1.本发明属于二次电池技术领域,具体涉及一种全固态电池用正极及全固态电池。
背景技术:
2.全固态锂离子电池由于采用不可燃的固态快离子导体材料作为电解质,从而比液态锂离子电池具有更高的安全性。随着近几年的快速发展,目前常用的固态电解质有氧化物固态电解质、硫化物固态电解质、聚合物电解质及卤化物固态电解质等。其中卤化物电解质材料与高压正极稳定且材料偏软、易于成型加工,有望产业应用。然而大部分卤化物电解质对湿空气稳定性较差,在空气中容易吸水水解导致离子导急速衰减且产生腐蚀性酸,在电极制备及使用过程中腐蚀集流体,从而导致电极涂层与集流体接触变差,电极性能变差,限制了其大规模的生产应用能力。
技术实现要素:
3.针对现有技术存在的问题,本发明提供一种全固态电池用正极及全固态电池。本发明通过在含有卤化物固态电解质的正极活性物质层与集流体层之间增加导电耐酸腐蚀涂层,该导电耐酸腐蚀涂层在正极极片制备和使用过程中,可以有效抑制卤化物固态电解质吸水水解所产生的腐蚀性酸对集流体的腐蚀,并改善由此可能变差的电极性能,同时该电极无需在惰性气氛即可生产操作,简化工艺流程,降低生产成本。
4.本发明的技术方案如下:
5.一种全固态电池用正极,所述全固态电池用正极从上到下依次包括集流体层、导电耐酸腐蚀涂层和正极活性物质层;所述正极活性物质层含有卤化物固态电解质。
6.进一步地,所述导电耐酸腐蚀涂层为导电碳层、导电聚合物层、金层或银层。
7.进一步地,所述导电耐酸腐蚀涂层的厚度为0.01-10μm,优选0.01-3μm,由此,上述有限厚度的导电耐酸腐蚀涂层不仅能有效抑制酸性物质对集流体的腐蚀,同时又尽量减少厚度,降低成本。
8.进一步地,所述正极活性物质层的厚度为20-500μm,优选为50-250μm。按重量百分含量计,所述正极活性物质层包括卤化物固态电解质2-50%、正极活性材料50-98%、粘结剂0.5-10%。
9.具体的,所述卤化物固态电解质的化学式为liamxb,其中,m选自al、ga、in、sc、y、la系元素中的一种或多种,x选自f、cl、br中的一种或多种;0≤a≤10,1≤b≤13;优选地,m为in,x为cl;进一步优选地,所述卤化物固态电解质为li3incl6。在一些具体的实施例中,所述卤化物固态电解质在正极活性物质层的质量占比优选为10-30%,由此,在保证电极性能的前提下,减少卤化物固态电解质占比,降低生产成本,同时正极活性材料占比相应提高,进而提高电池能量密度。
10.上述卤化物固态电解质在含水环境中因逐渐吸水而形成具有较强酸性的结晶水化物liamxb*xh2o。
11.所述正极活性材料选自钴酸锂、磷酸铁锂、镍钴锰酸锂、富锂锰基材料中的一种或多种。在一些具体的实施例中,所述正极活性材料在正极活性物质层的质量占比优选为70-90%,由此,在保证电极性能的前提下,提高正极活性材料占比,进而提高电池能量密度。
12.所述粘结剂为在低极性溶剂中可分散的苯乙烯丁二烯、苯乙烯-丁二烯-苯乙烯嵌段共聚物、苯乙烯丙烯酸酯、丙烯酸酯、丁苯橡胶、丁腈橡胶、硅胶、聚偏氟乙烯、羧甲基纤维素钠中的至少一种,优选丁腈橡胶、苯乙烯丁二烯、苯乙烯-丁二烯-苯乙烯嵌段共聚物、丁苯橡胶;所述粘结剂也可以为聚四氟乙烯、聚丙烯或聚乙烯。
13.其中,所述正极活性材料无须额外的表面包覆,也可以经表面包覆层修饰。
14.在一些具体的实施例中,在所述正极活性材料的表面包裹有包覆层,所述包覆层包含氧化物,如tio2、al2o3、zro2、mno2、moo3、ceo2;磷酸盐,如fepo4、copo4、nipo4;氟化物,如gaf2、alf3、smf3;氧化物锂盐,如lialo2、lizro3、litio3、li4ti5o
12
、li3vo4、linipo4、linbo3;铝、碳材料、聚苯胺(pan)、聚丙烯腈-丁二烯(pab)中的一种或多种;所述包覆层的包覆量为所述正极活性材料的1-2wt.%。
15.进一步地,按重量百分含量计,所述正极活性物质层还包括导电剂0.5-10%,所述导电剂选自导电炭黑、碳纳米管、碳纳米纤维、乙炔黑、导电石墨、石墨烯中的一种或多种。
16.所述集流体层的材质为铝、不锈钢、钛或镍,优选铝。所述集流体的厚度为5-50μm,优选厚度为8-20μm,由此,保证其具有足够的强度,满足电极涂布要求。
17.本发明还提供一种上述的全固态电池用正极的制备方法。
