1.本发明涉及半导体技术领域,具体涉及一种外延工艺的模拟方法。
背景技术:
2.深沟槽超级结器件是一种用途广泛的功率器件,其具有高电流密度、单位面积的导通电阻的特点,吸引了半导体工业各界的关注。
3.作为深沟槽超级结工艺过程至关重要的一步,超级结外延填充(sj-epi)的填充效果和浓度控制都会影响超级结器件的性能。随着深沟槽超级结的特征尺寸越来越小,对于其形成过程中的外延填充能力的要求也越来越高。
4.在填充深沟槽形成深沟槽超级结的过程中,填充过多或过少容易产生位错或缝隙缺陷,且填充过快容易造成提前封口,产生孔洞缺陷。然而,在现有工艺中,为了找到合适的填充条件,调整外延填充工艺的步骤复杂、效率较低,导致工艺调整的时间耗费较大、成本较高。
技术实现要素:
5.本发明解决的技术问题是,提供一种外延工艺的模拟方法,改善了深沟槽填充工艺的调整方式,简化了填充工艺的调整步骤,缩短了工艺调整时间,提升了工艺调整效率。
6.为解决上述技术问题,本发明的技术方案提供一种外延工艺的模拟方法,包括:获取待模拟外延工艺,所述待模拟外延工艺包括若干待模拟外延阶段,各待模拟外延阶段具有对应的初始外延时间速率关系模型;获取若干组外延工艺参数,各外延工艺参数包括外延速率和外延时间;根据至少一组外延工艺参数中的外延速率和外延时间对任一所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型;根据所述若干待模拟外延阶段对应的参考外延时间速率关系模型,获取所述待模拟外延工艺的模拟外延填充量。
7.可选的,获取若干组外延工艺参数中的外延速率的方法包括:提供衬底;在所述衬底上进行若干次预备外延工艺,各次预备外延工艺具有相应的外延工艺参数;获取各预备外延工艺的进行时间t和外延厚度h;根据进行时间t和外延厚度h获取各外延速率v=h/t。
8.可选的,所述衬底表面为平面。
9.可选的,获取所述外延速率的数量大于或等于4。
10.可选的,所述待模拟外延阶段包括单一速率外延工艺、阶梯速率外延工艺或渐变速率外延工艺。
11.可选的,当所述待模拟外延阶段为单一速率外延工艺时,所述待模拟外延阶段的外延速率恒定。
12.可选的,当所述待模拟外延阶段为单一速率外延工艺时,所述初始外延时间速率关系模型为r(t)=d,其中,r为外延速率,t为外延时间。
13.可选的,当所述待模拟外延阶段为阶梯速率外延工艺时,所述待模拟外延阶段包
括第一阶段和第二阶段,所述第一阶段的外延速率恒定,所述第二阶段的外延速率恒定,且所述第一阶段的外延速率大于第二阶段的外延速率。
14.可选的,所述第一阶段具有的对应的初始第一外延时间速率关系模型为r(t)=e(t0≤t<t1);所述第二阶段具有的对应的初始第二外延时间速率关系模型为r(t)=f(t1≤t<t2),其中,r为外延速率,t为外延时间。
15.可选的,当所述待模拟外延阶段为渐变速率外延工艺时,所述待模拟外延阶段的外延速率随着外延时间增加而增加或降低。
16.可选的,当所述待模拟外延阶段为渐变速率外延工艺时,所述初始外延时间速率关系模型为r(t)=a*t2 b*t c,其中,r为外延速率,t为外延时间。
17.可选的,当所述待模拟外延阶段为单一速率外延工艺时,根据至少一组外延工艺参数中的外延速率和外延时间对所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型。
18.可选的,当所述待模拟外延阶段为阶梯速率外延工艺时,根据至少一组外延工艺参数中的外延速率和外延时间对所述第一阶段的初始外延时间速率关系模型进行拟合,获取所述第一阶段对应的第一参考外延时间速率关系模型;根据至少一组外延工艺参数中的外延速率和外延时间对所述第二阶段的初始外延时间速率关系模型进行拟合,获取所述第二阶段对应的第二参考外延时间速率关系模型,所述第一参考外延时间速率关系模型和第二参考外延时间速率关系模型共同构成所述待模拟外延阶段对应的参考外延时间速率关系模型。
