1.本发明涉及转子生产设备技术领域,尤其涉及一种转子端板高效自动化安装设备。
背景技术:
2.电机的转子包含有转子轴、固定在转子轴下端的铁芯、安装在转子轴上处于铁芯两端的两个端板,而转子在加工过程中两个端板是过盈配合插接在转子轴的两端,现有的电机转子的生产设备自动化程度不高,很多时候依旧需要人工参与完成两个端板的安装流程,从而极大的降低了转子的生产加工效率,不便于大型企业进行生产使用。
3.因此,有必要提供一种新的转子端板高效自动化安装设备解决上述技术问题。
技术实现要素:
4.为解决上述技术问题,本发明是提供一种的转子端板高效自动化安装设备。
5.本发明提供的一种转子端板高效自动化安装设备,包括:
6.机架;
7.端板轨道,固定在机架上,用于铁芯滑动;
8.第一装端盖装置,用于将端盖安装在转子轴的一端;
9.铁芯翻转装置,用于将铁芯翻转180度;
10.第二装端盖装置,用于将端盖安装在转子轴的另一端;
11.铁芯中转装置,以用于延长铁芯的输送时间;
12.换向器上料预压机械手,用以将换向器预压到转子轴上;
13.精压装置,用以将换向器压入到转子轴特定位置;以及,
14.卸料机械手,以用于将加工完成的转轴从端板轨道上取下;
15.所述第一装端盖装置、铁芯翻转装置、第二装端盖装置、铁芯中转装置、换向器上料预压机械手、精压装置和卸料机械手均安装在机架上,且第一装端盖装置、铁芯翻转装置、第二装端盖装置、铁芯中转装置、换向器上料预压机械手、精压装置和卸料机械手沿着端板轨道依次分布;
16.所述机架上安装有用于将铁芯沿着端板轨道输送的寸动装置。
17.优选的,所述第一装端盖装置和第二装端盖装置结构相同,所述第一装端盖装置包括设置在机架一侧的端盖振动盘,所述机架上位于端盖振动盘的端部设有用于定位端盖的定位装置,所述机架上安装有用于将来自定位装置的端板搬运到端板轨道上的搬运机械手。
18.优选的,所述定位装置包括固定在机架上的底座,所述底座的顶部设有用于容纳端盖的容纳槽,所述底座的顶部固定有一端呈v字型的角度定位块,且角度定位块呈v字型的一端设置在容纳槽内,所述底座上固定有定位气缸,所述定位气缸的输出端设置在容纳槽内与端板的安装孔配合。
19.优选的,所述搬运机械手包括固定在机架上的固定导轨,所述固定导轨的一端固定有y轴搬运气缸,所述y轴搬运气缸的输出轴安装有z轴搬运气缸,所述z轴搬运气缸的输出端固定有套筒形端盖板爪,所述套筒形端盖板爪的底部设有与端盖配合的卡槽,所述套筒形端盖板爪的侧壁设有用于避让角度定位块的避让槽。
20.优选的,所述铁芯翻转装置包括固定在机架上的z轴升降气缸,所述z 轴升降气缸的输出端固定有翻转电机,所述翻转电机的输出端固定连接有第一气动手指夹具,所述第一气动手指夹具的两个夹板上均设有与铁芯配合的限位部。
21.优选的,所述铁芯中转装置包括固定在机架上的用于夹持转子轴的第二气动手指夹具,且第二气动手指夹具位于端板轨道下方。
22.优选的,所述精压装置,包括固定在机架上的精压电动液压推杆,所述精压电动液压推杆的输出端安装有用于挤压换向器的筒状压头。
23.优选的,所述寸动装置包括y轴向滑动连接在机架上的y轴滑动架,所述y轴滑动架的顶部滑动连接有x轴滑动架,所述机架上固定有第一y轴输送气缸,所述第一y轴输送气缸的输出轴端部与y轴滑动架固定连接,所述 x轴滑动架上固定有用于定位铁芯的第一定位推送板,所述x轴滑动架上固定有第二y轴输送气缸,所述第二y轴输送气缸的输出轴固定有连接杆,所述连接杆的输出端固定有用于定位铁芯的第二定位推送板,所述y轴滑动架的一侧固定有第一x轴输送气缸,所述第一x轴输送气缸的伸出端与x轴滑动架的外壁固定。
