1.本发明涉及煤矿井下液压支架领域,具体而言,涉及一种护帮板及具有其的液压支架。
背景技术:
2.液压支架是井下煤层开采的重要支护设备。开采井下煤层之前,需要开凿一定数量的井筒、巷道等,液压支架通过支护采场顶板,防止碎石掉落,获得安全作业空间。护帮板是液压支架的一个重要组成部分,起到支护煤壁,防止煤壁片帮的作用。传统的护帮板均为金属构件,随着液压效率的提升和液压支架日益大型化。大型液压支架护帮板多为3级,总重量一般在2吨以上(其中,7米支架一级板重量800公斤以上),护帮板自重过大,不便于移动和安装。金属支护产品与煤壁接触面,受到磨损与腐蚀,使得强度下降,防护效用减小,安全性降低。
3.护帮板在使用时,受到的外力巨大,并且由于煤壁的不平整以及煤壁片帮位置不定,经常处于偏载状态,因此需要极高的刚度、强度和抗扭性。
4.一般,非金属材料的抗拉强度虽然较高,但是存在很多不足:
5.(1)模量较低。在受力时,发生的变形量较大,容易产生失稳现象,尤其是大型液压支架,如7米液压支架,一级板油缸加载力将近1400kn,非金属材料在该强大推力下将发生较大变形,一级油缸所处中间位置在受力方向位移变形可达到15cm以上,在主筋板和底板结合点产生巨大的撕裂力,很容易出现失稳现象而破坏,而大的形变也不能满足防止片帮的使用目的;此外,在二级油缸支座,二级板和一级板的连接处均存在因模量过低而可能出现的大形变问题;
6.(2)硬度较低。较低的硬度,使得非金属材料与煤矸石或其他金属配件相碰撞时,表面被磕坏,甚至骨架纤维层被破坏,与煤壁接触面耐磨性能也不够。
7.(3)虽然拉伸性能和弯曲性能比较优异,但是层间力较差,即耐压性较差,在层间受力时,如无好的设计,也会发生层间破坏。在支护产品二级油缸和三级油缸发挥支撑时,一级板和二级板之间,二级板和三级板之间将发生挤压,发生层间受力现象,产品产生极大的破坏。
8.(4)虽然通过增加加强筋和加大底板厚度的方式可以一定程度上改善刚度问题,但是产品成本高,加工难度较大,并且在发生煤刀切割损坏时难以进行修补。
技术实现要素:
9.本发明的主要目的在于提供一种护帮板及具有其的液压支架,以解决现有技术中的液压支架的重量较大的问题。
10.为了实现上述目的,根据本发明的一个方面,提供了一种护帮板,包括:第一支架结构,第一支架结构包括第一底板部和设置在第一底板部上的第一油缸支座和第二油缸支座;第二支架结构,第二支架结构包括第二底板部和设置在第二底板部上的连接挂耳,第一
底板部与第二底板部可拆卸地连接;第一底板部、第一油缸支座和第二油缸支座均由金属材料制成,第二底板部和连接挂耳均由非金属材料制成。
11.进一步地,第二支架结构还包括:包覆组件,包覆组件包覆在第二底板部的外侧,包覆组件的至少部分由金属材料制成。
12.进一步地,包覆组件包括:包覆板,包覆板包覆在第二底板部的外侧壁上;缓冲垫,缓冲垫夹设在包覆板和第二底板部的外侧壁之间;其中,包覆板由金属材料制成。
13.进一步地,包覆板为钢板;和/或,缓冲垫为橡胶垫;和/或,缓冲垫粘贴在包覆板的内侧壁上。
14.进一步地,第一底板部的内壁上设置有第一加强筋和第二加强筋;第二底板部的内壁上设置有第一连接筋和第二连接筋,第一连接筋、第二连接筋以及第二底板部的内壁面之间围成容纳空间,第一底板部位于容纳空间内;其中,第一加强筋与第一连接筋紧固连接,第二加强筋与第二连接筋紧固连接。
15.进一步地,第一加强筋上设置有沿其延伸方向依次间隔分布的多个第一连接孔,第一连接筋上设置有沿其延伸方向依次间隔分布的多个第二连接孔,多个第一连接孔和多个第二连接孔一一对应地设置,以在各个第一连接孔和对应的第二连接孔内穿设第一紧固件;和/或,第二加强筋上设置有沿其延伸方向依次间隔分布的多个第三连接孔,第二连接筋上设置有多个第四连接孔,多个第三连接孔和多个第四连接孔一一对应地设置,以在各个第三连接孔和对应的第四连接孔内穿设第二紧固件;和/或,第一加强筋与第一连接筋粘接;和/或,第二加强筋与第二连接筋粘接;和/或,第一底板部和第二底板部粘结。
16.进一步地,非金属材料为以聚合树脂和纤维为基材的复合材料。