19.可选的,当所述待模拟外延阶段为渐变速率外延工艺时,根据至少三组外延工艺参数中的外延速率和外延时间对所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型。
20.可选的,获取所述待模拟外延工艺的模拟外延填充量的方法包括:对各所述待模拟外延阶段对应的参考外延时间速率关系模型分别进行积分处理,获取各所述待模拟外延阶段对应的模拟阶段填充量;将各模拟阶段填充量相加,获取所述待模拟外延工艺的模拟外延填充量。
21.可选的,还包括:对各外延速率进行归一化处理。
22.与现有技术相比,本发明实施例的技术方案具有以下有益效果:
23.本发明的技术方案提供的外延工艺的模拟方法中,获取了包括若干待模拟外延阶段的待模拟外延工艺,各待模拟外延阶段具有对应的初始外延时间速率关系模型;接着,通过获取若干组包括外延速率和外延时间的外延工艺参数,并据此对任一所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系;最后,根据所述若干待模拟外延阶段对应的参考外延时间速率关系模型,获取所述待模拟外延工艺的模拟外延填充量。由于获取的外延工艺参数能够对应于实际的外延工艺,因而,据此对任一所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型,从而完成了对实际的外延工艺的模拟。在获取所述待模拟外延工艺的模拟外延填充量后,所述模拟填充量可以模拟实际的外延工艺的填充情况,从而在此基础上调整工艺,设计出较优的外延工艺方法。因此,通过所述模拟方法能够更有针对性的调整工艺,通过理论计算的方式设计较优的工艺调整方式,
从而改善了实际工艺调整的效率和成本。
附图说明
24.图1是一种深沟槽填充工艺过程的结构示意图;
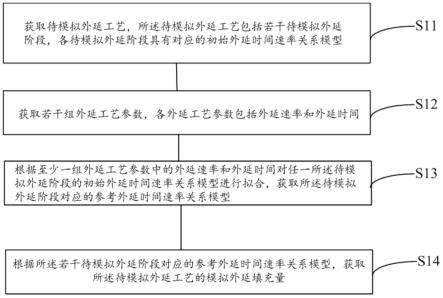
25.图2是本发明一实施例的外延工艺的模拟方法的流程图;
26.图3是本发明一实施例的待模拟外延阶段对应的初始外延时间速率关系模型示意图;
27.图4和图5是本发明一实施例中获取外延速率的过程的示意图;
28.图6是本发明一实施例中获取各待模拟外延阶段对应的参考外延时间速率关系模型的示意图;
29.图7为本发明另一实施例中获取各待模拟外延阶段对应的参考外延时间速率关系模型的示意图。
具体实施方式
30.如背景技术所述,在现有工艺中,为了找到合适的外延填充条件,调整外延填充工艺的步骤复杂、效率较低,导致工艺调整的时间耗费较大、成本较高。
31.图1是一种深沟槽填充工艺过程的结构示意图。
32.请参考图1,深沟槽填充工艺包括:在所述衬底100内形成深沟槽(未标示);在所述深沟槽内依次生长第一外延层101、第二外延层102以及第三外延层103,直至填充满深沟槽。然而,在现有的填充深沟槽的外延生长工艺中,深沟槽内的外延填充量、填充速率等都会影响最终的填充效果。为了避免孔洞、缝隙、位错等缺陷,通常需要反复调整外延生长的工艺参数,并对相应工艺参数下形成的外延层进行切片分析填充效果,才能据此进行下一步的工艺参数的调整。因此,通过这样的方式往往需要多次反复实验才能找到合适的填充条件,工艺调整的效率较低,时间成本较高。
33.为解决上述技术问题,本发明的技术方案提供一种外延工艺的模拟方法,首先获取了包括若干待模拟外延阶段的待模拟外延工艺,各待模拟外延阶段具有对应的初始外延时间速率关系模型;接着,通过获取若干组包括外延速率和外延时间的外延工艺参数,并据此对任一所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系;最后,根据所述若干待模拟外延阶段对应的参考外延时间速率关系模型,获取所述待模拟外延工艺的模拟外延填充量。由于获取的外延工艺参数能够对应于实际的外延工艺,因而,据此对任一所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型,从而完成了对实际的外延工艺的模拟。在获取所述待模拟外延工艺的模拟外延填充量后,所述模拟填充量可以模拟实际的外延工艺的填充情况,从而能够更有针对性的调整工艺,通过理论计算的方式设计较优的工艺调整方式,从而提升了实际工艺调整的效率、降低了成本。
