1.本发明涉及多线切割装备领域,尤其涉及一种应用于多线切割装备的超声导轮装置。
背景技术:
2.石材、宝石、硅晶体、石英晶体、硬质合金等硬脆材料因其具有优良稳定的物理、化学特性在精密制造、航空航天、化工、电子、生物医学等领域得到了广泛的应用。这些领域对材料的加工精度的要求较高,一般的加工设备很难实现需要的精度。但是目前硬脆材料加工多采用圆盘锯、带锯、线锯等加工形式,加工困难、加工精度低、成本高、原材料浪费严重且很难加工形状复杂的工件。金刚石线锯虽然说能够加工出复制的曲面,但是其线锯绕过导轮,线锯张力不同,金刚石颗粒与基体容易脱落、加工性能下降、生产成本提高。
3.为了克服上述硬脆材料切割技术中的不足,在专利号为zl03133682.5,发明名称为《硬脆材料加工用的超声波线切割锯》的专利文献中,公开了一种超声波线切割锯通过曲柄连杆往复运动结构使超声振动金刚石线切割锯进行往复运动切割。超声振动辅助金刚石线锯作为近年来新出现的一种硬脆材料切片技术,已在切割单晶sic等超硬材料的试验中取得了良好的加工效果。相比于传统线锯,超声振动辅助金刚石线锯具有锯切力小、工件表面质量高、切片厚度小、切缝小等优势,在众多的新型锯切方式中最具有发展潜力,并且取得了较好的实验效果。
4.当前,超声辅助线切割机还是以单线为主,并且曲柄连杆机构往复的线速度不够均匀。以及存在金刚石线锯不是旋转切削,导致金刚石线锯单边磨损较快,影响超声振动金刚石线锯的切削效果。因此需要进一步改进来提高超声振动金刚石线切割锯的加工效率和加工精度。在已有的超声辅助多线切割专利中,搭建超声振动台使加工件产生超声振动,当工件与金刚石线锯接触时,即默认为线锯在超声辅助下切割工件。实验中线锯的振动频率和幅度难以保持一致,经常出现切片质量不均匀的情况,严重影响加工的质量效率。
技术实现要素:
5.为了克服现有超声振动线切割装置中存在的不足,提高超声振动金刚石线的均匀性和一致性,提升多线切割装置的加工效率和加工精度,有效提高线锯的使用寿命,而提供应用于多线切割装备的超声导轮装置。本发明通过超声振动导轮直接激励金刚线振动。通过“糖葫芦”式联合导轮使每根线对应一个“振源”,进而激励每根线发生振动,最大程度实现线锯张力和超声振动的一致性。且装置结构简单,金刚线张力变化稳定。本发明采用的技术手段如下:
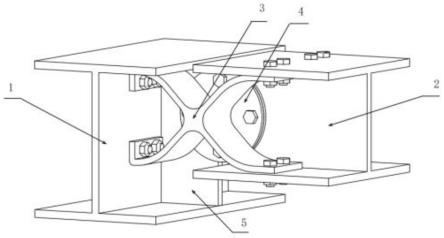
6.一种应用于多线切割装备的超声导轮装置,包括驱动滚筒、张紧线辊、支撑线辊、收线辊和放线辊,金刚石线锯逐次缠绕在驱动滚筒、支撑线辊和张紧线辊之间,形成平行设置的多排金刚石线锯组成的线网,所述收线辊连接在驱动滚筒上金刚石线锯的输入端,所述放线辊连接在驱动滚筒上金刚石线锯的输出端,还包括超声导轮结构,所述超声导轮结
构与线网中每一根金刚石线一一对应接触,以实现不同线锯张力和振动频率的一致性。
7.进一步地,所述放线辊用于在金刚石线锯张力较大时,配合支撑线辊和张紧线辊完成金刚石线锯合适松弛度的调整。
8.进一步地,所述收线辊用于当需要金刚石线锯处于更高的绷紧状态时,配合张紧线辊和支撑线辊完成金刚石线锯张紧程度的调整。
9.进一步地,在张紧线辊和支撑线辊之间还设有辅助线辊,辅助线辊用于通过改变其垂直于金刚石线网的方向的位置,进一步调节其中心与超声导轮组中心的相对位置,保持两中心连线与金刚石线锯运动方向平行。
