1.本发明涉及燕窝罐装设备领域,尤其涉及一种燕窝灌装线。
背景技术:
2.现有燕窝风味饮品或保健品在灌装时,是先将丝状的燕窝固形物分散在液体中,然后之间使用灌装液体的灌装机器进行灌装,使得每个包装瓶中的燕窝固形物含量存在较大差别,影响产品包装的一致性;同时,由于燕窝的形态各异,灌装时重量容易产生误差,而且现有燕窝风味饮品或保健品不能实现从灌装到装盒、装箱流水线式作业。
技术实现要素:
3.本发明的目的在于克服现有技术存在的以上问题,提供一种燕窝灌装线。
4.为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:一种燕窝灌装线,包括按照灌装和包装顺序依次排布的第一转盘理瓶机、灌装装置、内盖旋盖机、第二转盘理瓶机、灭菌机、第三转盘理瓶机、外盖压盖机、贴标机以及包装机构;所述包装机构包括包装顺序依次排布的装盒机、储盒盘、开箱机、装箱机器人、封箱机、码垛机器人,所述第一转盘理瓶机、灌装装置、内盖旋盖机和第二转盘理瓶机之间安装有用于输送燕窝瓶的第一带式输送机,所述第三转盘理瓶机、外盖压盖机、贴标机和装盒机之间安装有用于输送燕窝瓶的第二带式输送机,所述装盒机与储盒盘之间设置有用于输送包装盒的第三带式输送机,所述开箱机与封箱机之间设置有用于输送开口包装箱的辊道输送机,所述储盒盘和装箱机器人位于辊道输送机的同一侧。
5.其中,所述灌装装置包括罐装台,所述灌装台的顶端安装有扇环形的导向板、至少一套燕窝丝灌装机、至少一套液体灌装机,所述灌装台中安装有竖直向上的转盘伺服电机,所述转盘伺服电机的动力输出轴上安装有用于带动燕窝瓶移动的转盘,所述转盘的外周设有多个按照环形阵列排布的燕窝瓶容纳槽;所述导向板所对应的圆心位于转盘的中心轴线上,所述导向板与转盘位于同一水平面上,所述灌装台顶端位于每套燕窝丝灌装机的灌装工位下方和每套液体灌装机的灌装头下方各有一个燕窝瓶称重台。
6.作为一种优选方式,所述燕窝丝灌装机包括四轴机器人、用于夹取燕窝丝的气动三指机械手、储料桶称重台、燕窝丝储料桶,所述气动三指机械手安装在四轴机器人的操作端,所述储料桶称重台安装在位于四轴机器人与转盘之间的灌装台顶端,所述燕窝丝储料桶安装在储料桶称重台的顶端。
7.作为另一种优选方式,所述燕窝丝灌装机包括四轴机器人、用于推送燕窝丝的刷子、料斗称重台、燕窝丝料斗,所述刷子安装在四轴机器人的操作端,所述料斗称重台安装在位于四轴机器人与转盘之间的灌装台顶端,所述燕窝丝料斗安装在料斗称重台的顶端,所述燕窝丝料斗的底部设置有朝向转盘的送料槽,所述送料槽的进料口与燕窝丝料斗底部的出口相连通,所述送料槽的出口位于燕窝瓶称重台中心的正上方,所述送料槽的宽度为燕窝瓶瓶口直径的1/3~2/3,所述刷子的宽度等于送料槽的内侧宽度。
8.作为再一种优选方式,所述燕窝丝灌装机包括螺杆挤出机、挤出机称重台,所述挤出机称重台安装在灌装台的顶端,所述螺杆挤出机安装在挤出机称重台的顶端,所述螺杆挤出机的出料口位于燕窝瓶称重台中心的正上方。
9.作为再一种优选方式,灌装装置包括一次螺杆灌装机构和二次螺杆灌装机构,一次螺杆灌装机构包括第一燕窝储料仓,第一燕窝储料仓的底部设有出料口以及切刀,出料口下方设有第四转盘理瓶机的底部对应设有通过plc控制的第一称量装置,二次螺杆灌装机构包括第二燕窝储料仓,第二燕窝储料仓的底部设有第二出料口和灌装压头,第二出料口下方设有第四转盘理瓶机,第五转盘理瓶机的底部对应设有通过plc控制并按工艺线布置的第二称量装置以及第三称量装置,第四转盘理瓶机与第五转盘理瓶机纸件设有输送带。