24.优选的,所述第一定位推送板和第二定位推送板的一端设有与铁芯配合的圆弧槽,且两个圆弧槽半径不同,所述第二定位推送板和第一定位推送板上均设有与铁芯侧壁配合的定位部。
25.优选的,所述第二定位推送板与第一定位推送板滑动连接。
26.与相关技术相比较,本发明提供的转子端板高效自动化安装设备具有如下有益效果:
27.本发明可自动完成转子上的两个端板以及换向器的安装工作,能够完成两种尺寸端板以及两种尺寸换向器的组装工作,且尺寸切换过程快速高效,更便于企业生产使用,且整个安装过程中的上料、安装、翻转、下料工作均实现了自动化,整个设备自动化程度高,不需要人工进行参与操作,从而极大的提高了转子的生产效率,节省了人力,更便于企业进行生产使用。
附图说明
28.图1为本发明提供的整体结构示意图之一;
29.图2为本发明提供的整体结构示意图之二;
30.图3为本发明提供的第一装端盖装置结构示意图;
31.图4为本发明提供的d处放大图;
32.图5为本发明提供的搬运机械手结构示意图;
33.图6为本发明提供的卡槽位置结构示意图;
34.图7为本发明提供的铁芯翻转装置结构示意图之一;
35.图8为本发明提供的铁芯翻转装置结构示意图之二;
36.图9为本发明提供的限位部位置结构示意图;
37.图10为本发明提供的精压装置位置结构示意图;
38.图11为本发明提供的精压装置结构示意图;
39.图12为本发明提供的铁芯中转装置结构示意图;
40.图13为本发明提供的寸动装置结构示意图之一;
41.图14为本发明提供的寸动装置结构示意图之二;
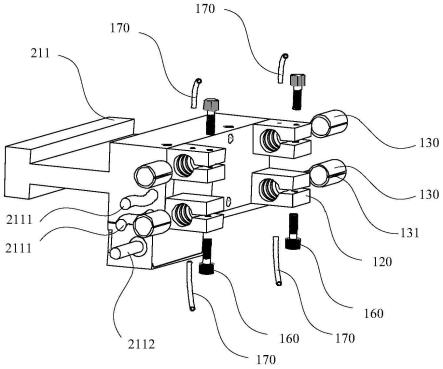
42.图15为本发明提供的f处放大图;
43.图16为本发明提供的定位部结构示意图。
44.1、机架;2、端板轨道;3、第一装端盖装置;31、端盖振动盘;32、定位装置;321、底座;322、角度定位块;323、定位气缸;33、搬运机械手; 331、固定导轨;332、y轴搬运气缸;333、z轴搬运气缸;334、套筒形端盖板爪;3341、卡槽;3342、避让槽;4、铁芯翻转装置;41、z轴升降气缸; 42、翻转电机;43、第一气动手指夹具;431、限位部;5、第二装端盖装置; 6、铁芯中转装置;61、第二气动手指夹具;7、换向器上料预压机械手;8、精压装置;81、精压电动液压推杆;82、筒状压头;9、卸料机械手;a、寸动装置;a1、y轴滑动架;a2、x轴滑动架;a3、第一y轴输送气缸;a4、第一定位推送板;a5、第二y轴输送气缸;a6、连接杆;a7、第二定位推送板;a8、第一x轴输送气缸;a、圆弧槽;b、定位部。
具体实施方式
45.实施例
46.在具体实施过程中,如图1、图2和图12所示,一种转子端板高效自动化安装设备,包括:
47.机架1;
48.端板轨道2,固定在机架1上,用于铁芯滑动;
49.第一装端盖装置3,用于将端盖安装在转子轴的一端;
50.铁芯翻转装置4,用于将铁芯翻转180度;
51.第二装端盖装置5,用于将端盖安装在转子轴的另一端;
52.铁芯中转装置6,以用于延长铁芯的输送时间;
53.换向器上料预压机械手7,用以将换向器预压到转子轴上;
54.精压装置8,用以将换向器压入到转子轴特定位置;以及,
55.卸料机械手9,以用于将加工完成的转轴从端板轨道2上取下;
56.所述第一装端盖装置3、铁芯翻转装置4、第二装端盖装置5、铁芯中转装置6、换向器上料预压机械手7、精压装置8和卸料机械手9均安装在机架 1上,且第一装端盖装置3、铁芯翻转装置4、第二装端盖装置5、铁芯中转装置6、换向器上料预压机械手7、精压装置8和卸料机械手9沿着端板轨道2 依次分布;