10.进一步地,所述超声导轮结构的输入端包括超声波发生器、换能器、变幅杆,超声波发生器、换能器和变幅杆依次相连,变幅杆同超声导轮组接触,每个导轮相互独立,且由一个平板固定将其组合为超声导轮组。
11.本发明具有以下优点:
12.本发明中每个导轮与线网中每一根金刚石线一一对应接触,使之发生超声振动,以实现不同线锯张力和振动频率的一致性。通过直接改变超声波发生器的功率,进而粗调金刚石线的振动频率与振动幅值。通过改变金刚石线与导轮组的接触程度,实现金刚线振动幅值小范围内的微调。结合以上粗调和微调两种调节方式共同控制金刚石线的振动频率与振动幅值,从而满足金刚石多线锯切割加工时的工艺需求。
13.相比现有文献专利介绍的超声振台式线切割机以及单线式超声导轮线切割机,本发明控制也较为简单,通过所设计的多线切割超声导轮装置直接控制金刚石线网振动,提高了能量传递效率,降低能耗。并且本发明加工效率高,可同时超声振动金刚石线网切割位置,保证每根金刚石线锯的振幅及频率更加的均匀且一致。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
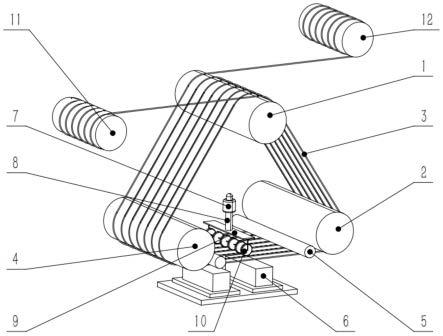
15.图1为本发明带有超声导轮装置的多线切割装备的工作示意图;
16.图中:1-驱动滚筒、2-张紧线辊、3-金刚石线锯、4-支撑线辊、5-辅助线辊、6-工件、7-超声波发生器、8-换能器、9-变幅杆、10-超声导轮组、11-放线辊、12-收线辊。
具体实施方式
17.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.如图1所示,本发明实施例公开了一种应用于多线切割装备的超声导轮装置,可有效提高超声振动金刚石线的均匀性和一致性,提升多线切割装置的加工效率和加工精度,并且极大提高线锯的使用寿命。具体包括驱动滚筒1、张紧线辊2、支撑线辊4、收线辊12和放
线辊11,金刚石线锯逐次缠绕在驱动滚筒、支撑线辊和张紧线辊之间,形成平行设置的多排金刚石线锯组成的线网,所述收线辊连接在驱动滚筒上金刚石线锯的输入端,所述放线辊连接在驱动滚筒上金刚石线锯的输出端,还包括超声导轮结构,所述超声导轮结构与线网中每一根金刚石线一一对应接触,以实现不同线锯张力和振动频率的一致性。
19.所述的驱动滚筒1属于动力装置,工作时做高速旋转运动,通过摩擦力的作用带动线锯运动,从而给予金刚石线锯3一定的线速度。进而可以通过改变驱动滚筒转速来控制金刚石线锯3的线速度。
20.所述放线辊用于在金刚石线锯张力较大时,配合支撑线辊和张紧线辊完成金刚石线锯合适松弛度的调整。所述收线辊用于当需要金刚石线锯处于更高的绷紧状态时,配合张紧线辊和支撑线辊完成金刚石线锯张紧程度的调整。
21.具体地,当金刚石线锯3张力较大时,通过放线辊11放线,支撑线辊4和张紧线辊2共同辅助,同时在驱动滚筒1的驱动下,完成一次完整的放线步骤,实现给金刚石线锯3合适的松弛度。同理,当需要金刚石线锯3处于更高的绷紧状态时,张紧线辊2开始工作,加快收线的速率,在张紧线辊2和支撑线辊4的辅助下,驱动滚筒1的快速驱动完成收线步骤,提高金刚石线锯3工作中的张紧程度。