10.本发明的有益效果是:通过第一转盘理瓶机、灌装装置、内盖旋盖机、第二转盘理瓶机、灭菌机、第三转盘理瓶机、外盖压盖机、贴标机、装盒机、储盒盘、开箱机、装箱机器人、封箱机、码垛机器人、第一带式输送机、第二带式输送机、第三带式输送机、辊道输送机配合,实现燕窝灌装、装盒、装箱流水线式作业;通过燕窝瓶称重台、燕窝丝灌装机、液体灌装机、转盘、导向板配合,使每个燕窝瓶中都装入规定重量的燕窝丝,并灌装规定重量的液体,从而使每个燕窝瓶中的燕窝丝重量保持一致,从而保证产品包装的一致性。
附图说明
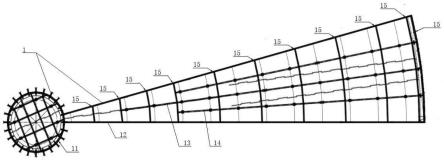
11.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为发明的结构示意图;图2是本发明实施例一中位于灭菌机前燕窝灌装线的结构示意图;图3是本发明实施例一中位于灭菌机后燕窝灌装线的结构示意图;图4是本发明实施例一中灌装装置的结构示意图;图5是本发明实施例一中气动三指机械手夹取燕窝丝的路线图;图6是本发明实施例一中储盒盘、安装板、伸缩缸、推板和导向杆组装的结构示意图;图7是本发明实施例二中位于灭菌机前燕窝灌装线的结构示意图;图8是本发明实施例二中刷子推送燕窝丝的路线图;图9是本发明实施例三中灌装装置的结构示意图;图10是本发明实施例四中灌装装置的结构示意图。
具体实施方式
12.下面将参考附图并结合实施例,来详细说明本发明。
13.参照图1,一种燕窝灌装线,包括按照灌装和包装顺序依次排布的第一转盘理瓶机、灌装装置、内盖旋盖机、第二转盘理瓶机、灭菌机、第三转盘理瓶机、外盖压盖机、贴标机以及包装机构。具体的见如下实施例。
14.实施例一如图2至图6所示的实施例一,一种燕窝灌装线,包括按照灌装和包装顺序依次排
布的第一转盘理瓶机1、灌装装置2、内盖旋盖机3、第二转盘理瓶机4、灭菌机、第三转盘理瓶机6、外盖压盖机7、贴标机8、装盒机9、储盒盘10、开箱机11、装箱机器人12、封箱机13、码垛机器人14,第一转盘理瓶机1、灌装装置2、内盖旋盖机3和第二转盘理瓶机4之间安装有用于输送燕窝瓶100的第一带式输送机15,第三转盘理瓶机6、外盖压盖机7、贴标机8和装盒机9之间安装有用于输送燕窝瓶100的第二带式输送机16,装盒机与储盒盘之间设置有用于输送包装盒的第三带式输送机17,开箱机11与封箱机13之间设置有用于输送开口包装箱的辊道输送机18,储盒盘10和装箱机器人12位于辊道输送机18的同一侧。内盖旋盖机3为单头旋盖机,外盖压盖机7为单头压盖机。
15.灌装装置2包括罐装台19,灌装台19的顶端安装有扇环形的导向板20、四套燕窝丝灌装机21、一套液体灌装机22,液体灌装机22为单头灌装机,灌装台19中安装有竖直向上的转盘伺服电机,转盘伺服电机的动力输出轴上安装有用于带动燕窝瓶移动的转盘23,转盘23的外周设有多个按照环形阵列排布的燕窝瓶容纳槽24;转盘23的表面喷涂有厚度均匀的防刮花涂层;导向板20所对应的圆心位于转盘23的中心轴线上,导向板20与转盘23位于同一水平面上,灌装台19顶端位于每套燕窝丝灌装机21的灌装工位下方和每套液体灌装机22的灌装头下方各有一个燕窝瓶称重台25。第一带式输送机与灌装台相对的一侧安装有将燕窝瓶送入燕窝瓶容纳槽中的螺杆送瓶机构5。
16.灌装装置2与内盖旋盖机3之间的第一带式输送机15的一侧安装有剔除盘41,剔除盘41上靠近内盖旋盖机3的拐角处安装有剔除伺服电机42,剔除伺服电机42的动力输出轴上安装有弧形的导向杆43。
