技术特征:
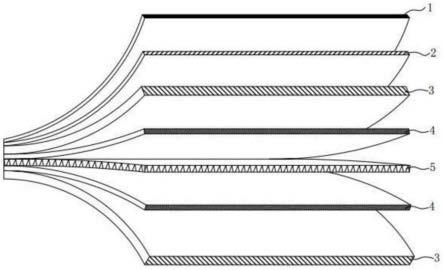
1.一种涂层复合材料,其特征在于,包括:聚酯纤维织物基材层,所述基材层两侧分别为涂覆面层和背层,所述背层由里向外包括阻燃pvc底涂层、阻燃pvc隔热层,所述涂覆面层由里向外包括阻燃pvc底涂层、阻燃pvc隔热层、pvc高反射层、红外反射隔热透明层;所述阻燃pvc底涂层,按重量份数计,包括如下组分:pvc糊树脂:90-110份、液体钙锌复合稳定剂:3-6份、增塑剂:20-45份、阻燃增塑剂:20-40份、阻燃剂8-15份、相容改性剂5-10份、粘结剂:5-10份、交联剂1-2、交联助剂5-10、降黏剂:4-13份;所述粘结剂包括聚异氰脲酸酯类物质;所述交联剂包括双叔丁基过氧化二异丙苯;所述交联助剂包括三羟甲基丙烷三甲基丙烯酸酯;所述阻燃pvc隔热层,按重量份数计,包括如下组分:pvc糊树脂:80-90份、pvc掺混树脂:10-20份、液体钙锌复合稳定剂:3-6份、增塑剂:20-45份、阻燃增塑剂:20-40份、阻燃剂15-27份、钛白粉10-15份,红外隔热剂5-10份、相容改性剂8-12份、降黏剂:8-15份、其它助剂0.6-1份;所述红外隔热剂包括质量比0.5-1.5:1的钨酸铯与金属氧化物颜填料的混合物,所述金属氧化物颜填料包括纳米级的fe2o3、mno2、co2o3、cuo、cr2o3中的一种或几种;所述pvc高反射层,按重量份数计,包括如下组分:pvc糊树脂:90-110份、液体钙锌复合稳定剂:3-6份、增塑剂:20-45份、阻燃增塑剂:20-40份、铝粉:6-10份、空心玻璃微珠1-2.5份、润湿剂0.5-1份、相容改性剂5-10份、降黏剂:5-12份、其它助剂0.6-1份;所述红外反射隔热透明层,按重量份数计,包括如下组分:丙烯酸改性醇酸树脂溶液:90-110份、相容改性剂20-35份、红外反射隔热剂:4-8份、醋酸丁酯:20-40份、分散剂:1-2份、流平剂1-2份、其它助剂0.6-1份;所述红外反射隔热剂包括质量比0.5-1.5:1的纳米级锑掺杂氧化锡、纳米级锡掺杂氧化铟的混合物;所述阻燃剂包括质量比为1:1:(0.7-1):(0.4-0.7)的十溴二苯乙烷、三氧化二锑、硼酸锌、羟基锡酸锌的混合物;所述增塑剂包括对苯二甲酸二辛酯增塑剂、己二酸酯类增塑剂、柠檬酸酯类增塑剂中的一种或多种;所述阻燃增塑剂包括磷酸三苯酯、磷酸三甲苯酯、磷酸甲苯二苯酯、磷酸二苯基2-辛酯、磷酸三(2-辛基)酯中的一种或多种混合物;所述降黏剂包括2,2,4-三甲基-1,3-戊二醇二异丁酸酯;所述相容改性剂包括氯乙烯-醋酸乙烯共聚树脂;所述聚酯纤维织物基材层为平纹结构,聚酯纤维线密度为600-1000dtex,织物克重为200-300g/m2;所述涂层复合材料的厚度为0.8-1.2mm,克重为800-1200g/m2。2.根据权利要求1所述的涂层复合材料,其特征在于,所述铝粉的粒径为20-60μm,片径与厚度的比例为(40:1)-(100:1);所述空心玻璃微珠的粒径为100-200μm;所述润湿剂为丙烯酸类润湿剂。3.根据权利要求1所述的涂层复合材料,其特征在于,所述其他助剂包括抗氧剂、紫外线吸收剂、色粉中的一种或多种。4.根据权利要求1所述的涂层复合材料,其特征在于,所述相容改性剂为氯乙烯-醋酸