34.为使本发明的上述目的、特征和有益效果能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
35.图2是本发明一实施例的外延工艺的模拟方法的流程图。
36.请参考图2,所述外延工艺的模拟方法包括:
37.步骤s11,获取待模拟外延工艺,所述待模拟外延工艺包括若干待模拟外延阶段,各待模拟外延阶段具有对应的初始外延时间速率关系模型;
38.步骤s12,获取若干组外延工艺参数,各外延工艺参数包括外延速率和外延时间;
39.步骤s13,根据至少一组外延工艺参数中的外延速率和外延时间对任一所述待模拟外延阶段的外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型;
40.步骤s14,根据所述若干待模拟外延阶段对应的参考外延时间速率关系模型,获取所述待模拟外延工艺的模拟外延填充量。
41.以下结合图3至图6,对所述外延工艺的模拟方法中的各步骤进行详细说明。
42.请结合图3参考步骤s11,获取待模拟外延工艺,所述待模拟外延工艺包括若干待模拟外延阶段,各待模拟外延阶段具有对应的初始外延时间速率关系模型,图3为本实施例中待模拟外延阶段对应的初始外延时间速率关系模型示意图。
43.在本实施例中,所述待模拟外延阶段包括单一速率外延工艺、阶梯速率外延工艺或渐变速率外延工艺。所述单一速率外延工艺、阶梯速率外延工艺或渐变速率外延工艺是实际生产中常用的深沟槽超级结外延填充工艺方法。
44.其中,各所述待模拟外延阶段对应于不同类型的初始外延时间速率关系模型,所述单一速率外延工艺、阶梯速率外延工艺或渐变速率外延工艺分别对应的初始外延时间速率关系模型如图3所示。
45.在本实施例中,当所述待模拟外延阶段为单一速率外延工艺时,所述待模拟外延阶段的外延速率恒定。具体的,所述初始外延时间速率关系模型为r(t)=d,其中,r为外延速率,t为外延时间。
46.在本实施例中,当所述待模拟外延阶段为阶梯速率外延工艺时,所述待模拟外延阶段包括第一阶段和第二阶段,所述第一阶段的外延速率恒定,所述第二阶段的外延速率恒定,且所述第一阶段的外延速率大于第二阶段的外延速率。
47.具体的,所述第一阶段具有的对应的初始第一外延时间速率关系模型为r(t)=e(t0≤t<t1);所述第二阶段具有的对应的初始第二外延时间速率关系模型为r(t)=f(t1≤t<t2),其中,r为外延速率,t为外延时间。因此,该待模拟外延阶段的外延速率在t1处发生突跃。
48.在本实施例中,当所述待模拟外延阶段为渐变速率外延工艺时,所述待模拟外延阶段的外延速率随着外延时间增加而降低。具体的,所述初始外延时间速率关系模型为r(t)=a*t2 b*t c,其中,r为外延速率,t为外延时间。因此,该待模拟外延阶段的外延速率随着外延时间的增加而发生渐变式衰减。
49.在另一实施例中,当所述待模拟外延阶段为渐变速率外延工艺时,所述待模拟外延阶段的外延速率随着外延时间增加而增加。
50.请结合4和图5参考步骤s12,获取若干组外延工艺参数,各外延工艺参数包括外延速率和外延时间。其中,图4和图5为本实施例中获取外延速率的过程的示意图。
51.在本实施例中,获取若干组外延工艺参数中的外延速率的方法包括:提供衬底200;在所述衬底200上进行若干次预备外延工艺,各次预备外延工艺具有相应的外延工艺
参数;获取各预备外延工艺的进行时间t和外延厚度h;根据进行时间t和外延厚度h获取各外延速率v=h/t。