17.储盒盘10远离装箱机器人12的一侧安装有安装板37,安装板37的背面中部安装有伸缩缸38,安装板37上安装有两个关于伸缩缸38对称的导向套,伸缩缸38的活塞杆末端安装有推板39,推板39的背面安装有两根导向杆40,两根导向杆40分别套在两个导向套中。
18.燕窝丝灌装机21包括四轴机器人26、用于夹取燕窝丝的气动三指机械手27、储料桶称重台28、燕窝丝储料桶29,气动三指机械手27安装在四轴机器人26的操作端,储料桶称重台28安装在位于四轴机器人26与转盘23之间的灌装台19顶端,燕窝丝储料桶29安装在储料桶称重台28的顶端。
19.燕窝灌装线还包括分别控制第一转盘理瓶机、灌装装置、内盖旋盖机、第二转盘理瓶机、第三转盘理瓶机、外盖压盖机、贴标机、装盒机、伸缩缸、开箱机、装箱机器人、封箱机、码垛机器人、剔除伺服电机工作的可编程逻辑控制器,并且储料桶称重台和燕窝瓶称重台均与可编程逻辑控制器的信号输入端连接。
20.夹取式燕窝丝灌装工作步骤:a)排在第一位的气动三指机械手从排在第一位的燕窝丝储料桶中抓取15~18克燕窝丝放入燕窝瓶中,可编程逻辑控制器根据排在第一位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第一位的气动三指机械手抓取的燕窝丝重量,可编程逻辑控制器进而调节排在第一位的气动三指机械手下次抓取量、以及排在第二位的气动三指机械手的抓取量;b)燕窝瓶在转盘的带动下进入排在第二位的燕窝瓶称重台,排在第二位的气动三指机械手从排在第二位的燕窝丝储料桶中抓取1.5~4.5克燕窝丝放入燕窝瓶中,可编程逻辑控制器根据排在第二位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第二位的气动三指机械手抓取的燕窝丝重量,可编程逻辑控制器进而调节排在第二位的气动三指机械手
下次抓取量、以及排在第三位的气动三指机械手的抓取量;c)燕窝瓶在转盘的带动下进入排在第三位的燕窝瓶称重台,排在第三位的气动三指机械手从排在第三位的燕窝丝储料桶中抓取0.1~0.5克燕窝丝放入燕窝瓶中,可编程逻辑控制器根据排在第三位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第三位的气动三指机械手抓取的燕窝丝重量,可编程逻辑控制器进而调节排在第三位的气动三指机械手下次抓取量、以及排在第四位的气动三指机械手的抓取量;d)燕窝瓶在转盘的带动下进入排在第四位的燕窝瓶称重台,排在第四位的气动三指机械手从排在第四位的燕窝丝储料桶中抓取毫克级的燕窝丝放入燕窝瓶中,可编程逻辑控制器根据排在第四位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第四位的气动三指机械手抓取的燕窝丝重量,可编程逻辑控制器进而调节排在第四位的气动三指机械手下次抓取量;同时判断燕窝瓶中装入的燕窝丝总量是否达到装瓶要求量,如果已经达到装瓶要求量,转盘驱动燕窝瓶到达液体灌装机的灌装头下方灌装水;如果还未达到装瓶要求量,计算需要补充的燕窝丝量,排在第四位的气动三指机械手抓取燕窝丝补充到燕窝瓶中,直到达到装瓶要求量,然后由转盘驱动燕窝瓶到达液体灌装机的灌装头下方灌装水。
21.实施例中采用的贴标机为立式立式圆瓶贴标机。
22.实施例二如图7和图8所示的实施例二,与实施例一的不同之处在于:灌装台19的顶端安装有四套燕窝丝灌装机21、一套液体灌装机22。
