1.本实用新型涉及冲件打包设备技术领域,尤其是一种冲件整理打包装置。
背景技术:
2.在机械制造行业中,许多冲件零件需要按不同的厚度、以不同的顺序进行堆叠打包,现有冲件零件的打包方式只有一种人工打包方式。
3.现有的人工打包方式为:不同厚度的冲件零件进入不同的零件框,以人工数冲件零件数量的方式,将不通厚度的冲件零件按一定的规律进行堆叠摆放,之后再进行打包。由于人工数冲件零件数量难免会数错,造成打包出现错误,影响产品质量,造成退货,为企业造成损失。
技术实现要素:
4.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的冲件整理打包装置,从而实现冲件的自动化堆叠,尤其适用于不同厚度尺寸冲件按照预设要求进行堆叠,有效提高打包效率,并提升堆叠的准确性和可靠性。
5.本实用新型所采用的技术方案如下:
6.一种冲件整理打包装置,包括工作平台,所述工作平台上方转动安装有转台,转台顶面沿周向间隔安装有多个堆叠座;位于转台外部的工作平台上沿周向间隔安装有移载堆叠机构,随着转台的转动,移载堆叠机构向对应的堆叠座上堆叠冲件;位于转台外部的工作平台上还安装有打包机,由打包移载机构将堆叠座上堆叠的冲件整体移载至打包机上进行打包。
7.作为上述技术方案的进一步改进:
8.所述打包移载机构从相对的两侧将堆叠座上堆叠的冲件夹紧并向上托起后,移载至打包机上,由打包机对堆叠的冲件进行包裹打包。
9.还包括下料移载机构,下料移载机构通过水平和竖直方向的移动将打包机上打包好的冲件抓取移载下料至外侧的料框中。
10.所述冲件由振动盘进行排序并经直线振动送料器顺序输出,移载堆叠机构将直线振动送料器上的冲件移载堆叠至转台的堆叠座上。
11.所述冲件水平或是竖直排放于直线振动送料器上输出,移载堆叠机构包括有移载堆叠机构一和移载堆叠机构二两类,移载堆叠机构一将水平输出的冲件移载至堆叠座上,移载堆叠机构二将竖直状态的冲件翻转至水平后移载至堆叠座上。
12.单组移载堆叠机构由外部控制系统控制,单次向堆叠座上堆叠一片以上冲件;单类移载堆叠机构分别设置有一组以上。
13.所述移载堆叠机构一和移载堆叠机构二分别设置有吸盘组件一和吸盘组件二,吸盘组件一、吸盘组件二各自与外部真空系统连通,将冲件吸取或松开;所述移载堆叠机构一通过水平方向和竖直方向运动的相互配合,进行冲件的移载;所述移载堆叠机构二通过翻
转机构将吸取的冲件由竖直翻转至水平,而后通过水平方向、竖直方向的运动配合进行冲件的移载。
14.位于直线振动送料器端部与转台之间的工作平台上还安装有水平转动机构;所述水平转动机构与直线振动送料器衔接并容纳单个冲件,水平转动机构带动容纳的冲件在水平面内转动后,由移载堆叠机构一将该冲件移载至堆叠座上。
15.所述水平转动机构的结构为:包括安装于工作平台上的水平旋转气缸,水平旋转气缸朝上的输出端安装有转动座,转动座与直线振动送料器齐平,转动座上开设有与直线振动送料器相衔接并用于容纳冲件的型腔;位于水平旋转气缸外侧的工作平台上还安装有转动导向块,转动导向块上开设有内凹弧形结构的侧面,该侧面与转动座圆形外壁面相配贴合。
16.所述工作平台顶面的中部间隔安装有支承板,支承板顶面通过凸轮分割器转动安装有转台;所述直线振动送料器支承安装于支承板外侧的工作平台上,水平转动机构、移载堆叠机构一、移载堆叠机构二和打包移载机构支承安装于支承板上,振动盘通过支座支承于工作平台边缘或者通过地面上的支架支承于工作平台侧面外部。
17.本实用新型的有益效果如下:
18.本实用新型结构紧凑、合理,操作方便,通过移载堆叠机构向转台上的堆叠座上依次堆叠一个、两个或多个冲件,配合转台的间隔有序转动,从而实现冲件的顺次自动化堆叠,尤其适用于不同厚度尺寸冲件按照预设要求进行堆叠,即不同厚度的冲件按照预设不同顺序进行堆叠,通过自动化的方式替代了人工数数、堆叠作业,有效提高了打包效率,并提升、保证了堆叠的准确性和可靠性,实用性好;
