1.本发明涉及一种视觉测量技术,尤其是一种二维图像处理或三维图形产生技术,具体地说是一种基于单目变焦视觉的大型筒框对接的同轴度测量方法。
背景技术:
2.在航空航天产品生产过程中,常有大型筒框对接的场景,是航空航天产品装配的重要步骤。国内现有筒框对接以操作人员手工作业为主,考虑到航空航天产品重量和尺寸较大,装配精度和效率要求较高,以手工作业为主的装填方式效率低、装填误差大、需要操作人员依据过往经验反复试装。
3.近年来,以激光测量和机器视觉为主的数字化测量方法已经逐步应用于航空航天产品的装配和质量检测过程,在一定程度上提高了产品装配质量和效率。但是由于航空航天产品的筒段件尺寸大:径向尺寸近2米、轴向尺寸20米左右,装配精度要求高:同轴度精度要求≤3mm,工作场景多变对测量设备要求较高,目前适用于多场景的大型筒框对接测量系统较少。现有的大型筒框对接方法中,面向同轴度的测量方法多为间接测量,通过筒体工装上的相对基准位置的位移,判断筒体相对导向装置轴线的同轴度。这种测量方法会引入筒体与工装间的装配误差,所以直接测量筒体与导向装置的同轴度的方法更优。
技术实现要素:
4.本发明旨在提供一种基于单目变焦视觉的大型筒框对接同轴度测量方法,其可有效提高航空航天产品装配过程中的位姿测量精度,尤其适用于大型筒框对接。
5.本发明的技术方案是:
6.一种基于单目变焦视觉的大型筒框对接同轴度测量方法,包括以下步骤:
7.s1:变焦相机调整至近焦端,采集筒体与框体图像,识别框体前端面内圆、后端面内圆和筒体前端面内圆特征,并解算框体前端面内圆、后端面内圆和筒体前端面内圆空间位姿;
8.s2:变焦相机调整至远焦端,采集筒体图像,识别筒体后端面内圆特征,并解算筒体后端面内圆空间位姿;
9.s3:拟合过渡框轴线;
10.s4:计算筒体前端面、后端面同轴度;
11.s5:测量完成后判断是否满足对接精度要求,如满足结束测量,否则调整筒体位姿后重新测量。
12.步骤s1和s2中的识别框体前端面内圆、后端面内圆和筒体前端面内圆特征,识别筒体后端面内圆特征按照以下流程进行:使用canny算法提取圆形特征边缘,然后使用改进zhang suen算法细化边缘,得到单一像素的边缘像素集e;根据像素集中连续线段的凸性,筛选出属于框体以及筒体端面圆边缘特征的弧段,得到像素集e
′
,其中筛选流程如下:
13.s2.1:像素集e
′
中包含若干连续弧段c1,c2,
…
,cn,以图像中心为原点建立在坐标
系,根据弧段中点位置所属象限将弧段分为四组,第i象限组弧段第ii象限组弧段第iii象限组弧段第iv象限组弧段其中n表示像素集e
′
共有n条弧段、j表示第i象限组共有j条弧段、k表示第ii象限组共有k条弧段、l表示第iii象限组共有l条弧段、m表示第iv象限组共有m条弧段,j k l m=n;
14.s2.2:每组挑选一个弧段组成新的像素集e
″
进行椭圆拟合;遍历每组每个弧段,得到j
×k×
l
×
m个椭圆,根据拟合椭圆长短轴尺寸进行粗筛选,保留尺寸满足要求的椭圆;尺寸满足要求的第i种组合像素集记为e
″i,拟合椭圆的边缘像素集记为ei,其中0≤i≤j
×k×
l
×
m;
15.s2.3:设像素(xi,yi)为像素集e
″i的像素,判断(xi,yi)属于像素集ei的个数记为ai,像素集e
″i所有像素点个数记为bi,值最大的椭圆即为椭圆边缘最贴合边缘弧段的椭圆,认为该椭圆为端面圆。
16.步骤s3和s4中的拟合过渡框轴线和计算筒体前端面、后端面同轴度所需的计算同轴度基准轴线,包括以下步骤:
17.s3.1:将筒体手动调姿并与框体对接,再将筒体轴向移动至测量时的固定距离;