57.所述机架1上安装有用于将铁芯沿着端板轨道2输送的寸动装置a。
58.请参阅图1、图2、图3和图5,所述第一装端盖装置3和第二装端盖装置5结构相同,所述第一装端盖装置3包括设置在机架1一侧的端盖振动盘 31,所述机架1上位于端盖振动盘31的端部设有用于定位端盖的定位装置32,所述机架1上安装有用于将来自定位装置32的端板搬运到端板轨道2上的搬运机械手33。
59.能够自动完成转子轴上的两个端盖的安装工作,不需要采用人工进行安装,能够
完成两种尺寸端板以及两种尺寸换向器的组装工作,且尺寸切换过程快速高效,更便于企业生产使用,整个设备自动化程度高,可自动进行端盖的上料、端盖的安装以及安装后的转子轴的下料工作,提高了端盖安装的效率,更便于企业生产加工使用。
60.第一装端盖装置3、和第二装端盖装置5均采用端盖振动盘31进行端盖的上料工作,且在端盖振动盘的出料端配合安装上直振器进行端盖的输送工作。
61.请参阅图4,所述定位装置32包括固定在机架1上的底座321,所述底座 321的顶部设有用于容纳端盖的容纳槽,所述底座321的顶部固定有一端呈v 字型的角度定位块322,且角度定位块322呈v字型的一端设置在容纳槽内,所述底座321上固定有定位气缸323,所述定位气缸323的输出端设置在容纳槽内与端板的安装孔配合,通过定位装置32能够将端盖定位在端盖振动盘31 的端部,从而能够使得后续的端盖的夹取工作更为稳定的运行。
62.请参阅图5和图6,所述搬运机械手33包括固定在机架1上的固定导轨 331,所述固定导轨331的一端固定有y轴搬运气缸332,所述y轴搬运气缸 332的输出轴安装有z轴搬运气缸333,所述z轴搬运气缸333的输出端固定有套筒形端盖板爪334,所述套筒形端盖板爪334的底部设有与端盖配合的卡槽3341,所述套筒形端盖板爪334的侧壁设有用于避让角度定位块322的避让槽3342,能够自动将端盖振动盘31末端的端盖夹取装入到转子轴上。
63.请参阅图7、图8和图9,所述铁芯翻转装置4包括固定在机架1上的z 轴升降气缸41,所述z轴升降气缸41的输出端固定有翻转电机42,所述翻转电机42的输出端固定连接有第一气动手指夹具43,所述第一气动手指夹具43的两个夹板上均设有与铁芯配合的限位部431,能够自动完成转子轴的翻转工作,从而便于进行第二个端盖的安装工作。
64.请参阅图12,所述铁芯中转装置6包括固定在机架1上的用于夹持转子轴的第二气动手指夹具61,且第二气动手指夹具61位于端板轨道2下方,可对处于换向器安装工位和第二个端盖安装工位之间的转子轴进行定位工作,由于换向器安装工位好第二个端盖安装工作之间的间距较长,因而设置铁芯中转装置6可以使得此处的转子轴被稳定的固定住。
65.请参阅图10和图11,所述精压装置8,包括固定在机架1上的精压电动液压推杆81,所述精压电动液压推杆81的输出端安装有用于挤压换向器的筒状压头82,能够对安装的换向器进行进一步的精压工作,使得换向器被更牢固的安装在转子轴上。
66.请参阅图13和图14,所述寸动装置a包括y轴向滑动连接在机架1上的y轴滑动架a1,所述y轴滑动架a1的顶部滑动连接有x轴滑动架a2,所述机架1上固定有第一y轴输送气缸a3,所述第一y轴输送气缸a3的输出轴端部与y轴滑动架a1固定连接,所述x轴滑动架a2上固定有用于定位铁芯的第一定位推送板a4,所述x轴滑动架a2上固定有第二y轴输送气缸 a5,所述第二y轴输送气缸a5的输出轴固定有连接杆a6,所述连接杆a6 的输出端固定有用于定位铁芯的第二定位推送板a7,所述y轴滑动架a1的一侧固定有第一x轴输送气缸a8,所述第一x轴输送气缸a8的伸出端与x 轴滑动架a2的外壁固定。
