1.本发明涉及刨花板生产加工技术领域,具体为一种可饰面定向刨花板及其制备工艺。
背景技术:
2.刨花板是一种新型复合板材,刨花铺装成型时,定向刨花板的上下两个表层将拌胶刨花按其纤维方向纵行排列,而芯层刨花横向排列,组成三层结构板胚,进而热压制成定向刨花板。这种刨花板的形状要求长宽比较大,而厚度比普通刨花板的刨花略厚。定向铺装的方法有机械定向和静电定向。前者适用于大刨花定向铺装,后者适用于细小刨花定向铺装。定向刨花板的定向铺装使得其在某一方向具有较高强度的特点,常代替胶合板做结构材使用。
3.传统刨花板都是由上下两个表层和中间芯层热压制成,由于中间芯层是由木材刨花压制而成,在实际生产加工过程中,中间芯层在压制完成后容易发生一定的形变,导致翘曲度不符合标准,因此后续还需要长时间的冷压定型,不仅费时费力,同时还会影响生产加工进度。
4.为此,我们研发出了新的一种可饰面定向刨花板及其制备工艺。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种可饰面定向刨花板及其制备工艺,解决了由于中间芯层是由木材刨花压制而成,在实际生产加工过程中,中间芯层在压制完成后容易发生一定的形变,导致翘曲度不符合标准,因此后续还需要长时间的冷压定型,不仅费时费力,同时还会影响生产加工进度的问题。
7.(二)技术方案
8.为实现以上目的,本发明通过以下技术方案予以实现:一种可饰面定向刨花板,包括底层板、顶层板和中间芯层,所述中间芯层包括刨花层一、中层板和刨花层二;
9.所述中层板上开设有多组条形孔;
10.所述底层板、刨花层一、中层板、刨花层二和顶层板之间通过热压而成。
11.优选的,所述底层板、顶层板和中层板的厚度均为2-3mm。
12.优选的,所述刨花层一和刨花层二的厚度均为5-7mm。
13.优选的,多组所述条形孔在中层板上交错分布,在中层板上交错分布的多组条形孔既可以保证中层板的综合强度,同时也可以加强刨花层一和刨花层之间的连接强度,使得整个刨花板能够保持结构的稳定性和牢固性。
14.一种可饰面定向刨花板的制备工艺,包括以下具体步骤:
15.s1.利用旋切机将木段旋切成2-3mm厚的整片单板,去除带有树皮部分的板材,并将合格的部分分切为固定规格的单板,分别作为底层板、顶层板和中层板;
16.s2.将s1中分选出的边角废料利用刨花机刨出大小均匀的刨花,作为中间芯层原料备用;
17.s3.将上述单板及刨花进行干燥机在130-140℃温度下干燥,干燥完成后检测其含水率,含水率低于10%时取出;
18.s4.利用开孔机对中层板进行开孔,在中层板上开出多组交错分布的条形孔;
19.s5.对底层板表面进行涂胶,并利用三层铺装头进行刨花的铺装,并同步对刨花进行施胶,形成刨花层一,在刨花层一的顶部铺设中层板;
20.s6.对s5中制得的半成品板材进行预压,压力控制在3mpa,预压时间为1-2min;
21.s7.在中层板表面进行涂胶,并利用三层铺装头进行刨花的铺装,并同步对刨花进行施胶,形成刨花层二,在刨花层二的顶部铺设顶层板;
22.s8.将s7中制得的板材送入热压机内进行高温高压热压,在高温高压状态下热压40-50min;
23.s9.将热压成型后的刨花板取出,并送入辊压机,利用辊压机对尚未冷却的刨花板进行辊压矫形;
24.s10.对矫形完成后的刨花板进行锯切,即制得刨花板成品;
25.s11.抽取部分刨花板成品进行抽样质量检测。
26.优选的,所述s3物料在干燥机中的干燥时间控制在30-40min。
27.优选的,所述s5和s7中利用三层铺装头进行刨花铺装时,每相邻两层刨花之间分别为横向铺装和纵向铺装。
28.优选的,所述s8中热压机的温度控制在120-130℃,压力控制在6-6.4mpa。
29.优选的,所述s9中辊压机的两侧设置有多组散热风机。
30.通过上述技术方案,使得刨花板在矫形的过程中能够进行快速散热降温,使得刨花板能够在辊压机的辊压下冷却定型,既能实现矫形,同时也能保证平整度。
31.(三)有益效果
32.本发明提供了一种可饰面定向刨花板及其制备工艺。具备以下有益效果:
33.1、该可饰面定向刨花板及其制备工艺,通过设计分层式刨花层,并在两层刨花层之间设计中层板,既保证了刨花板的综合性能,同时也可以防止压制完成后的刨花板轻易发生形变,工作效率大大提高。
34.2、该可饰面定向刨花板及其制备工艺,通过采用简单的生产加工工艺,既便于刨花板的快速生产加工,同时也无需进行长时间的冷压定型,不仅省时省力,同时也保证了生产加工进度。
附图说明
