1.本技术涉及电池技术领域,尤其涉及一种圆柱形二次电池以及电子设备。
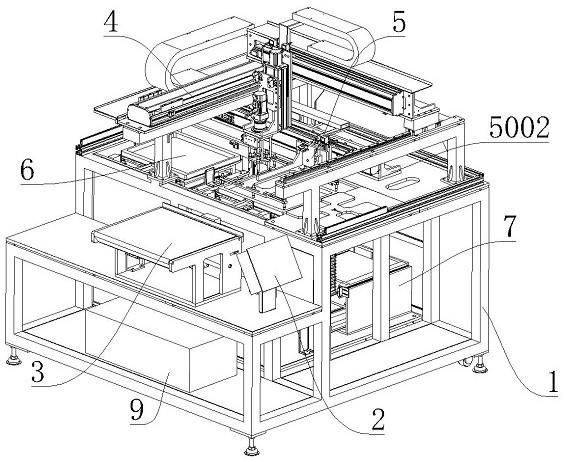
背景技术:
2.电池的壳体底部需要通过焊接的方式与其内部的电芯固定连接,相关技术中的焊接通常采用电阻焊,电阻焊不会完全熔透电池的壳体,因此不会引起电池壳体的密封性失效问题,但是电阻焊的电极维护频繁且焊接效率低。另有相关技术中使用激光焊接代替电阻焊,但是激光焊接需要完全熔透电池的壳体,激光焊接的过程中若是出现穿孔、爆点、裂纹等焊接缺陷都会导致壳体的密封性失效,进而增加电池泄露的风险。
技术实现要素:
3.本技术提供一种圆柱形二次电池以及电子设备,圆柱形二次电池的壳体的底部形成有闭合的焊线轨迹,闭合的焊线轨迹能够降低激光焊接过程中壳体密封性失效的比例。
4.第一方面,本技术提供了一种圆柱形二次电池,包括壳体以及电芯组件,电芯组件包括电芯和集流盘,壳体的底部通过焊接与集流盘电连接,壳体的底部背离集流盘的一面形成有焊线轨迹,焊线轨迹包括第一轨迹,其中,第一轨迹包括闭合曲线,闭合曲线至少设置在焊线轨迹的外圈。通过在壳体的底部形成外圈闭合的焊线轨迹,轨迹封闭时壳体与其内部放置的电芯组件会形成密闭空腔,相比于现有技术的无闭合焊线轨迹,能够显著降低壳体密封性失效的比例。
5.在其中一些实施例中,闭合曲线包括环形部分以及环形部分的两端相交后形成的交点。
6.在其中一些实施例中,焊线轨迹还包括第二轨迹,第二轨迹位于闭合曲线的内部。
7.在其中一些实施例中,第二轨迹包括焊点、直线、圆或非闭合曲线中的至少一种。
8.在本专利中,壳体的底部与集流盘的焊接均指激光焊接;非闭合曲线是指任何一种连续的线条,包括直线、折线、线段、圆弧等;闭合曲线是指至少存在一个交点的封闭曲线,交点可以是由环形部分的两端相交形成的,也可以是由环形部分的一端穿过环形部分形成的,还可以是通过设置连接线分别连接环形部分的两端形成的。
9.在其中一些实施例中,闭合曲线和第二轨迹均为圆,闭合曲线和第二轨迹同心设置。
10.在本专利中,所述的圆包括类圆,类圆中最高点距离圆心的距离与最低点距离圆心的距离的差值控制在5%以内,均可以称为本专利的圆,其中,最高点是指类圆在径向方向上距离圆心位置最远的一点,最低点是指类圆在径向方向上距离圆心位置最近的一点。
11.在其中一些实施例中,闭合曲线和第二轨迹存在至少一个交点。
12.在其中一些实施例中,闭合曲线与第二轨迹的尾端相交形成至少一个交点。第二轨迹的尾端指第二轨迹曲线远离壳体底部中心的端部,第二轨迹的首端指第二轨迹曲线靠近壳体底部中心的端部。
13.在其中一些实施例中,闭合曲线包括连接线和环形部分,所述连接线将环形部分与第二轨迹连接,形成至少两个交点。
14.在其中一些实施例中,在集流盘上,与环形部分对应位置处的熔深记为d0,集流盘的厚度记为t0,满足:1/3≤d0/t0≤2/3。
15.熔深d0是指激光焊接时集流盘上熔化的最深位置处与其表面之间的距离;集流盘的厚度t0是指集流盘的两个表面之间的距离,熔深d0的深度方向与集流盘的厚度方向相同。
16.在其中一些实施例中,集流盘朝向壳体的底部的一端设置有连接部,在连接部上,与环形部分对应位置处的熔深记为d1,连接部的厚度记为t1,满足:1/3≤d1/t1≤2/3。
17.熔深d1是指激光焊接时连接部上熔化的最深位置处与其表面之间的距离;连接部的厚度t1是指连接部的两个表面之间的距离,熔深d1的深度方向与连接部的厚度方向平行。
