1.本发明涉及计算机辅助设计与制造技术领域,具体为基于动态规则的工时定额自动计算系统。
背景技术:
2.工时定额是指在正常和合理使用机械的条件下,完成单位合格产品所必需的工作时间,是企业生产管理工作的基础数据,工时定额的设定对企业的生产、设备使用状态、工作管理等方面都有着一定的影响,当前普遍采用的工时定额设定方法有:计算机查表法、人工普查法、数学模型法、神经网络法和混合法,而工时定额计算是运用时间定额标准采用分步法计算工序时间定额的一种方式。
3.现有的工时定额计算工具仅支持按照工序或典型工艺路线设定工时,无法根据实际工艺参数进行动态计算,并且当前现有的工时定额计算工具可维护性差、适用范围窄,无法适应不同行业的工时计算需求,计算过程比较粗糙,无法按照工步进行分步工时精细计算,计算过程不透明,不能有效地对进行过程进行检验及参数动态修正,并且当前的工时定额计算工具与其他系统对接困难,集成度低,使用不够方便。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了基于动态规则的工时定额自动计算系统,解决了现有工时定额计算工具无法根据实际工艺参数进行动态计算,可维护性较低、适用范围窄,以及无法按照工步进行分步工时精细计算,无法进行过程检验、参数动态修正和使用不够方便的问题。
6.(二)技术方案
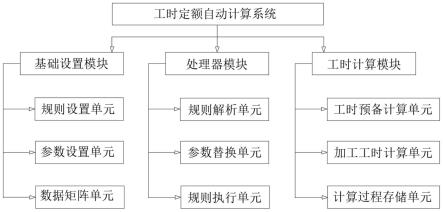
7.为实现以上目的,本发明通过以下技术方案予以实现:基于动态规则的工时定额自动计算系统,包括基础设置模块、处理器模块和工时计算模块,所述基础设置模块用于实现工时定额计算过程所需的规则、参数及数据矩阵的维护,所述处理器模块用于工时定额的计算逻辑分析及过程处理,所述工时计算模块用于处理工时数据的计算与存储。
8.优选的,所述基础设置模块包括规则设置单元、参数设置单元和数据矩阵单元,所述规则设置单元用于规则的新增、编辑与删除,所述参数设置单元用于对各类参数进行调整设置,所述数据矩阵单元用于批量录入工时定额查表中的二维矩阵数据。
9.优选的,所述处理器模块包括规则解析单元、参数替换单元和规则执行单元,所述规则解析单元用于负责实现规则队列的构建与排序,并按照排序结果逐条对规则进行解析运算,将运算结果更新至参数列表,所述参数替换单元用于对接规则解析得到的解析结果,并根据该结果及参数类型进行参数的替换运算,所述规则执行单元用于负责规则的推演,按照上一条规则解析结果,动态调整至下一条需要执行的规则,直至所有规则执行完毕并获取最终计算结果。
10.优选的,所述工时计算模块包括工时预备计算单元、加工工时计算单元和计算过程存储单元,所述工时预备计算单元以加工前的准备工时为计算对象,调用处理器模块进行自动计算,并预置应用集成接口可将计算结果输出,所述加工工时计算单元用于以加工过程的工时计算为对象,调用处理器模块进行自动计算,并预置应用集成接口可将计算结果输出,所述计算过程存储单元用于对计算过程生成的规则结果,中间过程参数等信息进行存储,便于用户查验核算,同时提供中间过程结果的修改功能,便于用户调整工时结果。
11.优选的,所述规则设置单元中的计算规则包括规则所属对象、序号、规则表达式、规则动态标识属性,所述参数设置单元处理的参数类型包括查表参数、连续参数、枚举参数,同时包括参数的最小值、最大值及可选值。
12.优选的,基于动态规则的工时定额自动计算方法,包括以下方法步骤:
13.s1、首先将工时定额自动计算系统作为一项工具系统嵌入到企业capp系统中,实现系统集成与连接,同时按照用户需求自行设定工时定额的初始数值;