52.在本实施例中,所述衬底200表面为平面。在所述衬底200上进行的各次预备外延工艺分别在相应的外延工艺参数下进行,且各外延工艺参数不同,因此,使各次预备外延工艺具有的外延速率不同,即,获取的各外延速率可以通过实际的外延工艺参数实现。
53.在本实施例中,各所述外延工艺参数中的外延时间根据相应的工艺设计需求分别设定。
54.在后续对外延工艺的模拟过程中,将各外延速率配合相应的外延时间,组成外延工艺参数,再结合各待模拟外延阶段具有的初始外延时间速率关系模型,获取所述待模拟外延阶段对应的参考外延时间速率关系模型。
55.在本实施例中,获取的不同外延速率的数据量越多,组成的不同外延工艺参数的数据量越多,从而能够对外延工艺进行更丰富的模拟,使参考外延时间速率关系模型的获取更灵活、准确。
56.在本实施例中,通过在所述衬底上进行6次预备外延工艺,各预备外延工艺分别具有不同的外延工艺参数,从而获得6个不同的外延速率。各预备外延工艺的外延厚度为相应形成的各外延层的厚度,各预备外延工艺的进行时间为相应的各外延层的形成时间。其中,各预备外延工艺的外延厚度均相同。
57.在其他实施例中,各预备外延工艺的外延厚度可以不同。此外,所述预备外延工艺的次数可以小于或大于6次,在此基础上,为了保证有足够的外延速率的数据量,所述外延速率的数量应大于或等于4。
58.请继续参考图4和图5,在本实施例中,通过在衬底200上依次进行各次所述预备外延工艺,获得不同的外延层,从而获取相应的外延速率。各次预备外延工艺可以记为预备外延工艺1、预备外延工艺2、预备外延工艺3、预备外延工艺4、预备外延工艺5以及预备外延工艺6,相应的,所形成的外延层分别记为第一外延层201、第二外延层202、第三外延层203、第四外延层204、第五外延层205以及第六外延层206。
59.在其他实施例中,可以在不同的衬底上分别进行各次预备外延工艺,从而获得相应的外延速率。
60.在本实施例中,在获取所述外延速率之后,还对各外延速率进行了归一化处理,便于进行后续的模型拟合。
61.请结合图6参考步骤s13,图6为本实施例中获取各待模拟外延阶段对应的参考外延时间速率关系模型的示意图。根据至少一组外延工艺参数中的外延速率和外延时间对任一所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型。
62.在本实施例中,通过选择若干组外延工艺参数,并结合相应类型的待模拟外延阶段,根据若干外延工艺参数中的外延速率和外延时间对待模拟外延阶段的初始外延时间速率关系模型进行拟合,从而获得各所述待模拟外延阶段对应的参考外延时间速率关系模型,各参考外延时间速率关系模型的组合构成了待模拟外延工艺的整体参考模型,进而完成了对实际的外延工艺的模拟。
63.具体的,在本实施例中,待模拟外延工艺包括第一待模拟外延阶段a和第二待模拟
外延阶段b。其中,第一待模拟外延阶段a为渐变速率外延工艺,其对应的外延时间速率关系模型为r(t)=a*t2 b*t c;第二待模拟外延阶段b为单一速率外延工艺,其对应的初始外延时间速率关系模型为r(t)=d,r为外延速率,t为外延时间。
64.获取各待模拟外延阶段对应的参考外延时间速率关系模型的具体方法如下所示。以获取第一待模拟外延阶段a对应的参考外延时间速率关系模型为例,通过选择3组外延工艺参数配合第一待模拟外延阶段a,其中,3组外延工艺参数中的外延速率分别为图5所示的预备外延工艺1、预备外延工艺2和预备外延工艺3的外延速率,三组外延工艺参数中相应的外延时间为设定值。接着,根据这三组外延工艺参数对第一待模拟外延阶段a的初始外延时间速率关系模型进行拟合,获得外延时间速率关系模型r(t)=a*t2 b*t c中系数a、系数b、系数c的实际数值a1、b1、c1,从而得到参考外延时间速率关系模型r(t)=a1*t2 b1*t c1。