18.在其中一些实施例中,在集流盘上,与交点对应位置处的熔深记为d0′
,d0≤d0′
。
19.在其中一些实施例中,在连接部上,与交点对应位置处的熔深记为d1′
,满足:d1≤d1′
。
20.在其中一些实施例中,闭合曲线上距离壳体的底部中心位置最远的一点与壳体的底部中心的连线的长度记为l3,壳体的底部半径记为r,满足:0.1≤l3/ r≤0.5。
21.闭合曲线上距离壳体的底部中心位置最远的一点是指在闭合曲线上距离壳体的底部中心径向长度最长的一点,其与壳体的底部中线的连线的长度记为l3。
22.在其中一些实施例中,焊线轨迹在壳体的底部的径向方向上的间距记为a,焊线轨迹的宽度记为b,满足:1.2b<a≤0.5r。进一步地,满足:1.2b<a<2b。
23.在其中一些实施例中,第一轨迹还包括延伸轨迹,延伸轨迹是指以交点为起点朝向任意方向延伸出的一定距离,延伸轨迹的长度记为d,满足:1.1≤d/b≤20。进一步地,满足:2.5≤d/b≤10。
24.第二方面,本技术提供了一种电子设备,电子设备包括上述任一项的圆柱形二次电池。
25.本技术一些实施例提供的技术方案带来的有益效果至少包括:(1)本技术通过在电池的壳体的底部设置外圈闭合的焊线轨迹(即第一轨迹中的闭合曲线),焊线轨迹闭合时壳体会与集流盘形成密闭空腔,实现电池的密封;闭合曲线的内部还可以进一步设置其他焊线轨迹,例如本技术的第二轨迹,用以稳定焊接效果,第二轨迹上的任意位置处的焊接缺陷不会导致电池壳体的密封性失效;本技术将影响电池壳体密封性的全部焊线长度减小为外圈的闭合曲线的长度,大大降低了壳体密封性失效的比例;(2)本技术进一步调控闭合曲线与壳体底部中心线的连线的长度l3与壳体底部半径r的比值在合适的范围,以及调控焊线轨迹在壳体底部的径向上的间距a在合适的范围,通过上述参数间的相互配合,用以优化闭合曲线的长度,利于降低闭合曲线上出现焊接缺陷的风险,降低壳体密封性失效的比例,进而降低壳体的漏液比率;(3)本技术进一步调控焊接过程中下层材料(即本技术中的集流盘和连接部)在焊接位置处的熔深处于合适的范围,利于提高焊接优率,避免出现焊接裂纹、穿孔等缺陷,进一步降低壳体的漏液比率以及降低温升;(4)本技术在焊线交接点(即本技术中的交点)位置处设置一定长度延伸轨迹,用以兼容焊线轨迹的波动,进而稳定密封。
附图说明
26.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
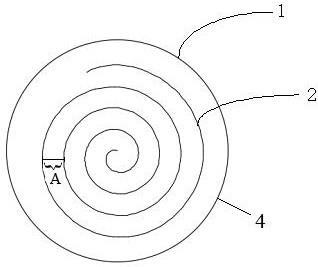
27.图1为现有技术无闭合焊线轨迹的示意图;图2为本技术实施例中一种闭合焊线轨迹的示意图;图3为本技术实施例中另一闭合焊线轨迹的示意图;图4为本技术实施例中另一闭合焊线轨迹的示意图;图5为本技术实施例中另一闭合焊线轨迹的示意图;图6为图3的局部放大图。
28.图中:1、闭合曲线;2、第二轨迹;3、延伸轨迹;4、交点;5、连接线。
具体实施方式
29.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