14.s2、当用户在进行工艺编制作业时,工时定额自动计算系统自动运行,并实时从capp系统中获取加工数据信息,作为计算初始化的一部分条件,之后传输至工时计算模块中;
15.s3、当加工数据信息传输至工时计算模块中后,通过计算机可视化图标调用运算界面,采用人机交互的模式对系统进行干预调整,对工时进行精细核算及动态修正,实现工时定额的逐过程计算以及计算结果的累加与调整;
16.s4、当最终的计算结果确认后,工时定额计算系统自动将计算结果返回给capp系统,并填充到指定的文本域中,完成工时的自动计算。
17.优选的,所述s2步骤中,所述加工数据信息包括加工批量、零件材质、工序名称。
18.优选的,所述s2步骤中,所述工时计算模块采用动态规则计算方式,利用从外部系统直接获取的各项实际工艺参数自动进行计算。
19.(三)有益效果
20.本发明提供了基于动态规则的工时定额自动计算系统。具备以下有益效果:
21.1、本发明通过采用动态规则计算方式,区别于典型工艺路线的设定,所处理的数据信息可以为加工批量、零件材质或工序名称等,系统可以根据实际工艺参数自动进行计算,有效地提高了工艺设计人员的设计效率与工时制定的准确性,便于工艺设计人员进行工时的准确核算避免漏算或错算的发生。
22.2、本发明通过让企业根据自身需求去自行维护与调整系统,适用范围广,可应用于不同行业的工时定额的计算,可维护性高,有利于企业对工时定额标准做出精准、有效地调整与修改。
23.3、本发明通过分步骤逐过程计算,且计算参数及计算中间过程结果可干预调整,计算过程透明,可实现工时的精细核算及动态修正,有利于企业对加工成本进行精准核算并优化工艺。
24.4、本发明通过设置参数接口,可以与外部系统快速连接,支持从外部系统直接获取工时计算所需的各项工艺参数,集成度高,用户体验好,有利于企业进行生产排程优化产能,保证订单按时产出交付。
附图说明
25.图1为本发明的系统框架示意图;
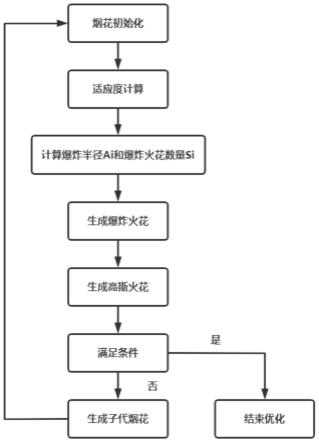
26.图2为本发明的处理器模块执行流程图;
27.图3为本发明的工时计算程序界面示意图。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.实施例一:
30.本技术提供了基于动态规则的工时定额自动计算系统。
31.根据本技术的一方面,该基于动态规则的工时定额自动计算系统,包括基础设置模块、处理器模块和工时计算模块,基础设置模块用于实现工时定额计算过程所需的规则、参数及数据矩阵的维护,处理器模块用于工时定额的计算逻辑分析及过程处理,工时计算模块用于处理工时数据的计算与存储。
32.通过让企业自行维护与调整系统,使整个系统的适用范围广,可在不同行业的工时定额的计算中得到有效运用,可维护性高,有利于企业对工时定额标准作出精准、有效地调整与修改。
33.基础设置模块包括规则设置单元、参数设置单元和数据矩阵单元,规则设置单元用于规则的新增、编辑与删除,参数设置单元用于对各类参数进行调整设置,数据矩阵单元用于批量录入工时定额查表中的二维矩阵数据。
34.处理器模块包括规则解析单元、参数替换单元和规则执行单元,规则解析单元用于负责实现规则队列的构建与排序,并按照排序结果逐条对规则进行解析运算,将运算结果更新至参数列表,参数替换单元用于对接规则解析得到的解析结果,并根据该结果及参数类型进行参数的替换运算,规则执行单元用于负责规则的推演,按照上一条规则解析结果,动态调整至下一条需要执行的规则,直至所有规则执行完毕并获取最终计算结果。