19.本实用新型还包括如下优点:
20.通过振动盘、直线振动送料器实现相应冲件的有序依次输出上料,便于移载堆叠机构的移载堆叠,通过自动化的上料进一步助力于提升打包效率。
附图说明
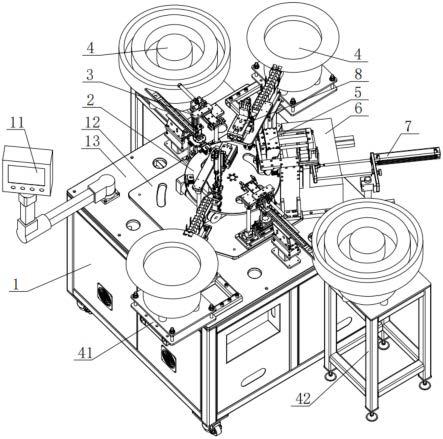
21.图1为本实用新型的结构示意图。
22.图2为本实用新型打包移载机构和下料移载机构的结构示意图。
23.图3为本实用新型打包夹爪气缸的夹取示意图。
24.图4为本实用新型移载堆叠机构一的结构示意图。
25.图5为本实用新型移载堆叠机构二的结构示意图。
26.其中:1、机架;2、转台;3、移载堆叠机构一;4、振动盘;5、打包移载机构;6、打包机;7、下料移载机构;8、移载堆叠机构二;10、冲件;
27.11、操作组件;12、支承板;13、工作平台;
28.21、堆叠座;211、限位板;212、定位板;213、底板;
29.41、支座;42、支架;43、直线振动送料器;
30.31、堆叠水平气缸一;32、堆叠平移板;33、堆叠升降气缸一;34、堆叠架一;35、吸盘组件一;36、转动座;37、转动导向块;38、水平旋转气缸;
31.51、打包架;52、打包平移板;53、打包水平气缸;54、打包升降板;55、打包夹爪气缸;56、打包升降气缸;551、夹板;552、延伸托板;
32.61、支梁;
33.71、下料水平气缸;72、下料架;73、下料升降气缸;74、下料平移板;75、下料夹爪气缸;76、下料升降板;
34.81、堆叠架二;82、笔形气缸;83、堆叠升降气缸二;84、堆叠水平气缸二;85、堆叠升降板;86、转动块;87、吸盘组件二;88、嵌板;891、转轴一;892、转轴二;893、转轴三。
具体实施方式
35.下面结合附图,说明本实用新型的具体实施方式。
36.如图1所示,本实施例的冲件整理打包装置,包括工作平台13,工作平台13上方转动安装有转台2,转台2顶面沿周向间隔安装有多个堆叠座21;位于转台2外部的工作平台13上沿周向间隔安装有移载堆叠机构,随着转台2的转动,移载堆叠机构向对应的堆叠座21上堆叠冲件10;位于转台2外部的工作平台13上还安装有打包机6,由打包移载机构5将堆叠座21上堆叠的冲件10整体移载至打包机6上进行打包。
37.通过移载堆叠机构向转台2上的堆叠座21上依次堆叠一个、两个或多个冲件10,配合转台2的间隔有序转动,从而实现冲件10的顺次自动化堆叠,尤其适用于不同厚度尺寸冲件10按照预设要求进行堆叠,即不同厚度的冲件10按照预设不同顺序进行堆叠。
38.打包移载机构5从相对的两侧将堆叠座21上堆叠的冲件10夹紧并向上托起后,移载至打包机6上,由打包机6对堆叠的冲件10进行包裹打包。
39.如图2所示,打包移载机构5的结构为:包括安装于工作平台13上的打包架51,打包架51上安装有打包水平气缸53,打包水平气缸53输出端安装有打包平移板52,打包平移板52上安装有打包升降气缸56,打包升降气缸56输出端通过打包升降板54安装打包夹爪气缸55,打包夹爪气缸55通过相向运动的夹爪将堆叠的冲件10夹持,进行移栽。
40.本实施例中,打包平移板52为倒置的u型结构,其内顶面与打包水平气缸53输出端安装,两竖直臂之间共同安装有打包升降气缸56,打包升降气缸56输出端朝上并按照有打包升降板54,打包升降板54端部的底面安装有打包夹爪气缸55,打包夹爪气缸55朝下的夹爪共同作用将堆叠的冲件10夹持;