18.s3.2:近焦端采集筒体前端面图像、远焦段采集筒体后端面图像,计算筒体前端面圆、后端面圆圆心位置;
19.s3.3:s3.1、s3.2步过程重复进行多次,计算多组端面圆圆心位置;
20.s3.4:分别计算到筒体前端面多个圆心距离之和最小的点,记为筒体前端面圆心基准;分别计算到筒体后端面多个圆心距离之和最小的点,记为筒体后端面圆心基准;具体为:转换为二维平面计算基准圆心;点p1,p2,
…
,p
10
即为取得10个圆心,它们坐标为(x1,y1),(x2,y2),
…
,(x
10
,y
10
),求解到这十点距离之和最小的点坐标。
21.步骤s4中计算同轴度包括如下步骤,设筒体一个端面的圆心到基准轴线的水平径向距离为xm、竖直径向距离为ym,到轴线端点轴向距离为zm;轴线端点即为基准轴与框体后端面的交点;根据轴线的空间位置和端面圆的空间位置求解xm、ym和zm;建立框体坐标系:o-xyz——相机坐标系;l0——同轴度计算基准轴线,(x0,y0,z0)——l0端点坐标,平移l0使端点和原点重合得直线l1;l2——与直线l0垂直且过点(x0,y0,z0)水平径向基准,平移l2使端点和原点重合得直线l3;α——l1在yoz平面投影与z夹角,β——l1与l1在yoz平面投影的夹角,γ——x旋转β(方向一致)后与l3的夹角;框体坐标系以轴线端点为坐标系原点,l0为z轴,l2为x轴;求解在框体坐标系下筒体端面圆圆心坐标,即[x
m y
m zm]
t
;设筒体该端面圆圆心在相机坐标系下坐标为[x y z]
t
,则
[0022]
附图说明
[0023]
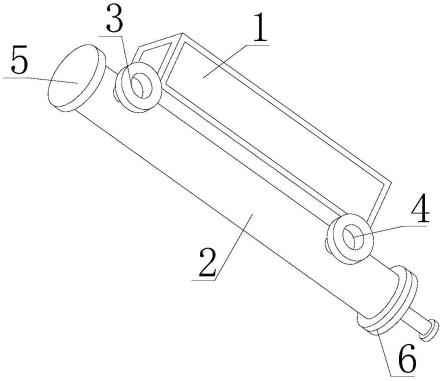
图1为实施本发明的系统的结构示意图;
[0024]
图2为本发明步骤s1和s2中涉及的各焦段图像筛选后所得边缘特征弧段的示意图;
[0025]
图3为本发明步骤s1和s2中涉及的面圆形特征拟合结果的示意图;
[0026]
图4为本发明步骤s3和s4中涉及的基准圆心求解的示意图;
[0027]
图5为本发明步骤s3和s4中涉及的框体坐标系的建立的示意图;
[0028]
图6为本发明流程示意图。
具体实施方式
[0029]
下面结合附图和具体实施例对本发明做进一步详细说明。
[0030]
一种基于单目变焦视觉的大型筒框对接同轴度测量方法,包括以下步骤:
[0031]
s1:变焦相机调整至近焦端,采集图像,识别框体前端面内圆、后端面内圆和筒体前端面内圆特征,并解算框体前端面内圆、后端面内圆和筒体前端面内圆空间位姿;
[0032]
s2:变焦相机调整至远焦端,采集图像,识别筒体后端面内圆特征,并解算筒体后端面内圆空间位姿;
[0033]
s3:拟合过渡框轴线;
[0034]
s4:计算筒体前端面、后端面同轴度;
[0035]
s5:测量完成后判断是否满足对接精度要求,如满足结束测量,否则调整筒体位姿后重新测量。
[0036]
所述步骤s1和s2中的识别圆特征按照以下流程进行:使用canny算法(canny j.a computational approach to edge detection[j].ieee transactions on pattern analysis and machine intelligence,1986,8(6):679-698)提取圆形特征边缘,如图2所示,然后使用改进zhang suen算法(牟少敏,杜海洋,苏平,查绪恒,陈光艺.一种改进的快速并行细化算法[j].微电子学与计算机,2013,30(01):53-55 60.doi:10.19304/j.cnki.issn1000-7180.2013.01.014.)细化边缘,得到单一像素的边缘像素集e。根据像素集中连续线段的凸性,筛选出可能属于框体以及筒体端面圆边缘特征的弧段,得到像素集e