30.对于电池壳体的底部与其内部电芯组件的电连接,现有技术中常用的连接方式为电阻焊,电阻焊不会完全熔透电池的壳体底部,但是电阻焊的焊接效率低且电极维护频繁,极大增加了生产成本。因此,相关技术中引入激光焊接代替电阻焊,激光焊接在焊接过程中需要完全熔透电池的壳体,若焊接过程中出现穿孔、爆点、裂纹等焊接缺陷都会导致壳体的密封性失效,进而导致电池漏液。参阅图1示,为相关技术中壳体底部的焊线轨迹无闭合的情形,全部焊线长度上的任意位置处出现焊接缺陷,都会导致电池壳体的密封性失效,尤其是焊线长度越长出现焊接缺陷的概率就越高,进而导致漏液的风险也就越高。
31.为了解决上述技术问题,本技术提出一种圆柱形二次电池,圆柱形二次电池的壳体的底部形成有闭合的焊线轨迹,能够显著降低激光焊接过程中壳体密封性失效的比例。
32.圆柱形二次电池的第一种实施方式包括壳体以及电芯组件,其中,电芯组件包括电芯和集流盘,壳体的底部通过焊接与集流盘电连接;壳体的底部背离集流盘的一面形成有焊线轨迹;参阅图2所示,焊线轨迹包括第一轨迹和第二轨迹;其中,第一轨迹包括闭合曲线,进一步地,闭合曲线至少设置在外圈;第一轨迹包括闭合曲线1,第二轨迹2位于闭合曲线1的内部。当闭合曲线1形成时,壳体与集流盘即会形成密闭腔室,将第二轨迹2设置于闭合曲线1的内部,第二轨迹2上的任意位置处即使出现焊接缺陷也不会导致电池壳体的密封性失效。即本技术通过设置位于外圈的闭合曲线1能够有效减少影响电池密封性的焊线的长度,可以理解的是焊线的长度越长出现焊接缺陷的概率就越高,进而漏液的风险也就越高;现有技术中的全部焊线质量均会影响电池壳体的密封性,而本专利中将影响电池壳体密封性的全部焊线长度减小为外圈闭合曲线1的长度,大大降低了密封性失效比例。
33.在一些示例性的实施例中,闭合曲线1包括环形部分以及环形部分的两端相交后形成的交点4。交点4可以是由环形部分的两端相交形成的,例如图2;交点4也可以是由环形
部分的一端穿过环形部分形成的,例如图3和图4;交点4还可以是通过设置连接线5连接第一轨迹和环形部分的两端形成的,例如图5。
34.在一些示例性的实施例中,第二轨迹包括焊点、直线、圆或非闭合曲线中的至少一种,非闭合曲线包括螺旋曲线(例如图2~5所示),需要说明的是,图示部分仅示出了本专利的部分方案,原则上只要通过本专利所描述的方案能够绘制出的图形,均在本专利的保护范围之内,不再赘述。
35.在一些示例性的实施例中,闭合曲线和第二轨迹均为圆,闭合曲线和第二轨迹同心设置。通过将闭合曲线和第二轨迹同心设置,一方面可以避免焊穿,提高电池底部的焊接效率,另一方面可以提升焊接的可靠性。
36.在一些示例性的实施例中,闭合曲线1和第二轨迹2存在至少一个交点4。
37.在一些示例性的实施例中,闭合曲线1与第二轨迹2相交,形成至少一个交点。例如图3~5所示,具体地,图3中,闭合曲线1和第二轨迹2存在一个交点4,图4中,闭合曲线1和第二轨迹2存在多个交点4。
38.在一些示例性的实施例中,闭合曲线1的尾端与闭合曲线1通过连接线5形成两个所述交点。例如图5所示,图5中闭合曲线1和第二轨迹2存在两个交点4。
39.可见,闭合曲线1和第二轨迹2存在交点4时,利于优化闭合曲线1的长度,在满足拉力、过流面积的前提下,闭合曲线1的长度越短,越利于降低焊接过程中壳体密封性失效的比例,进而提升产品优率。
