承孔直接连接输出法兰和传动轴。后盖壳体开裂的主要影响因素除毛坯铸造缺陷和输入扭矩的大小外,还与整箱的悬置方式、受到的振动载荷、传动轴不平衡及主轴轴承的配合等多方面因素相关。同时,随着整车大马力的趋势,针对后盖主轴轴承孔周围容易开裂,结构不合理导致的内部铸造缺陷不仅影响产品质量,而且增加制造成本。因此,需对原后盖壳体结构进行优化和改进,以在提高铸造质量的同时增加强度。
3.为此,我们提出一种基于安全性能的改良型变速器后壳及其制作工艺来解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种基于安全性能的改良型变速器后壳及其制作工艺,以解决上述背景技术中提出的问题。
5.本发明的目的是通过下述技术方案予以实现:一种基于安全性能的改良型变速器后壳,包括变速器后壳、内腔壁、内加强筋、第一外加强筋、第二外加强筋、圆凸点和外腔壁,所述变速器后壳的内部设置有轴承孔,所述轴承孔的外端设置有内腔壁,外端设置有外腔壁;所述内腔壁与变速器后壳内侧之间连接有内加强筋;所述内加强筋逆/顺时针连接;所述外腔壁上连接有第一外加强筋;所述第一外加强筋为波浪型结构,且连接在变速器后壳的外端面上;所述第二外加强筋连接临近的第一外加强筋,并连接在变速器后壳的外端面;所述圆凸点设置在第一外加强筋和第二外加强筋的连接点上。
6.一种基于安全性能的改良型变速器后壳的制作工艺,由如下步骤组成:(1)第一步:铣结合面,通过加工中心将铸料的结合面进行车铣;(2)第二步:加工工艺孔和连接孔,将(1)中车铣好的铸料通过加工中心加工工艺孔与连接孔;(3)第三步:粗镗轴承孔,通过加工中心将(2)中加工好的铸料粗镗出轴承孔;(4)第四步:精镗轴承孔和定位销孔,通过加工中心将(3)中粗镗过轴承孔的锻料进行精镗轴承孔处理,并精镗出定位销孔;(5)第五步:清洗,将(4)中精镗过的铸料进行清洗烘干;(6)第六步:泄漏试验检测,对(5)中的铸料进行泄漏试验检测,确认加工好的产品的合格。
7.进一步的,所述变速器后壳采用压铸铝合金材料制成。
8.进一步的,所述内加强筋为弧形结构。
9.进一步的,所述第二外加强筋为弧形结构。
10.进一步的,所述第二外加强筋最少为一条。
11.进一步的,所述圆凸点为1/4球体或椭球体与现有技术相比,本发明的有益效果是该一种基于安全性能的改良型变速器后壳及其制作工艺,通过在变速器后壳的内外面上增加弧形加强筋,不仅加强了变速器后壳的强度,而且弧形的加强筋会使变速器后壳受到的力改变分散,使变速器后壳不易损坏,设置的圆凸点为加强筋提供了进一步的强度及韧性,使加强筋不易开裂,增强了变速器后壳的使用寿命。
附图说明
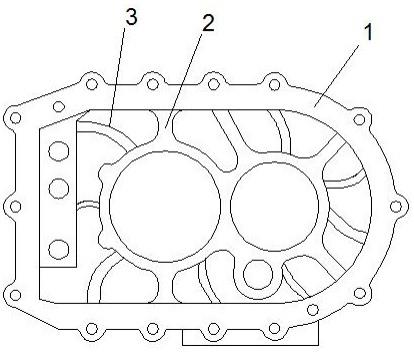
12.图1是本发明整体内部结构效果图;图2是本发明整体外部结构效果图;图中:1-变速器后壳、2-内腔壁、3-内加强筋、4-第一外加强筋、5-第二外加强筋、6-圆凸点、7-外腔壁。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.如图1至2所示,本发明公开了一种基于安全性能的改良型变速器后壳,包括变速器后壳1、内腔壁2、内加强筋3、第一外加强筋4、第二外加强筋5、圆凸点6和外腔壁7,所述变速器后壳1的内部设置有轴承孔,所述轴承孔的外端设置有内腔壁2,外端设置有外腔壁7;所述内腔壁2与变速器后壳1内侧之间连接有内加强筋3;所述内加强筋3逆/顺时针连接;所述外腔壁7上连接有第一外加强筋4;所述第一外加强筋4为波浪型结构,且连接在变速器后壳1的外端面上;所述第二外加强筋5连接临近的第一外加强筋4,并连接在变速器后壳1的外端面;所述圆凸点6设置在第一外加强筋4和第二外加强筋5的连接点上。
15.一种基于安全性能的改良型变速器后壳的制作工艺,由如下步骤组成:(1)第一步:铣结合面,通过加工中心将铸料的结合面进行车铣;(2)第二步:加工工艺孔和连接孔,将(1)中车铣好的铸料通过加工中心加工工艺孔与连接孔;(3)第三步:粗镗轴承孔,通过加工中心将(2)中加工好的铸料粗镗出轴承孔;(4)第四步:精镗轴承孔和定位销孔,通过加工中心将(3)中粗镗过轴承孔的锻料进行精镗轴承孔处理,并精镗出定位销孔;(5)第五步:清洗,将(4)中精镗过的铸料进行清洗烘干;(6)第六步:泄漏试验检测,对(5)中的铸料进行泄漏试验检测,确认加工好的产品的合格。