′
,其中筛选流程如下:
[0037]
s2.1:像素集e
′
中包含若干连续弧段c1,c2,
…
,cn,以图像中心为原点建立在坐标系,根据弧段中点位置所属象限将弧段分为四组,第i象限组弧段第ii象限组弧段第iii象限组弧段第iv象限组弧段其中n表示像素集e
′
共有n条弧段、j表示第i象限组共有j条弧段、k表示第ii象限组共有k条弧段、l表示第iii象限组共有l条弧段、m表示第iv象限组共有m条弧段,j k l m=n。
[0038]
s2.2:每组挑选一个弧段组成新的像素集e
″
进行椭圆拟合。遍历每组每个弧段,得到j
×k×
l
×
m个椭圆,根据拟合椭圆长短轴尺寸进行粗筛选,保留尺寸满足要求的椭圆。尺寸满足要求的第i种组合像素集记为e
″i,拟合椭圆的边缘像素集记为ei,其中0≤i≤j
×k×
l
×
m。
[0039]
s2.3:设像素(xi,yi)为像素集e
″i的像素,判断(xi,yi)属于像素集ei的个数记为ai
,像素集e
″i所有像素点个数记为bi,值最大的椭圆即为椭圆边缘最贴合边缘弧段的椭圆,认为该椭圆为端面圆,如图3所示。
[0040]
所述步骤s3和s4中的拟合轴线和计算同轴度需要计算同轴度基准轴线,其特征在于包括以下步骤:
[0041]
s3.1:将筒体手动调姿并与框体对接,再将筒体轴向移动至测量时的固定距离。
[0042]
s3.2:近焦端采集筒体前端面图像、远焦段采集筒体后端面图像,计算筒体前端面圆、后端面圆位置。
[0043]
s3.3:s3.1、s3.2步过程重复进行多次,计算多组端面圆圆心位置。
[0044]
s3.4:分别计算,到前端面多个圆心距离之和最小的点,记为筒体前端面圆心基准;到后端面多个圆心距离之和最小的点,记为筒体后端面圆心基准。具体为:转换为二维平面计算基准圆心。点p1,p2,
…
,p
10
即为取得10个圆心,它们坐标为(x1,y1),(x2,y2),
…
,(x
10
,y
10
),求解到这十点距离之和最小的点坐标,如图4所示。
[0045]
所述步骤s4中计算同轴度需要计算同轴度,其特征在于设筒体一个端面的圆心到基准轴线的水平径向距离为xm、竖直径向距离为ym,到轴线端点轴向距离为zm。轴线端点即为基准轴与框体后端面的交点。根据轴线的空间位置和端面圆的空间位置求解xm、ym和zm。建立框体坐标系,如图5所示:o-xyz——相机坐标系;l0——同轴度计算基准轴线,(x0,y0,z0)——l0端点坐标,平移l0使端点和原点重合得直线l1;l2——与直线l0垂直且过点(x0,y0,z0)水平径向基准,平移l2使端点和原点重合得直线l3;α——l1在yoz平面投影与z夹角,β——l1与l1在yoz平面投影的夹角,γ——x旋转β(方向一致)后与l3的夹角。框体坐标系以轴线端点为坐标系原点,l0为z轴,l2为x轴。求解在框体坐标系下筒体端面圆圆心坐标,即[x
m y
m zm]
t
。设筒体该端面圆圆心在相机坐标系下坐标为[x y z]
t
,则
[0046][0047]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
[0048]
本发明未涉及部分与现有技术相同或可采用现有技术加以实现。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。