40.在一些示例性的实施例中,在集流盘上与环形部分对应位置处的熔深记为d0,集流盘的厚度记为t0,满足:1/3≤d0/t0≤2/3;其中,0.1mm≤t0≤5mm。焊接热输入量过小,即d0/t0值过小(例如低于1/3),焊接强度低,不能形成稳定的外圈密封,同时内阻变高,温升变大,不能满足焊接过程中的拉力和过流面积的要求,可见,焊接热输入量过小不能形成有效的闭合曲线1,即不能在电池壳体与其内部的电芯组件之间形成密闭空腔;而焊接热输入量过大,即d0/t0值过大(例如高于2/3),焊接过程中容易出现焊接裂纹、穿孔等缺陷,从而增加电池壳体的密封性失效的比例,而且,调控集流盘上与环形部分对应位置处的熔深在合适的范围,利于兼顾降低壳体漏液比率以及降低电池温升。
41.示例性地,集流盘上与环形部分对应位置处的熔深d0和集流盘的厚度t0之比d0/t0为1/3、5/12、1/2、7/12、2/3中的任意两个值组成的范围。
42.示例性地,集流盘的厚度t0为0.1mm、0.3mm、0.5mm、0.8mm、1mm、1.5mm、2mm、2.5mm、3mm、3.5mm、4mm、4.5mm、5mm中的任意两个值组成的范围。
43.在一些示例性的实施例中,在集流盘上与交点4对应位置处的熔深记为d0′
,d0≤d0′
。使得集流盘上与交点4对应位置处的熔深d0′
由于二次重熔导致其大于环形部分对应位置处的熔深d
0 。
44.在本专利中,熔深值的测量是通过切割含有焊线轨迹的集流盘得到的,具体为,沿集流盘的厚度方向切割焊线轨迹处的集流盘,得到含有焊线轨迹的截面,使用显微镜观察并进行测量。
45.关于熔深的测量方法,具体为:在含有焊线轨迹的截面上任取5个测量点,选择合适倍率的显微镜,对每个测量点进行观察,取平均值即得焊线轨迹处的熔深。
46.在一些示例性的实施例中,闭合曲线1上距离壳体的底部中心位置最远的一点与
壳体的底部中心的连线的长度记为l3,壳体的底部半径记为r,满足:0.1≤l3/r≤0.5;其中,5mm≤r≤200mm。比值过小(例如小于0.1),有效焊接面积太小,导致集流盘与壳体底部焊接不良,进而使电池内阻变高且温升变大,容易出现热裂纹,不利于提升焊接的稳定性;比值过大(例如大于0.5),焊线长度太长,出现焊接失效点的概率增加,即集流盘容易焊穿,导致密封性失效,进而增加漏液的风险。
47.关于长度l3的测量方法,具体为:闭合曲线上距离壳体的底部中心位置最远的一点记为g,将g朝向壳体的底部中心g'做径向上的延伸,测量g和g'之间的径向距离,连续测量3次,取平均值即得l3的长度。
48.示例性地,闭合曲线1上距离壳体的底部中心位置最远的一点与壳体的底部中心的连线的长度l3与壳体的底部半径r的比值l3/ r为0.1、0.2、0.3、0.4、0.5中的任意两个值组成的范围。
49.示例性地,壳体的底部半径r为2.5mm、3mm、6mm、8mm、10mm、15mm、20mm、25mm、30mm、35mm、45mm、50mm、60mm、75mm、80mm、100mm、110mm、120mm、130mm、140 mm、150mm、160mm、170mm、180mm、190mm、200mm中的任意两个值组成的范围。