16.值得一提的是,所述变速器后壳1采用压铸铝合金材料制成,所述内加强筋3为弧形结构,所述第二外加强筋5为弧形结构,所述第二外加强筋5最少为一条,所述圆凸点6为1/4球体或椭球体。
17.该一种基于安全性能的改良型变速器后壳及其制作工艺,通过在变速器后壳的内外面上增加弧形加强筋,不仅加强了变速器后壳的强度,而且弧形的加强筋会使变速器后壳受到的力改变分散,使变速器后壳不易损坏,设置的圆凸点为加强筋提供了进一步的强度及韧性,使加强筋不易开裂,增强了变速器后壳的使用寿命。
18.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
19.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种基于安全性能的改良型变速器后壳,包括变速器后壳(1)、内腔壁(2)、内加强筋(3)、第一外加强筋(4)、第二外加强筋(5)、圆凸点(6)和外腔壁(7),其特征在于:所述变速器后壳(1)的内部设置有轴承孔,所述轴承孔的外端设置有内腔壁(2),外端设置有外腔壁(7);所述内腔壁(2)与变速器后壳(1)内侧之间连接有内加强筋(3);所述内加强筋(3)逆/顺时针连接;所述外腔壁(7)上连接有第一外加强筋(4);所述第一外加强筋(4)为波浪型结构,且连接在变速器后壳(1)的外端面上;所述第二外加强筋(5)连接临近的第一外加强筋(4),并连接在变速器后壳(1)的外端面;所述圆凸点(6)设置在第一外加强筋(4)和第二外加强筋(5)的连接点上。2.一种基于安全性能的改良型变速器后壳的制作工艺,其特征在于:由如下步骤组成:(1)第一步:铣结合面,通过加工中心将铸料的结合面进行车铣;(2)第二步:加工工艺孔和连接孔,将(1)中车铣好的铸料通过加工中心加工工艺孔与连接孔;(3)第三步:粗镗轴承孔,通过加工中心将(2)中加工好的铸料粗镗出轴承孔;(4)第四步:精镗轴承孔和定位销孔,通过加工中心将(3)中粗镗过轴承孔的锻料进行精镗轴承孔处理,并精镗出定位销孔;(5)第五步:清洗,将(4)中精镗过的铸料进行清洗烘干;(6)第六步:泄漏试验检测,对(5)中的铸料进行泄漏试验检测,确认加工好的产品的合格。3.根据权利要求 1所述的一种基于安全性能的改良型变速器后壳,其特征在于:所述变速器后壳(1)采用压铸铝合金材料制成。4.根据权利要求 1所述的一种基于安全性能的改良型变速器后壳,其特征在于:所述内加强筋(3)为弧形结构。5.根据权利要求 1所述的一种基于安全性能的改良型变速器后壳,其特征在于:所述第二外加强筋(5)为弧形结构。6.根据权利要求 1所述的一种基于安全性能的改良型变速器后壳,其特征在于:所述第二外加强筋(5)最少为一条。7.根据权利要求 1所述的一种基于安全性能的改良型变速器后壳,其特征在于:所述圆凸点(6)为1/4球体或椭球体。
技术总结
本发明公开了一种基于安全性能的改良型变速器后壳,包括变速器后壳、内腔壁、内加强筋、第一外加强筋、第二外加强筋、圆凸点和外腔壁,所述变速器后壳采用压铸铝合金材料制成,所述内加强筋为弧形结构,所述第二外加强筋为弧形结构,所述第二外加强筋最少为一条,所述圆凸点为1/4球体或椭球体,本发明的有益效果是该一种基于安全性能的改良型变速器后壳及其制作工艺,通过在变速器后壳的内外面上增加弧形加强筋,不仅加强了变速器后壳的强度,而且弧形的加强筋会使变速器后壳受到的力改变分散,使变速器后壳不易损坏,设置的圆凸点为加强筋提供了进一步的强度及韧性,使加强筋不易开裂,增强了变速器后壳的使用寿命。增强了变速器后壳的使用寿命。增强了变速器后壳的使用寿命。
技术研发人员:周驰华 曾维龙
受保护的技术使用者:德阳天和机械制造有限责任公司
技术研发日:2022.11.08
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。