23.燕窝丝灌装机21包括四轴机器人30、用于推送燕窝丝的刷子31、料斗称重台32、燕窝丝料斗33,刷子31安装在四轴机器人30的操作端,料斗称重台32安装在位于四轴机器人30与转盘23之间的灌装台19顶端,燕窝丝料斗33安装在料斗称重台32的顶端,燕窝丝料斗33的底部设置有朝向转盘23的送料槽34,送料槽34的进料口与燕窝丝料斗33底部的出口相连通,送料槽34的出口位于燕窝瓶称重台25中心的正上方,送料槽34的宽度为燕窝瓶100瓶口直径的1/3~2/3,刷子31的宽度等于送料槽34的内侧宽度。
24.推送式燕窝丝灌装工作步骤:a)排在第一位的刷子从排在第一位的燕窝丝料斗底部耙取15~18克燕窝丝顺着送料槽推入燕窝瓶中,可编程逻辑控制器根据排在第一位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第一位的刷子耙取的燕窝丝重量,可编程逻辑控制器进而调节排在第一位的刷子下次耙取量、以及排在第二位的刷子的耙取量;b)燕窝瓶在转盘的带动下进入排在第二位的燕窝瓶称重台,排在第二位的刷子从排在第二位的燕窝丝料斗底部耙取1.5~4.5克燕窝丝顺着送料槽推入燕窝瓶中,可编程逻辑控制器根据排在第二位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第二位的刷子耙取的燕窝丝重量,可编程逻辑控制器进而调节排在第二位的刷子下次耙取量、以及排在第三位的刷子的耙取量;c)燕窝瓶在转盘的带动下进入排在第三位的燕窝瓶称重台,排在第三位的刷子从排在第三位的燕窝丝料斗底部耙取0.1~0.5克燕窝丝顺着送料槽推入燕窝瓶中,可编程逻辑控制器根据排在第三位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第三位的刷子耙取的燕窝丝重量,可编程逻辑控制器进而调节排在第三位的刷子下次耙取量、以及排在第四位的刷子的耙取量;
d)燕窝瓶在转盘的带动下进入排在第四位的燕窝瓶称重台,排在第四位的刷子从排在第四位的燕窝丝料斗底部耙取毫克级的燕窝丝顺着送料槽推入燕窝瓶中,可编程逻辑控制器根据排在第四位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第四位的刷子耙取的燕窝丝重量,可编程逻辑控制器进而调节排在第四位的刷子下次耙取量;同时判断燕窝瓶中装入的燕窝丝总量是否达到装瓶要求量,如果已经达到装瓶要求量,转盘驱动燕窝瓶到达液体灌装机的灌装头下方灌装水;如果还未达到装瓶要求量,计算需要补充的燕窝丝量,排在第四位的刷子耙取燕窝丝补充到燕窝瓶中,直到达到装瓶要求量,然后由转盘驱动燕窝瓶到达液体灌装机的灌装头下方灌装水。
25.实施例三如图9所示的实施例三,与实施例一的不同之处在于:灌装台19的顶端安装有三套燕窝丝灌装机21、二套液体灌装机22。
26.燕窝丝灌装机21包括螺杆挤出机35、挤出机称重台36,挤出机称重台36安装在灌装台19的顶端,螺杆挤出机35安装在挤出机称重台36的顶端,螺杆挤出机35的出料口位于燕窝瓶称重台25中心的正上方。
27.内盖旋盖机3为六头旋盖机,外盖压盖机7为六头压盖机。