50.在一些示例性的实施例中,焊线轨迹在壳体的底部的径向方向上的间距记为a,焊线轨迹的宽度记为b,满足:1.2b<a≤0.5r;其中,0.05mm≤b≤1mm。通过控制焊线轨迹在径向方向上的间距a以及a与焊线轨迹的宽度b的比值在合适的范围,利于优化闭合曲线1的长度,闭合曲线1的长度越短,出现焊接缺陷的概率就越低,导致壳体密封性失效的比例也就越低。优选地,满足:1.2b<a<2b。此时,得到的闭合曲线1的焊线长度最短,在满足焊接过程中的拉力和过流面积的要求下,可以有效降低闭合曲线1上出现焊接缺陷的风险,进而降低密封性失效的比例。焊线轨迹包括闭合曲线1和第二轨迹2,间距a是指闭合曲线1与其内部的第二轨迹2之间的距离;例如,第二轨迹2为焊点,焊点可以是单个也可以是多个,闭合曲线1和焊点在径向方向上的间距a是指单个焊点在径向方向上与闭合曲线之间的距离或者多个焊点中距离闭合曲线位置最近的焊点(径向上的距离最短焊点),其在径向方向上与闭合曲线之间的距离;再例如,第二轨迹2为直线,闭合曲线1和直线在径向方向上的间距a是指直线距离闭合曲线位置最近的一端(径向上距离最短的一端),其在径向方向上与闭合曲线之间的距离;还例如,第二轨迹2为圆或非闭合曲线,闭合曲线1和圆或非闭合曲线在径向方向上的间距a是指圆或非闭合曲线上距离闭合曲线位置最近的一点(径向上距离最短的一点),其在径向方向上与闭合曲线之间的距离。
51.关于焊线轨迹宽度b的测量方法,具体为:选取5个测量点,选择合适倍率的显微镜,对每个测量点进行观察,取平均值即得轨迹宽度b。示例性地,焊线轨迹的宽度b为0.05mm、0.1mm、0.2mm、0.3mm、0.4mm、0.5mm、1mm中的任意两个值组成的范围。
52.在一些示例性的实施例中,第一轨迹还包括延伸轨迹3,延伸轨迹3的长度记为d,满足:1.1≤d/b≤20。焊线轨迹存在一定的波动,交点4实现密封后,需要留有一定的伸出长度进行兼容以进行稳定密封。延伸轨迹3的长度d过短(例如d/b低于1.1)时,过短的延伸轨迹3不能实现稳定密封,且延伸轨迹3过短还会增加外圈轨迹不能有效闭合的风险,即不能形成本技术的闭合曲线1;延伸轨迹3的长度d过长(例如d/b高于20)时,容易出现新的爆点,不利于降低密封性失效的比例。优选地,满足:2.5≤d/b≤10。此时,得到的延伸轨迹3长度最短,并能满足稳定密封,可进一步降低延伸轨迹3上出现焊接缺陷的风险,进而降低密封
性失效的比例。
53.圆柱形二次电池的第二种实施方式与第一种实施方式不同的是,第二实施方式中电池壳体的底部是焊接在集流盘的连接部上。具体地,集流盘朝向壳体的底部的一端设置有连接部,在连接部上与环形部分对应位置处的熔深记为d1,连接部的厚度记为t1,满足:1/3≤d1/t1≤2/3。其中,连接部的厚度t1的范围为0.08mm≤t1≤3mm。
54.示例性地,连接部上与环形部分对应位置处的熔深d1和连接部的厚度t1之比d1/t1为1/3、5/12、1/2、7/12、2/3中的任意两个值组成的范围。
55.示例性地,连接部的厚度t1的范围为0.08mm、0.1mm、0.3mm、0.5mm、0.8mm、1mm、1.2mm、1.4mm、1.6mm、1.8mm、2mm、2.5mm、3mm中的任意两个值组成的范围。
56.在一些示例性的实施例中,在连接部上与交点4对应位置处的熔深记为d1′
,满足:0≤d1′
≤d1。
57.一种电子设备电子设备包括如上的任意一种圆柱形二次电池。本技术的电子设备置可用于,但不限于,笔记本电脑、笔输入型计算机、移动电脑、电子书播放器、便携式电话、便携式传真机、便携式复印机、便携式打印机、头戴式立体声耳机、录像机、液晶电视、手提式清洁器、便携cd机、迷你光盘、收发机、电子记事本、计算器、存储卡、便携式录音机、收音机、备用电源、电机、汽车、摩托车、助力自行车、自行车、照明器具、玩具、游戏机、钟表、电动工具、闪光灯、照相机、家庭用大型蓄电池和锂离子电容器等。