65.同样的,通过选择2组外延工艺参数配合第二待模拟外延阶段b,其中,2组外延工艺参数中的外延速率均为图5所示的预备外延工艺4的外延速率,两组外延工艺参数中相应的外延时间为设定值。接着,根据这两组外延工艺参数对第二待模拟外延阶段b的初始外延时间速率关系模型进行拟合,获得外延时间速率关系模型r(t)=d中系数d的实际数值d1,从而得到参考外延时间速率关系模型r(t)=d1。上述第一待模拟外延阶段a和第二待模拟外延阶段b对应的参考外延时间速率关系模型的组合构成了待模拟外延工艺的整体参考模型,记为参考模型一。
66.在本实施例中,各待模拟外延阶段的起点和终点分别由外延工艺参数确定,而各外延工艺参数、初始外延时间速率关系模型均能够对应于实际的外延工艺方法,因此,能够通过实际的外延工艺具体实现本模拟方法中选择的待模拟外延阶段以及相应的外延工艺参数,即,各参考外延时间速率关系模型对应于实际的外延工艺方法,从而使本实施例中的外延工艺的模拟方法具有可实践价值。
67.接着,请继续结合图6参考步骤s14,根据所述若干待模拟外延阶段对应的参考外延时间速率关系模型,获取所述待模拟外延工艺的模拟外延填充量。
68.在本实施例中,获取所述待模拟外延工艺的模拟外延填充量的方法包括:对各所述待模拟外延阶段对应的参考外延时间速率关系模型分别进行积分处理,获取各所述待模拟外延阶段对应的模拟阶段填充量;将各模拟阶段填充量相加,获取所述待模拟外延工艺的模拟外延填充量。
69.具体的,所述第一待模拟外延阶段a对应的参考外延时间速率关系模型r(t)=a1*t2 b1*t c1,因此,第一待模拟外延阶段a对应的模拟阶段填充量所述第二待模拟外延阶段b对应的参考外延时间速率关系模型r(t)=d1,因此,第二待模拟外延阶段b对应的模拟阶段填充量其中,t
1p
为第一待模拟外延阶段a的终点,t
1e
为第二待模拟外延阶段b的终点。因此,所述待模拟外延工艺的模拟外延填充量k
f1
=k1 k2。
70.在本实施例中,由于各参考外延时间速率关系模型对应于实际的外延工艺方法,因此,通过对参考外延时间速率关系模型分别进行积分处理,最终获取的模拟填充量可以模拟实际的外延工艺的填充情况,所述模拟填充量可以指导后续的外延工艺调整方向。通过在此基础上调整外延工艺,可以设计出较优的外延工艺方法,并且通过实际的外延工艺
得以验证。因此,通过所述外延工艺的模拟方法能够更有针对性的调整工艺,通过理论计算的方式设计较优的工艺调整方案,从而提升了实际工艺调整的效率、降低了成本。
71.请在图6的基础上参考图7,图7为本发明另一实施例中获取各待模拟外延阶段对应的参考外延时间速率关系模型的示意图。
72.在本实施例中,可以通过多次获取不同的待模拟外延工艺以及相应的模拟外延填充量,使外延工艺的模拟方法有更多的灵活性和丰富度。
73.图7分别图示了三种不同的待模拟外延工艺对应的整体参考模型,分别记为参考模型一、参考模型二和参考模型三。
74.其中,所述参考模型一对应的各待模拟外延阶段、各外延工艺参数的选择以及模拟外延填充量的获取方法与图6所示的参考模型一相同,在此不再赘述。
75.在本实施例中,参考模型二对应的待模拟外延工艺包括两个待模拟外延阶段,分别为渐变速率外延工艺和单一速率外延工艺;通过选择若干组外延工艺参数,分别对相应的待模拟外延阶段的初始外延时间速率关系模型进行拟合,得到各待模拟外延阶段对应的参考外延时间速率关系模型;接着,对所述若干待模拟外延阶段对应的参考外延时间速率关系模型进行积分处理,获取各所述待模拟外延阶段对应的模拟阶段填充量,并加和得到所述待模拟外延工艺的模拟外延填充量。
76.在本实施例中,参考模型三对应的待模拟外延工艺包括一个待模拟外延阶段,为阶梯速率外延工艺,所述阶梯速率外延工艺包括第一阶段和第二阶段,所述第一阶段的外延速率恒定,所述第二阶段的外延速率恒定,且所述第一阶段的外延速率大于第二阶段的外延速率。通过选择若干组外延工艺参数,对第一阶段和第二阶段对应的初始第一外延时间速率关系模型和初始第二外延时间速率关系模型进行拟合,得到对应的参考外延时间速率关系模型;接着,对所述参考外延时间速率关系模型进行积分处理,获取所述待模拟外延工艺的模拟外延填充量。