乙烯共聚树脂。5.一种如权利要求1~4任一项所述的涂层复合材料的制备方法,其特征在于,包括如下步骤:s1:选取平纹结构聚酯纤维织物制成基材层;s2:称取阻燃pvc底涂层和阻燃pvc隔热层原料,分别制成糊浆料,再将阻燃pvc底涂层糊浆料涂覆于基材层两侧,然后将阻燃pvc隔热层糊浆料涂覆于阻燃pvc底涂层上,烘干形成pvc预涂层膜材,最后将pvc预涂层膜材进行表面平整性处理;s3:称取pvc高反射层原料制成糊浆料,将pvc高反射层糊浆料涂覆于平整性处理后的pvc预涂层膜材一侧,预塑化烘干;s4:称取红外反射隔热透明层原料制成涂层剂,将涂层剂涂覆于pvc高反射层上,高温塑化成型得涂层复合材料。6.权利要求5所述的制备方法,其特征在于,s2所述阻燃pvc底涂层的糊浆料的旋转粘度为1000-2000mpa
·
s;s2所述阻燃pvc隔热层的糊浆料的旋转粘度为1500-2500mpa
·
s;s3所述pvc高反射层的糊浆料的旋转粘度为1500-2500mpa
·
s;s4所述红外反射隔热透明层的涂层剂的旋转粘度为500-800mpa
·
s。7.权利要求5所述的制备方法,其特征在于,s2所述阻燃pvc底涂层糊浆料涂覆采用浸渍和胶轮轧车轧压的方式,在张力牵引下,将阻燃pvc底涂层糊浆料均匀涂覆于基材层的两侧表面,然后预塑化烘干,浸轧压力为0.5-0.8mpa,布面张力为800-1000n,速度为3-5m/min,烘干温度为130-150℃。8.根据权利要求5所述的制备方法,其特征在于,s2所述阻燃pvc隔热层糊浆料涂覆采用磁力涂层机进行,通过磨砂磁辊将阻燃pvc隔热层糊浆料涂覆在pvc底涂层糊浆料上,然后预塑化烘干,磁辊磁力为60-80%,布面张力800-1200n,烘干温度130-150℃,速度为5-7m/min。9.根据权利要求5所述的制备方法,其特征在于,s3所述pvc高反射层糊浆料涂覆采用立式辊涂设备进行圆网单面涂覆的方法,将pvc高反射层糊浆料单面涂覆到平整性处理后的pvc预涂层膜材一侧,再预塑化烘干,圆网网孔为40-80目,布面张力900-1500n,烘干温度130-150℃,速度为7-9m/min。10.根据权利要求5所述的制备方法,其特征在于,s4所述红外反射隔热透明层涂层剂采用立式辊涂设备进行圆网单面涂覆的方法,将红外反射隔热透明层涂层剂单面涂覆到pvc高反射层上,再高温塑化成型,圆网网孔为40-80目,布面张力1000-1800n,塑化成型温度170-190℃,塑化成型时间4-6min,速度为5-7m/min。
技术总结
本发明涉及一种涂层复合材料,具体涉及一种以聚氯乙烯和聚酯纤维基布为主要基材的具有高隔热和高剥离强度的涂层复合材料及其制备方法和应用,属于新材料技术领域,复合材料包括:聚酯纤维织物基材层,所述基材层两侧分别为涂覆面层和背层,所述背层由里向外包括阻燃PVC底涂层、阻燃PVC隔热层,所述涂覆面层由里向外包括阻燃PVC底涂层、阻燃PVC隔热层、PVC高反射层、红外反射隔热透明层,并采用特定的制备方法进行制备,涂层复合材料具有良好的隔热、高剥离强度和抗芯吸特性,其阻燃、耐候、抗紫外线性能优良。紫外线性能优良。紫外线性能优良。
技术研发人员:熊圣东 潘祥江 汪永伟 顾东东
受保护的技术使用者:宁波先锋新材料股份有限公司
技术研发日:2019.05.17
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。