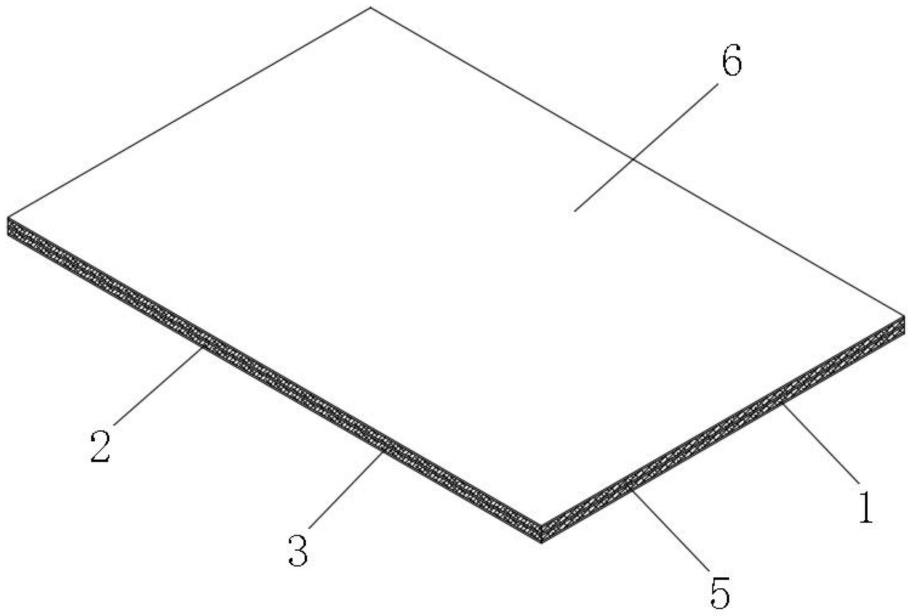
35.图1为本发明的立体结构示意图;
36.图2为本发明的主视图;
37.图3为本发明中层板的结构示意图。
38.其中,1、底层板;2、刨花层一;3、中层板;4、条形孔;5、刨花层二;6、顶层板。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.实施例一:
41.如图1-3所示,本发明实施例提供一种可饰面定向刨花板,包括底层板1、顶层板6和中间芯层,中间芯层包括刨花层一2、中层板3和刨花层二5,底底层板1、顶层板6和中层板3的厚度均为2-3mm;刨花层一2和刨花层二5的厚度均为5-7mm;
42.中层板3上开设有多组条形孔4,多组条形孔4在中层板3上交错分布;
43.底层板1、刨花层一2、中层板3、刨花层二5和顶层板6之间通过热压而成。
44.一种可饰面定向刨花板的制备工艺,包括以下具体步骤:
45.s101.利用旋切机将木段旋切成2-3mm厚的整片单板,去除带有树皮部分的板材,并将合格的部分分切为固定规格的单板,分别作为底层板1、顶层板6和中层板3;
46.s102.将s101中分选出的边角废料利用刨花机刨出大小均匀的刨花,作为中间芯层原料备用;
47.s103.将上述单板及刨花进行干燥机在130-140℃温度下干燥,干燥时间控制在30-40min,干燥完成后检测其含水率,含水率低于10%时取出;
48.s104.利用开孔机对中层板3进行开孔,在中层板3上开出多组交错分布的条形孔4;
49.s105.对底层板1表面进行涂胶,并利用三层铺装头进行刨花的铺装,每相邻两层刨花之间分别为横向铺装和纵向铺装,并同步对刨花进行施胶,形成刨花层一2,在刨花层一2的顶部铺设中层板3;
50.s106.对s105中制得的半成品板材进行预压,压力控制在3mpa,预压时间为1-2min;
51.s107.在中层板3表面进行涂胶,并利用三层铺装头进行刨花的铺装,每相邻两层刨花之间分别为横向铺装和纵向铺装,并同步对刨花进行施胶,形成刨花层二5,在刨花层二5的顶部铺设顶层板6;
52.s108.将s107中制得的板材送入热压机内进行高温高压热压,热压机的温度控制在120-130℃,压力控制在6-6.4mpa,热压40-50min;
53.s109.将热压成型后的刨花板取出,送入辊压机,利用辊压机对尚未冷却的刨花板进行辊压矫形,并在辊压机的两侧设置多组散热风机;
54.s110.对矫形完成后的刨花板进行锯切,即制得刨花板成品;
55.s111.抽取部分刨花板成品进行抽样质量检测。
56.实施例二:
57.本实施例提供一种可饰面定向刨花板的制备工艺,包括以下具体步骤:
58.s201.利用旋切机将木段旋切成2-3mm厚的整片单板,去除带有树皮部分的板材,并将合格的部分分切为固定规格的单板,分别作为底层板1、顶层板6和中层板3;
59.s202.将s201中分选出的边角废料利用刨花机刨出大小均匀的刨花,作为中间芯
层原料备用;
60.s203.将上述单板及刨花进行干燥机在130-140℃温度下干燥,干燥时间控制在30-40min,干燥完成后检测其含水率,含水率低于10%时取出;
61.s204.利用开孔机对中层板3进行开孔,在中层板3上开出多组交错分布的条形孔4;
62.s205.对底层板1表面进行涂胶,并利用三层铺装头进行刨花的铺装,每相邻两层刨花之间分别为横向铺装和纵向铺装,并同步对刨花进行施胶,形成刨花层一2,在刨花层一2的顶部铺设中层板3;
63.s206.在中层板3表面进行涂胶,并利用三层铺装头进行刨花的铺装,每相邻两层刨花之间分别为横向铺装和纵向铺装,并同步对刨花进行施胶,形成刨花层二5,在刨花层二5的顶部铺设顶层板6;
64.s207.对s206中制得的半成品板材进行预压,压力控制在3mpa,预压时间为1-2min;
65.s208.将s207中预压完成后的板材送入热压机内进行高温高压热压,热压机的温度控制在120-130℃,压力控制在6-6.4mpa,热压40-50min,;
66.s209.将热压成型后的刨花板取出,送入辊压机,利用辊压机对尚未冷却的刨花板进行辊压矫形,并在辊压机的两侧设置多组散热风机;
67.s210.对矫形完成后的刨花板进行锯切,即制得刨花板成品;
68.s211.抽取部分刨花板成品进行抽样质量检测。
69.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。