77.在本实施例中,获取各待模拟外延阶段对应的参考外延时间速率关系模型的方法具体如下所述。
78.当所述待模拟外延阶段为单一速率外延工艺时,根据至少一组外延工艺参数中的外延速率和外延时间对所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型。
79.当所述待模拟外延阶段为阶梯速率外延工艺时,根据至少一组外延工艺参数中的外延速率和外延时间对所述第一阶段的初始第一外延时间速率关系模型进行拟合,获取所述第一阶段对应的第一参考外延时间速率关系模型;根据至少一组外延工艺参数中的外延速率和外延时间对所述第二阶段的初始第二外延时间速率关系模型进行拟合,获取所述第二阶段对应的第二参考外延时间速率关系模型,所述第一参考外延时间速率关系模型和第二参考外延时间速率关系模型共同构成所述待模拟外延阶段对应的参考外延时间速率关系模型。
80.当所述待模拟外延阶段为渐变速率外延工艺时,根据至少三组外延工艺参数中的外延速率和外延时间对所述待模拟外延阶段的初始外延时间速率关系模型进行拟合,获取所述待模拟外延阶段对应的参考外延时间速率关系模型。
81.在本实施例中,用于拟合各待模拟外延阶段的初始外延时间速率关系模型的外延
工艺参数均能够对应于实际的外延工艺,且各外延工艺参数中的外延速率均选自图5所示的各预备外延工艺中的外延速率。因此,所述参考模型一、参考模型二以及所述参考模型三均能够对应于实际的外延工艺。
82.在本实施例中,各待模拟外延阶段的起点和终点均由外延工艺参数确定。
83.在本实施例中,所述参考模型一、参考模型二以及所述参考模型三对应的模拟外延填充量分别记为第一模拟外延填充量k
f1
、第二模拟外延填充量k
f2
、以及第三模拟外延填充量k
f3
。在本实施例中,通过理论计算可得,第一模拟外延填充量k
f1
为67714,第二模拟外延填充量k
f2
为67447,第三模拟外延填充量k
f3
为67265,三者的数值接近。接着,通过实际作业实现了参考模型一、参考模型二以及参考模型三对应的外延工艺,在三种外延工艺下获得的深沟槽外延填充量也均接近。因此,证实了所述外延工艺的模拟方法能够较为有效地模拟实际深沟槽填充外延工艺中的外延填充情况。
84.在实际生产过程中,可以通过所述外延工艺的模拟方法获得相应的参考外延时间速率关系模型以及模拟外延填充量,以此指导外延工艺的调整和设计方向。具体的,当通过所述参考外延时间速率关系模型对应的实际外延工艺获得的实际外延填充量过小,则可以通过调整待模拟外延工艺中的各待模拟外延阶段,并选取不同的外延工艺参数对初始外延时间速率关系模型进行模拟,从而获取新的参考外延时间速率关系模型,以期获得更高的模拟外延填充量,并再次通过实际的外延工艺进行验证。同理,当通过所述参考外延时间速率关系模型对应的实际外延工艺获得的实际外延填充量过大,也可以通过类似的方法调整待模拟外延工艺,以期获得更低的模拟外延填充量。此外,也可以预先设定需要达到的模拟外延填充量,并据此调整待模拟外延工艺,获得合适的参考外延时间速率关系模型,并由此得到实际的外延工艺。
85.由此,所述外延工艺的模拟方法可以模拟实际的外延工艺的填充量、填充质量等情况,在此基础上调整工艺,可以设计出较优的外延工艺方法,并且通过实际的外延工艺得以验证。因此,通过所述外延工艺的模拟方法能够更有针对性的调整工艺,通过理论计算的方式设计较优的工艺调整方式,避免了重复实验并对结构切片观察的过程,从而提升了实际生产中深沟槽外延填充工艺调整的效率、大幅降低了成本。
86.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