22.作为优选的实施方式,在张紧线辊和支撑线辊之间还设有辅助线辊,本实施例中,辅助线辊5的数量为两个,在工作时辅助线辊5可以通过改变垂直于金刚石线网的方向的位置,进一步调节自身中心与超声导轮组10中心的相对位置,保持两中心连线与金刚石线锯3运动方向平行,起到限制垂直于金刚石线锯线速度方向的自由度,提高切割精度及质量。
23.本实施例中,所述超声导轮结构的输入端包括超声波发生器、换能器、变幅杆,所述超声波发生器7、换能器8、变幅杆9、超声导轮组10共同构成了超声振动系统所实现。超声波发生器7、换能器8、变幅杆9直接连接在一起。超声波发生器7下连接换能器8,换能器8下连接变幅杆9。变幅杆9同超声导轮组10接触,每个导轮相互独立,且由一个平板固定形成个整体组成超声导轮组10。变幅杆9和导轮组10是一个整体,变幅杆9将若干个导轮串联排列在一起形成一个超声导轮组10。换能器8将超声波发生器7产生的能量转换为机械能传递给变幅杆9,以机械振动的形式来实现超声振动。变幅杆9具有调节振动幅度的功能,可以改变换能器8所产生的振幅,提高振速比,以及提高效率。在实际生产过程中,超声波发生器7产生的能量由换能器8和变幅杆9传递给超声导轮组10,此时的超声导轮组10中的每个导轮皆具有超声振动的特性。
24.本发明中每个导轮与线网中每一根金刚石线一一对应接触,使之发生超声振动,以实现不同线锯张力和振动频率的一致性。通过直接改变超声波发生器7的功率,进而粗调金刚石线的振动频率与振动幅值。通过改变金刚石线锯3与超声导轮组10的接触程度,实现金刚石线锯3振动幅值小范围内的微调。结合以上粗调和微调两种调节方式共同控制金刚石线锯3的振动频率与振动幅值,从而满足金刚石多线锯3切割加工时的工艺需求。
25.本实施例具体工作流程如下:
26.步骤一:将所需切割工件6通过夹具置于进给工作台上,进给工作台可做沿垂直线网方向进行进给的进给运动,也可反向进行退刀运动。
27.步骤二:工件6跟随进给工作台沿垂直线网方向进给,使其与工件6合理、适当地接触。以张紧线辊2、支撑线辊4、放线辊11和收线辊12所共同构成的张紧系统控制金刚石线锯
的张紧程度,通过放线辊11放线,支撑线辊4和张紧线辊2共同辅助,同时在驱动滚筒1的驱动下,完成一次完整的放线步骤,实现给金刚石线锯3合适的松弛度。
28.步骤三:通过直接改变超声波发生器7的功率,进而粗调金刚石线的振动频率与振动幅值。通过改变金刚石线锯3与超声导轮组10的接触程度,实现金刚石线锯3振动幅值小范围内的微调。结合以上粗调和微调两种调节方式共同控制金刚石线锯3的振动频率与振动幅值,使超声导轮组10以合适的振动频率以及振幅与金刚石线锯3接触。从而满足金刚石多线锯3切割加工时的工艺需求。至此完成准备工作,打开线切割机,设定好切割工艺参数。动力装置驱动滚筒1做高速旋转运动,通过摩擦力的作用带动金刚石线锯3运动,给予金刚石线锯3一定的线速度,开始切割工件6。
29.步骤四:切割平台反向退刀,金刚石线网退出切割过程中形成的切缝,取出所切割工件6薄片,完成多线超声线锯切割工艺。以更高的切割效率,获得高表面质量、低翘曲度以及低平均厚度偏差的高加工精度工件6薄片。
30.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。