17.进一步地,聚合树脂包括反应型阻燃树脂和抗静电剂;和/或,纤维包括玻纤、碳纤、bpo中的至少一种。
18.进一步地,非金属材料包括反应型有机磷阻燃剂;和/或,金属材料为钢材。
19.进一步地,第一支架结构包括耳插部,耳插部包括两个相对设置的耳插板,第二油缸支座设置在耳插部的两个耳插板之间;和/或,第一底板部的相对两端均设置有至少一个第二油缸支座;和/或,第一油缸支座为多个,多个第一油缸支座相间隔地设置在第一底板部的中部;和/或,连接挂耳为多个,多个连接挂耳沿第二底板部的延伸方向间隔布置;和/或,第二底板部的内侧设置有多个支撑凸筋。
20.根据本发明的另一方面,提供了一种液压支架,包括护帮板,护帮板为上述的护帮板。
21.应用本发明的技术方案,采用聚合树脂材料加工,并加入抗静电剂,实现了材料的阻燃性能、抗静电性能;通过产品的结构设计以及纤维铺列设计,使得产品在关键部位的受力方向得到加强,并增强了整体刚度,从而能够获得较高的机械强度和抗弯强度;采用金属/非金属材料组合构成的护帮板具有良好的耐腐蚀性、耐疲劳性,提高了护帮板使用的稳定性、安全性以及寿命周期;采用金属/非金属材料组合结构,重量轻,操作简单、便于安装拆卸和搬运,产品的变形更小,损坏后方便进行修补;金属构件在疲劳后可以通过加热方式与非金属材料底板分离,单独更换,降低使用成本,延长主体的使用寿命,从而解决现有技术中的液压支架的重量较大的问题。
附图说明
22.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
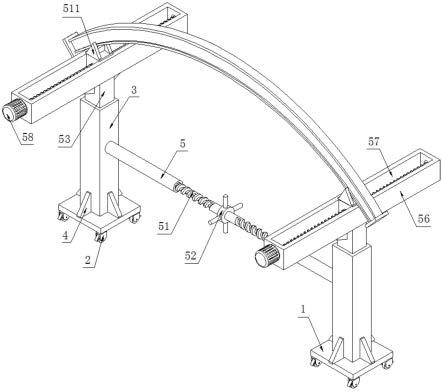
23.图1示出了根据本发明实施例的护帮板的结构示意图与局部放大图;
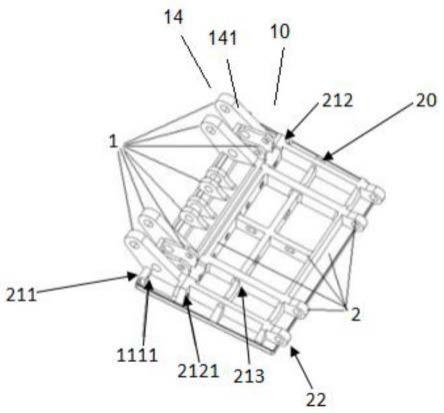
24.图2示出了图1中护帮板的第一支架结构的结构示意图;以及
25.图3示出了图1中的护帮板的第二支架结构的结构示意图。
26.其中,上述附图包括以下附图标记:
27.1、金属构件;2、非金属构件;10、第一支架结构;11、第一底板部;111、第一加强筋;1111、第一连接孔;112、第二加强筋;1121、第三连接孔;12、第一油缸支座;13、第二油缸支座;14、耳插部;141、耳插板;20、第二支架结构;21、第二底板部;211、第一连接筋;212、第二连接筋;2121、第四连接孔;213、支撑凸筋;22、连接挂耳;23、包覆组件;231、包覆板;232、缓冲垫。
具体实施方式
28.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
29.如图1至图3所示,本发明提供了一种护帮板,包括:第一支架结构10、第二支架结构20。其中,第一支架结构10包括第一底板部11和设置在第一底板部11上的第一油缸支座12和第二油缸支座13;第二支架结构20包括第二底板部21和设置在第二底板部21上的连接挂耳22,第一底板部11与第二底板部21可拆卸地连接。其中,第一底板部11、第一油缸支座12和第二油缸支座13均由金属材料制成,例如,q690e或q690d,第二底板部21和连接挂耳22均由非金属材料制成。
30.这样的结构设置,将金属构件1(包括第一底板部11、第一油缸支座12和第二油缸支座13)与非金属构件2相结合,金属构件1在使用过程中刚度高,变形小,各向同性,更便于避免受力扭转时造成的层间破坏,有利于提高护帮板的整体刚度和强度;在金属构件1表面贴合非金属材料,能够降低摩擦以及锈蚀等带来的损伤,同时,在金属构件损坏或达到寿命时,可通过加热等方式与底层非金属材料分离,方便进行修补或更换,延长复合材料主体的使用寿命,从而解决现有技术中的液压支架的重量较大的问题。
31.进一步地,第二支架结构20还包括:包覆组件23,包覆组件23包覆在第二底板部21的外侧,包覆组件23的至少部分由金属材料制成。
32.具体地,包覆组件23包括:包覆板231,包覆板231包覆在第二底板部21的外侧壁上;缓冲垫232,缓冲垫232夹设在包覆板231和第二底板部21的外侧壁之间;其中,包覆板231由金属材料制成。通过采用金属材料制成的包覆板对非金属材料制成的第二底板部21进行包覆,由于金属材料不会发生塑性变形,能够与非金属材料主体有较好的协同效应,更便于限制使用过程中非金属材料主体的形变量,例如,能够将非金属材料主体的形变量进一步控制在1