28.挤出式燕窝丝灌装工作步骤:a)排在第一位的螺杆挤出机将15~18克燕窝丝挤入燕窝瓶中,可编程逻辑控制器根据排在第一位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第一位的螺杆挤出机挤出的燕窝丝重量,可编程逻辑控制器进而调节排在第一位的螺杆挤出机下次挤出量、以及排在第二位的螺杆挤出机的挤出量;b)燕窝瓶在转盘的带动下进入排在第二位的燕窝瓶称重台,排在第二位的螺杆挤出机将1.5~4.5克燕窝丝挤入燕窝瓶中,可编程逻辑控制器根据排在第一位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第二位的螺杆挤出机挤出的燕窝丝重量,可编程逻辑控制器进而调节排在第二位的螺杆挤出机下次挤出量、以及排在第三位的螺杆挤出机的挤出量;c)燕窝瓶在转盘的带动下进入排在第三位的燕窝瓶称重台,排在第三位的螺杆挤出机将0.1~0.5克燕窝丝挤入燕窝瓶中,可编程逻辑控制器根据排在第一位的燕窝瓶称重台秤出的燕窝瓶总重量,计算出排在第三位的螺杆挤出机挤出的燕窝丝重量,可编程逻辑控制器进而调节排在第三位的螺杆挤出机下次挤出量;同时判断燕窝瓶中装入的燕窝丝总量是否达到装瓶要求量,如果已经达到装瓶要求量,转盘驱动燕窝瓶到达液体灌装机的灌装头下方灌装水;如果还未达到装瓶要求量,计算需要补充的燕窝丝量,排在第三位的螺杆挤出机挤出燕窝丝补充到燕窝瓶中,直到达到装瓶要求量,然后由转盘驱动燕窝瓶到达液体灌装机的灌装头下方灌装水。
29.实施例四见附图10所示,与实施例一的不同之处在于,灌装装置的结构有所区别,灌装装置包括一次螺杆灌装机构51和二次螺杆灌装机构52,一次螺杆灌装机构51包括第一燕窝储料仓511,第一燕窝储料仓511的底部设有出料口512以及切刀513,出料口512下方设有第四转盘理瓶机514的底部对应设有通过plc控制的第一称量装置(图中未标出),二次螺杆灌装机构52包括第二燕窝储料仓521,第二燕窝储料仓521的底部设有第二出料口522和灌装压头
523,第二出料口522下方设有第五转盘理瓶机524,第四转盘理瓶机524的底部对应设有通过plc控制并按工艺线布置的第二称量装置(图中未标出)以及第三称量装置(图中未标出),第三转盘理瓶机514与第四转盘理瓶机524通过输送带53连接。
30.在具体的使用时,将空瓶放置于第三转盘理瓶机514上,并通过第一称量装置称出空瓶的重量,一次螺杆灌装机构51定量灌装设定的燕窝重量,一般该重量较为接近装瓶要求,故燕窝丝的形态较大,故需要切刀513分离燕窝丝,灌装至燕窝瓶后,并将重量反馈至plc控制器,然后通过输送带53输送至第四转盘理瓶机524,先通过第二称量装置进行称重,再将重量信号反馈至plc控制器,并根据实际重量进行补充燕窝灌装,灌装完毕后,通过第三称量装置判断燕窝瓶中装入的燕窝丝总量是否达到装瓶要求量,如果已经达到装瓶要求量,则进行下一道工序,如果还未达到装瓶要求量,则再取出进行再一次补充灌装。
31.本实施例中,一次螺杆灌装机构51和二次螺杆灌装机构52都设有压缩气缸分别控制切刀513以及灌装压头523。一次螺杆灌装机构514灌装好的燕窝瓶可通过机械手54夹取放置于输送带53上。机械手54可为悬挂式scara机器人或直角坐标机械手所有实施例中的转盘理瓶机采用的是包装行业常用的进出瓶星轮组,所有的称重的装置可采用模块静态称,每个静态称配置有西门子称重传感器wl260:单点称重传感器适用于小量程测量,测量范围从0.3kg 到3kg,最大平台尺寸200mm
×
200mm,传感器可用于高精度测量,综合误差为
±ꢀ
0.015 %,工作温度范围:-20
ꢀ…ꢀ
50
ꢀ°
c (-4 ... 122
ꢀ°
f),传感器材料(din):铝质;防护等级负符合en 60529:ip65。
32.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。