35.工时计算模块包括工时预备计算单元、加工工时计算单元和计算过程存储单元,工时预备计算单元以加工前的准备工时为计算对象,调用处理器模块进行自动计算,并预置应用集成接口可将计算结果输出,加工工时计算单元用于以加工过程的工时计算为对象,调用处理器模块进行自动计算,并预置应用集成接口可将计算结果输出,计算过程存储单元用于对计算过程生成的规则结果,中间过程参数等信息进行存储,便于用户查验核算,同时提供中间过程结果的修改功能,便于用户调整工时结果。
36.规则设置单元中的计算规则包括规则所属对象、序号、规则表达式、规则动态标识属性,参数设置单元处理的参数类型包括查表参数、连续参数、枚举参数,同时包括参数的最小值、最大值及可选值。
37.通过采用动态规则的计算方式,区别于典型工艺路线的设定,所处理的数据信息可以是加工批量、零件材质或工序名称等,使系统可以根据实际工艺参数自动进行计算,有效地提高了工艺设计人员的设计效率与工时制定的准确性。
38.根据本技术的另一方面,该基于动态规则的工时定额自动计算系统,使用基于动态规则的工时定额自动计算方法进行运作,包括以下方法步骤:
39.s1、首先将工时定额自动计算系统作为一项工具系统嵌入到企业capp系统中,实现系统集成与连接,同时按照用户需求自行设定工时定额的初始数值;
40.s2、当用户在进行工艺编制作业时,工时定额自动计算系统自动运行,并实时从capp系统中获取加工数据信息,作为计算初始化的一部分条件,之后传输至工时计算模块中;
41.s3、当加工数据信息传输至工时计算模块中后,通过计算机可视化图标调用运算界面,采用人机交互的模式对系统进行干预调整,对工时进行精细核算及动态修正,实现工时定额的逐过程计算以及计算结果的累加与调整;
42.s4、当最终的计算结果确认后,工时定额计算系统自动将计算结果返回给capp系统,并填充到指定的文本域中,完成工时的自动计算。
43.下面结合具体实施方式对本技术进一步介绍:
44.实施例二:
45.以国内某卷烟机械制造企业为例,该企业已具备计算机辅助工艺管理系统:capp、企业资源规划系统:erp,为提供工艺设计过程中工时定额制定的准确度并推广企业工时定额标准,应用了本技术中所提供的技术。
46.本技术应用实施场景分为两种:
47.设计辅助:
48.将工时定额自动计算系统与capp系统集成连接,使其成为一项工具系统嵌入到企业capp系统中,当企业内部在进行编制工艺或设计制造时,工时定额计算系统会实时从企业capp系统中获取加工批量、零件材质、工序名称等信息,作为计算初始化的一部分条件,而在系统界面上通过点击可视化图标,可以快速调用运算界面,采用人机交互的模式,对工时进行精细核算及动态修正。
49.当最终计算结果得到确认后,工时定额计算系统可以自动地将计算结果返回给去企业capp系统,并填充到指定的文本域中,完成整个工时定额的自动计算。
50.工具应用:
51.本技术作为一个单独的计算工具系统,可以独立运行,用户可在capp系统中通过菜单直接调用工时定额计算系统,自定义输入计算对象与参数,然后进行自动计算,支持从外部系统直接获取工时计算所需的各项工艺参数,集成度高,用户体验好,有利于企业进行生产排程优化产能,避免了在工艺编制过程中,工时定额的计算步骤繁琐、效率低、易出错等问题,便于工艺设计人员进行工时的准确核算避免漏算或错算的发生。
52.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。