‰
以内。
33.优选地,包覆板231为钢板,例如q235及以上钢板;缓冲垫232为橡胶垫;其中,缓冲垫232粘贴在包覆板231的内侧壁上。通过在第二底板部21的外侧设置包覆板231和缓冲垫232,使得产品受到外部坚硬或尖锐物质撞击时,能够保护内部非金属材料;选用钢材加工
包覆板231,更便于在一级和二级两护帮板受油缸推力发生挤压时,对内部进行保护,避免复合材料受到挤压破坏。
34.在本实施例中,第一支架结构10还包括耳插部14,耳插部14包括两个相对设置的耳插板141,第二油缸支座13设置在耳插部14的两个耳插板141之间;第一底板部11的相对两端均设置有至少一个第二油缸支座13;第一油缸支座12为多个,多个第一油缸支座12相间隔地设置在第一底板部11的中部;连接挂耳22为多个,多个连接挂耳22沿第二底板部21的延伸方向间隔布置;第二底板部21的内侧设置有多个支撑凸筋213。
35.为了提高构件的整体刚度和强度,第一底板部11的内壁上设置有第一加强筋111和第二加强筋112;第二底板部21的内壁上设置有第一连接筋211和第二连接筋212,第一连接筋211、第二连接筋212以及第二底板部21的内壁面之间围成容纳空间,第一底板部11位于容纳空间内;其中,第一加强筋111与第一连接筋211紧固连接,第二加强筋112与第二连接筋212紧固连接。通过加强筋和连接筋的设置,更便于提升第一底板部11和第二底板部21的刚度,保证非金属材料受到一级油缸推力、金属构件受到二级油缸的加大推力时不发生较大变形。
36.优选地,第一底板部11和第二底板部21的厚度不低于35mm,例如40mm以上,加强筋在不干涉产品运行的前提下均可进行加宽或者加高,例如,当加强筋宽度从20mm增加到50mm时,能够在满足产品的受力需求的同时,有效控制形变。
37.进一步地,第一加强筋111上设置有沿其延伸方向依次间隔分布的多个第一连接孔1111,第一连接筋211上设置有沿其延伸方向依次间隔分布的多个第二连接孔,多个第一连接孔1111和多个第二连接孔一一对应地设置,以在各个第一连接孔1111和对应的第二连接孔内穿设第一紧固件。
38.相应地,如图2所示,第二加强筋112上设置有沿其延伸方向依次间隔分布的多个第三连接孔1121,第二连接筋212上设置有多个第四连接孔2121,多个第三连接孔1121和多个第四连接孔2121一一对应地设置,以在各个第三连接孔1121和对应的第四连接孔2121内穿设第二紧固件。
39.通过设置第一紧固件和第二紧固件,更便于第一底板部11与相邻的非金属构件之间进行加固,其中第一紧固件和第二紧固为螺栓,例如,8.8级m12以上螺栓或10.9级m14以上螺栓。
40.同时,为了加工方便,金属构件还可以通过粘结的方式与相邻非金属构件进行连接,例如,第一加强筋111与第一连接筋211通过粘接方式连接;第二加强筋112与第二连接筋212通过粘接方式连接;第一底板部11和第二底板部21通过粘接方式连接。优选地,金属构件1与非金属构件2之间可以同时使用粘结和紧固件进行连接以保障连接强度。
41.在本实施例中,非金属材料为以聚合树脂和纤维为基材的复合材料,其中,聚合树脂包括反应型阻燃树脂和抗静电剂;纤维包括玻纤、碳纤、bpo中的至少一种。
42.优选地,第二底板部21以聚合树脂和纤维为基材,聚合树脂和纤维的体积比例为3:7-6:4。其中,聚合树脂优选乙烯基不饱和树脂、环氧树脂、酚醛树脂等,且其混合粘度较低;该树脂的25℃混合粘度优选为50mpa
·
s至200mpa
·
s或50mpa
·
s至160mpa
·
s;玻纤为单丝抗拉强度为2700mpa以上、模量为70gpa以上的产品,例如,单丝抗拉强度3000mpa以上、模量80gpa以上的产品;碳纤、bpo为单丝抗拉强度3000mpa以上、模量200gpa以上的产品,例