67.寸动装置a用于完成端板轨道2上的铁芯的输送工作;
68.且通过设置上下两层可相对滑动的第一定位推送板a4、第二定位推送板 a7,可以完成两种不同型号的芯片的定位输送工作,且二者的切换快速,切换过程无需更换机械零件,个便于完成通用的两个型号的铁芯的输送定位工作。
69.请参阅图15和图16,所述第一定位推送板a4和第二定位推送板a7的一端设有与铁芯配合的圆弧槽a,且两个圆弧槽a半径不同,所述第二定位推送板a7和第一定位推送板a4
上均设有与铁芯侧壁配合的定位部b,能够便于更好的配合铁芯的外形完成转子轴和固定在转子轴上的铁芯的定位工作。
70.请参阅图14,所述第二定位推送板a7与第一定位推送板a4滑动连接,使二者能够进行转换工作。
71.工作原理:
72.使用时,通过端盖振动盘31进行端盖的振动上料工作,上料的端盖到达底座321上的容纳槽内侧后卡在角度定位块322上,且处于下方的定位气缸 323伸出,定位气缸323的伸出端插入到端盖的内侧,完成端盖的定位工作,而后y轴搬运气缸332驱动,将套筒形端盖板爪334移动至处于端盖的正上方位置处,而后z轴搬运气缸333工作伸出推动套筒形端盖板爪334插入在端盖的外侧,最终端盖过盈配合在套筒形端盖板爪334的内侧,再通过z轴搬运气缸333收缩,而后再次通过y轴搬运气缸332和z轴搬运气缸333的工作将端盖移动并插入在端板轨道2上方的转子轴上端,而端盖插入到转子轴外侧后,端盖与转子轴之间的摩擦力远大于端盖与套筒形端盖板爪334之间的摩擦力,从而使得套筒形端盖板爪334能够顺利的与端盖分离,完成第一个端盖与转子轴的连接工作;
73.随后通过驱动第一x轴输送气缸a8伸出,推动x轴滑动架a2滑动,从而带动第二定位推送板a4移动,通过第二定位推送板a4带动铁芯沿着端板轨道2移动至下一个工位,移动完成后第一y轴输送气缸a3收缩,拉动y 轴滑动架a1向远离端板轨道2移动,而后第一x轴输送气缸a8再次收缩,随后第一y轴输送气缸a3再次伸出,使得第二定位推送板a7再次卡在铁芯的外侧,且通过此流程的重复操作可进行铁芯的驱动移动工作,且在加工的转子轴铁芯规格改变时可以通过驱动第二y轴输送气缸a5伸出推动连接杆a6 移动,从而带动第二定位推送板a7滑动,将第一定位推送板a4露出,而后可以通过第一定位推送板a4进行端盖轴铁芯的卡位换位输送工作;
74.被输送至翻转工位的转子轴,通过第一气动手指夹具43夹紧,而后通过 z轴升降气缸41带动上升,随后通过翻转电机42带动进行翻转180度,紧接着再次通过z轴升降气缸41带动下降复位至端板轨道2上,随后驱动第一气动手指夹具43松开铁芯,完成翻转工作,随着再次通过寸动装置a工作将翻转后的转子轴输送至第二装端盖装置5处进行第二个端盖的安装工作,且第二个端盖的安装工作流程与第一个端盖的安装工作流程相同,安装完成后再次通过寸动装置a驱动转子轴沿着端板轨道2移动,当转子轴移动至铁芯中转装置6处时通过第二气动手指夹具61进行夹紧,夹紧后松开再次通过寸动装置a将转子轴输送至换向器上料预压机械手7处通过换向器上料预压机械手7进行换向器的预压安装工作,换向器安装在转子轴上后再次通过寸动装置a输送至精压装置8处通过驱动精压电动液压推杆81伸出使得筒状压头82对换向器进行精压工作,按压完成再次通过寸动装置a进行铁芯的输送工作,直至将铁芯输送至卸料机械手9处通过卸料机械手9进行完成加工工作的转子轴的下料工作。
75.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。