41.其中,打包升降板54穿过u型结构,使得打包升降气缸56和打包夹爪气缸55位于打包平移板52的两侧,在实现夹持移载的同时,使得整体结构更加紧凑,整体体积小巧。
42.如图3所示,打包夹爪气缸55的同步相向或相背移动的夹爪上分别安装有夹板551,两个夹板551相向侧面的底边缘处均相向外凸形成延伸托板552;夹持时,夹板551位于堆叠的冲件10两侧同时延伸托板552位于最下方冲件10的底面,从而将堆叠的冲件10上托并夹持,使得冲件10堆叠后的移载稳定、可靠。
43.还包括下料移载机构7,下料移载机构7通过水平和竖直方向的移动将打包机6上打包好的冲件10抓取移载下料至外侧的料框中。
44.下料移载机构7的结构为:包括安装于工作平台13上的下料架72,下料架72上安装有下料水平气缸71,下料水平气缸71的输出端安装有下料平移板74,下料平移板74侧面安装有下料升降气缸73,下料升降气缸73输出端安装通过下料升降板76安装有下料夹爪气缸75,下料夹爪气缸75的夹爪将打包好的冲件10进行夹持并移载。
45.本实施例中,下料升降气缸73的输出端朝上,下料升降板76从上方跨过下料平移
板74,使得下料升降气缸73和下料夹爪气缸75分别位于下料平移板74的两侧,在实现夹持移载的同时,使得整体结构更加紧凑,整体体积小巧,并且助力于移载时运动距离的减小,进一步提升效率。
46.冲件10由振动盘4进行排序并经直线振动送料器43顺序输出,移载堆叠机构将直线振动送料器43上的冲件10移载堆叠至转台2的堆叠座21上。
47.通过振动盘4、直线振动送料器43实现相应冲件10的有序依次输出上料,便于移载堆叠机构的移载堆叠,通过自动化的上料进一步助力于提升打包效率。
48.冲件10水平或是竖直排放于直线振动送料器43上输出,移载堆叠机构包括有移载堆叠机构一3和移载堆叠机构二8两类,移载堆叠机构一3将水平输出的冲件10移载至堆叠座21上,移载堆叠机构二8将竖直状态的冲件10翻转至水平后移载至堆叠座21上。
49.单组移载堆叠机构由外部控制系统控制,单次向堆叠座21上堆叠一片以上冲件10;单类移载堆叠机构分别设置有一组以上。
50.移载堆叠机构一3和移载堆叠机构二8分别设置有吸盘组件一35和吸盘组件二87,吸盘组件一35、吸盘组件二87各自与外部真空系统连通,将冲件10吸取或松开;移载堆叠机构一3通过水平方向和竖直方向运动的相互配合,进行冲件10的移载;移载堆叠机构二8通过翻转机构将吸取的冲件10由竖直翻转至水平,而后通过水平方向、竖直方向的运动配合进行冲件10的移载。
51.如图4所示,移载堆叠机构一3的结构为:包括安装于工作平台13上的堆叠架一34,堆叠架一34上安装有堆叠水平气缸一31,堆叠水平气缸一31输出端安装有堆叠平移板32,堆叠平移板32底面安装有堆叠升降气缸一33,堆叠升降气缸一33朝下的输出端上安装有吸盘组件一35,吸盘组件一35与外部真空系统连通将冲件10吸取或松开。
52.位于直线振动送料器43端部与转台2之间的工作平台13上还安装有水平转动机构;水平转动机构与直线振动送料器43衔接并容纳单个冲件10,水平转动机构带动容纳的冲件10在水平面内转动后,由移载堆叠机构一3将该冲件10移载至堆叠座21上。
53.水平转动机构的结构为:包括安装于工作平台13上的水平旋转气缸38,水平旋转气缸38朝上的输出端安装有转动座36,转动座36与直线振动送料器43齐平,转动座36上开设有与直线振动送料器43相衔接并用于容纳冲件10的型腔;位于水平旋转气缸38外侧的工作平台13上还安装有转动导向块37,转动导向块37上开设有内凹弧形结构的侧面,该侧面与转动座36圆形外壁面相配贴合。