58.以下将结合具体实施例对本技术作进一步详细的说明。
59.实施例1将电芯组件置于底部半径为12mm的壳体中,通过激光焊将壳体的底部焊接在电芯组件一端的负极集流盘上或者负极集流盘的连接部,干燥后注入电解液。将电芯组件另一端的正极集流盘与盖帽焊接,盖帽带正电,最后盖板与壳体进行端盖激光密封焊接,形成圆柱形二次电池。圆柱电池壳体的底部形成的焊接轨迹的第一轨迹包含闭合曲线,焊接过程中的各项参数见表1中的实施例1,测试结果见表1。
60.实施例2~12与实施例1不同的是,焊接过程中的各项参数见表1中的实施例2~12测试结果见表1。
61.对比例1与实施例1不同的是,焊接过程中的各项参数见表1中的对比例1,圆柱电池壳体的底部形成的焊接轨迹为非闭合曲线,测试结果见表1。
62.氦检检测电池密封前,在电池内部充入氦气,然后置于负压环境下检测电池泄露的氦气体积;漏液比率=电池内部的氦气体积v2(置于负压环境后)/电池内部的氦气体积v1(置于负压环境前)*100%。
63.温升测试使用10c的电流将电芯由满充放电至3.0v,检测电芯温度的变化;
温升(℃)=放电时电芯的最高温度(℃)-室温(℃)。
64.表1实施例1~12与对比例1相比,对比例1为焊线总长48mm且无外圈闭合曲线的焊线轨迹,其漏液比率高达1%,且温升为44℃,实施例1~12为焊线总长48mm且含有外圈闭合曲线的焊线轨迹,其漏液比率均在0.30%以下,可见,实施例1~12的外圈闭合曲线能够显著降低相同焊线长度下无闭合曲线的对比例1的漏液比率,低约0.7%左右。
65.实施例1、3和实施例2、4~5相比,实施例1、3的l3/r值分别为0.1和0.2,其对应的漏液比率分别为0.1%和0.11%,但是实施例1、3的温升较高,均在45℃以上;实施例2、4~5的l3/r值均在0.3~0.5的范围内,虽然其漏液比率相比实施例1、3略有增高,但是实施例2、4~5的温升均在45℃以下,最低可达42℃,而且实施例2、4~5的漏液比率相比对比例1显著降低,低约0.85%。可见,进一步调整实施例2、4~5中的l3/r值,虽然相比实施例1、3的l3/r值略微降低,但是在控制温升上有显著效果。
66.实施例6~7中l3/r值分别为0.6和0.05,将l3/r值进一步增大至0.6时,虽然其对应的温升仅为41℃,但是漏液比率显著提高,高达0.3%;将l3/r值进一步缩小至0.05时,虽然其对应的漏液比率仅为0.07%,但是温升显著升高至50℃。因此,控制l3/r值在合适的范围,利于优化漏液比率以及降低温升。
67.实施例8~12与实施例5相比,实施例8~12与实施例5的l3/r值均为0.3,其中,实施例9和实施例12将d/t值(d0/t0或d1/t1)调控在2/3和3/4之间,其漏液比率与实施例5相比基本持平,但是,实施例9和实施例12的温升明显低于实施例5的温升。可见,在l3/r值一定的情况下,进一步调整d/t值,利于兼顾降低漏液比率以及进一步降低温升。实施例8、10~11的d/t值在1/4和5/12之间,其相比于实施例5,虽然漏液比率有略微的降低,但是温升相比于实施例5显著提高,即不能兼顾降低漏液比率以及降低温升。
68.以上仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。