如,单丝抗拉强度3500mpa以上、模量230gpa以上的产品。通过选择高强度高模量材料,便于提高构件的整体强度和刚度。
43.进一步地,非金属材料还可以包括反应型有机磷阻燃剂,聚合树脂中还可以加入3%~9%的抗静电剂。其中,该液体有机磷阻燃剂以三-(氯异丙基)-磷酸酯(tcpp)为基本材料,根据所用树脂的不同,选择含不同官能团的小分子有机物所合成。如对于环氧树脂,选择二羟基有机物,优选乙二醇等小分子物质,如三-(氯异丙基)-磷酸酯(tcpp)与乙二醇在有机锡或1,8-二氮杂双环[5.4.0]-7-十一碳烯(dbu)催化剂存在的条件下,加热至50℃反应30min即可得到需要反应型有机磷阻燃剂,抗静电剂为液体的乙氧基化烷基胺、聚环氧乙烷、聚苯乙烯磺酸钠的一种或两种以上的混合物。采用反应型有机磷阻燃剂使得复合材料阻燃等级达到ul-v0等级,能够满足mt113的阻燃要求。
[0044]
优选地,本发明中护帮板成型工艺采用真空导入方法,将预铺好的纤维放入模具中,通过真空差将配好的聚合树脂液体浸入模腔中,与纤维结合,然后排气固化成型。所需工艺条件为:温度为15℃至50℃,真空度为0.01mpa至0.05mpa,固化时间为0.5h至6h,相对湿度小于75%。
[0045]
以下结合具体实施例对本技术作进一步详细描述,这些实施例不能理解为限制本技术所要求保护的范围。
[0046]
对比例:
[0047]
通过传统工艺采用钢质材料q690钢制造的7米大型煤矿井下液压支架护帮板的一级板。
[0048]
实施例:
[0049]
制造7米大型煤矿井下液压支架支护产品的一级板,其中,纤维采用[0
°
/90
°
/
±
45
°
]n方式进行铺设,具体铺设方式和所用材料见表1。其中,表1中的“铺层方向”是指单层布的纤维方向与预定参考方向之间的夹角。
[0050]
在模具中按照设计好的铺层方式进行铺设;通过真空差将混合的聚苯乙烯磺酸钠助剂(环氧树脂质量5%)、自合成超低混合粘度有机磷阻燃剂(本实用例中是以三-(氯异丙基)-磷酸酯(tcpp)与乙二醇在催化剂存在条件下,50℃反应30min后生成,生成物结构如下)与环氧树脂液体浸入模腔中,与纤维结合,其中环氧树脂和纤维的体积比例为4:6,然后排气固化成型。其中,工艺条件为:温度为20℃,真空度为0.1mpa,固化时间为4h,相对湿度40%。固化成型后拆卸金属模块,取下半成品;在外包覆钢板周边内侧粘贴柔性橡胶条,在底板两侧对应外包覆钢板螺孔位置打出螺孔,将加工好的外包覆钢板以螺接方式紧固。
[0051]
其中,本实施例中的自合成有机磷阻燃剂的具体化学结构如下图所示:
[0052][0053]
自合成有机磷阻燃剂
[0054]
表1非金属材料的底板的铺层结构与材料
[0055]
[0056][0057][0058]
表2对比例与实施例性能对比
[0059][0060]
由表2可知,与对比例相比,实施例自重下降,且具有较好的机械强度、优良的耐腐蚀性。有限元分析显示的等效应变来看,金属-复合材料组合的整体刚度较好,变形量较小,且小于传统钢质护帮板。
[0061]
从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:
[0062]
采用聚合树脂材料加工,并加入抗静电剂,实现了材料的阻燃性能、抗静电性能;通过产品的结构设计以及纤维铺列设计,使得产品在关键部位的受力方向得到加强,并增强了整体刚度,从而能够获得较高的机械强度和抗弯强度;采用金属/非金属材料组合构成的护帮板具有良好的耐腐蚀性、耐疲劳性,提高了护帮板使用的稳定性、安全性以及寿命周期;采用金属/非金属材料组合结构,重量轻,操作简单、便于安装拆卸和搬运,产品的变形更小,损坏后方便进行修补;金属构件在疲劳后可以通过加热方式与非金属材料底板分离,单独更换,降低使用成本,延长主体的使用寿命。
[0063]
本发明的另一方面,还提供一种液压支架,包括护帮板,护帮板为前述任一实施方式的护帮板。
[0064]
本发明提供的液压支架的有益效果与护帮板的有益效果相同,在此不再赘述。
[0065]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。