54.如图5所示,移载堆叠机构二8的结构为:包括安装于工作平台13上的堆叠架二81,堆叠架二81上安装有堆叠水平气缸二84,堆叠水平气缸二84输出端安装有堆叠升降气缸二83,堆叠升降气缸二83输出端上安装有竖向的堆叠升降板85,堆叠升降板85上通过翻转机构安装有吸盘组件二87,吸盘组件二87与外部真空系统连通将冲件10吸取或松开。
55.本实施例中,翻转机构的结构为:包括通过转轴二892转动安装于堆叠升降板85底端的转动块86,和通过转轴三893转动安装于堆叠升降板85顶端的笔形气缸82;转动块86侧面的中部垂直固定安装有嵌板88构成t型结构,笔形气缸82朝下的输出端通过转轴一891与嵌板88转动连接,转动块86的端部安装吸盘组件二87;转轴一891、转轴二892和吸盘组件二87分别位于由转动块86、嵌板88构成的t型结构的三个端部,转轴一891、转轴二892和转轴三893的轴向相互平行。
56.工作平台13顶面的中部间隔安装有支承板12,支承板12顶面通过凸轮分割器转动安装有转台2;直线振动送料器43支承安装于支承板12外侧的工作平台13上,水平转动机构、移载堆叠机构一3、移载堆叠机构二8和打包移载机构5支承安装于支承板12上,振动盘4通过支座41支承于工作平台13边缘或者通过地面上的支架42支承于工作平台13侧面外部;
57.具体为:水平转动机构中水平旋转气缸38、转动导向块37底面均安装于支承板12顶面,移载堆叠机构一3中堆叠架一34底面安装于支承板12顶面,移载堆叠机构二8中堆叠架二81底面安装于支承板12顶面,打包移载机构5中打包架51底面安装于支承板12顶面。
58.打包机6通过间隔平行设置的支梁61安装于工作平台13上。
59.通过在工作平台13和支承板12上进行各个机构的层次布设,使得装置整体更加紧凑合理,助力于减小机构之间动作时的相互影响,使得堆叠打包效果更好更稳定。
60.本实施例中,单片冲件10均为一边边缘设置有凹口的方形片状结构,堆叠座21上除了设置有支承冲件10的底板213之外,在底板213上还设置有与凹口相配的定位板212,底板213一端边缘还向上延伸有限位板211,从而实现冲件10在堆叠座21上的可靠稳定堆叠。
61.本实施例中,在工作平台13边缘处还设置有与外部控制系统相连通的操作组件11,操作组件11带有显示屏,便于对装置参数的设置,尤其是不同移载堆叠机构对相应冲件10堆叠次数的设置,便于满足不同使用需求,使用灵活性高。
62.本实施例中,工作平台13通过机架1支承于地面。
63.本实施例中,不同厚度冲件10可以根据实际情况放置到相应的振动盘4中,由直线振动送料器43进行水平或竖直的顺序输出。
64.本实施例中,打包机6为标准产品,其自动将放置于上方的冲件10进行包裹打包操作。
65.本实用新型的使用方式为:
66.将不同厚度不同类型的冲件10分别上料至不同振动盘4中,由相应的直线振动送料器43顺序输出;
67.转台2转动,使得堆叠座21与相应移载堆叠机构对齐,由移载堆叠机构根据控制系统的预设控制,将对应的直线振动送料器43上的冲件10移载堆叠至对齐的堆叠座21上;
68.单个移载堆叠机构可以根据需求,由控制系统的控制,单次堆叠移载一次、二次或是更多次,然后转台2再旋转至下一工位;
69.待堆叠座21上堆叠预设类型和数量的冲件10后,由转台2旋转至打包移载机构5处,由打包移载机构5将堆叠好的冲件10整体移载搬运至打包机6上,由打包机6进行打包,最后再由下料移载机构7将打包好的冲件10移载至外部料框中,从而完成冲件10的堆叠整理和打包工作。
70.本实用新型操作简单,使用方便,替代了人工数数、堆叠作业,有效提高了打包效率,并提升、保证了堆叠的准确性和可靠性,实用性好。
71.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。