18.具体地,全固态电池用正极可以通过将一定比例的正极活性材料、卤化物固态电解质、导电剂、粘结剂混合后,干法压制或喷涂在带有导电耐酸腐蚀涂层的集流体上、辊压制得。也可以通过将一定比例的正极活性材料、卤化物固态电解质、导电剂、粘结剂分散到溶剂中,所述溶剂为粘结剂的良溶剂,如低极性溶剂烷烃类、苯类或醚类,采用传统的湿法将所得浆料涂布于带有导电耐酸腐蚀涂层的集流体上,干燥、辊压制得。在一些具体的实施例中,所述干燥的温度为100-200℃,时间为8-16h;所述辊压后极片的压实密度>2.0g/cm3。由此,极片经干燥后可以除去残余溶剂及水分,吸水后的卤化物失水重新结晶,离子电导率重新恢复;极片经辊压后,正极活性涂层更加密实,增强活性材料、卤化物固态电解质自身及相互间的离子传输。
19.本发明还提供一种全固态电池,包括上述的全固态电池用正极。在一些具体的实施例中,所述全固态电池还包括固态电解质和负极,所述固态电解质选自卤化物、硫化物、氧化物、聚合物中的一种或多种;所述负极选自金属铟、金属锂、合金类、碳负极、锡基负极或纳米氧化物;所述固态电解质的厚度为10-200μm,由此,既有效隔开正、负极极片,保证电池不短路,又提供较好的离子传输通道;所述负极的厚度为5-200μm。
20.本发明的有益效果如下:
21.(1)本发明的导电耐酸腐蚀涂层具有耐酸腐蚀性,可以有效抑制在正极极片制备过程中卤化物吸水所产生的腐蚀性酸对集流体的腐蚀,同时吸水卤化物经高温干燥后离子导可以重新恢复,显著降低含有该正极的全固态电池的内阻,容量发挥更高,具有更优异的电化学性能。
22.(2)本发明的全固态电池用正极可以在露点低于-20℃的环境中制备,且制备及使用过程中无需惰性气氛保护,降低了生产成本、工艺简单,便于实际生产操作及产业化应
用。
23.(3)本发明的全固态电池制备过程中的匀浆、涂布、辊压、干燥等工艺流程及所使用设备与现在锂离子电池正极制备兼容。
附图说明
24.图1为本发明实施例1、实施例4、实施例5、对比例1所得全固态电池在0.1c倍率下进行充放电测试条件下首周的充放电曲线。
25.图2为本发明实施例1、实施例4、实施例5、对比例1所得全固态电池在进行充放电测试前的电化学阻抗曲线。
26.图3为本发明实施例1、实施例2、对比例1、对比例2所得全固态电池在0.1c倍率下进行充放电测试条件下首周的充放电曲线。
27.图4为本发明实施例1、实施例2、对比例1、对比例2所得全固态电池在进行充放电测试前的电化学阻抗曲线。
28.图5为本发明实施例1、实施例3、对比例1所得全固态电池在0.1c倍率下进行充放电测试条件下首周的充放电曲线。
29.图6为本发明实施例1、实施例3、对比例1所得全固态电池在进行充放电测试前的电化学阻抗曲线。
30.图7为本发明实施例6、实施例7、实施例8、对比例3所得全固态电池在0.1c倍率下进行充放电测试条件下首周的充放电曲线。
31.图8为本发明实施例6、实施例7、实施例8、对比例3所得全固态电池在进行充放电测试前的电化学阻抗曲线。
32.图9为本发明实施例9、实施例10、实施例11、对比例4所得全固态电池在0.1c倍率下进行充放电测试条件下首周的充放电曲线。
33.图10为本发明实施例9、实施例10、实施例11、对比例4所得全固态电池在进行充放电测试前的电化学阻抗曲线。
具体实施方式
34.以下实施例用于说明本发明,但不用来限制本发明的范围。如无特殊说明,以下实施例及对比例中的百分号%是指重量百分含量。
35.实施例1
36.本实施例提供一种全固态电池用正极,从上到下依次包括厚15μm的铝箔、厚2μm的导电碳层和厚160μm的正极活性物质层。
37.其中,正极活性物质层包括ncm622单68.6%、li3incl
6 29.4%、碳纳米纤维1%、丁苯橡胶1%。
38.上述全固态电池用正极的制备方法:在露点-30℃的环境中,将正极活性材料、卤化物固态电解质、导电剂、粘结剂按照相应比例分散到正庚烷中,通过调节正庚烷的加入量来调节浆料黏度,固含量在50%左右,采用传统湿法将浆料涂布在导电碳层上,将涂布后的极片在120℃下真空干燥10h,按2.4g/cm3的压实密度进行辊压压实。
39.本实施例的全固态电池的制备方法:
40.以金属薄铟片作为负极,电解质为li3incl6,取100毫克li3incl6放入横截面面积为0.785平方厘米的模具电池内胆中,以100兆帕的压强进行压片获得电解质层。随后,在电解质层一边加入正极极片,以300兆帕的压强进行第二次压片,把正极极片与电解质层压到一块。随后在电解质的另一边放入厚100μm的铟片作为负极层。整个过程完成后,把内胆放入模具电池中,压紧并拧紧螺丝进行密封,密封后即可获得全固态电池。
41.室温(25℃)下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.7v。
42.实施例2
43.本实施例的全固态电池用正极与实施例1的区别仅在于,在露点-20℃的环境中制备。
44.本实施例的全固态电池的制备方法与实施例1基本相同。
45.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.7v。
46.实施例3
47.本实施例的全固态电池用正极与实施例1的区别仅在于,导电碳层的厚度为0.5μm。
48.本实施例的全固态电池的制备方法与实施例1基本相同。
49.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.7v。
50.实施例4
51.本实施例的全固态电池用正极与实施例1的区别仅在于,导电耐酸腐蚀涂层为厚0.02μm的au层。
52.本实施例的全固态电池的制备方法与实施例1基本相同。
53.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.7v。
54.实施例5
55.本实施例的全固态电池用正极与实施例1的区别仅在于,导电耐酸腐蚀涂层为厚0.03μm的银层。
56.本实施例的全固态电池的制备方法与实施例1基本相同。
57.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.7v。
58.实施例6
59.本实施例提供一种全固态电池用正极,从上到下依次包括厚15μm的铝箔、厚2μm的导电碳层和厚180μm的正极活性物质层。
60.其中,正极活性物质层包括钴酸锂67.9%、li3incl
6 29.1%、碳纳米纤维1%、丁苯橡胶2%。
61.上述全固态电池用正极的制备方法:在露点-30℃的环境中,将正极活性材料、卤化物固态电解质、导电剂、粘结剂按照相应比例分散到二甲苯中,通过调节二甲苯的加入量来调节浆料黏度,固含量在60%左右,采用传统湿法将浆料涂布在导电碳层上,将涂布后的
极片在120℃下真空干燥10h,按2.8g/cm3的压实密度进行辊压压实。
62.本实施例的全固态电池的制备方法与实施例1基本相同。
63.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.6v。
64.实施例7
65.本实施例的全固态电池用正极与实施例6的区别仅在于,导电耐酸腐蚀涂层为厚0.02μm的金层。
66.本实施例的全固态电池的制备方法与实施例1基本相同。
67.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.6v。
68.实施例8
69.本实施例的全固态电池用正极与实施例6的区别仅在于,导电耐酸腐蚀涂层为厚0.03μm的银层。
70.本实施例的全固态电池的制备方法与实施例1基本相同。
71.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.6v。
72.实施例9
73.本实施例提供一种全固态电池用正极,从上到下依次包括厚15μm的铝箔、厚2μm的导电碳层和厚160μm的正极活性物质层。
74.其中,正极活性物质层包括富锂锰基材料(0.3li2mno3·
0.7lini
0.6
co
0.2
mn
0.2
o2,表面包覆1%含量的linbo3)68.25%、li3incl
6 29.25%、碳纳米纤维1%、苯乙烯-丁二烯-苯乙烯嵌段共聚物1.5%。
75.上述全固态电池用正极的制备方法:在露点-30℃的环境中,将正极活性材料、卤化物固态电解质、导电剂、粘结剂按照相应比例分散到二甲苯中,通过调节二甲苯的加入量来调节浆料黏度,固含量在55%左右,采用传统湿法将浆料涂布在导电碳层上,将涂布后的极片在120℃下真空干燥10h,按2.6g/cm3的压实密度进行辊压压实。
76.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.4-4.2v。
77.实施例10
78.本实施例的全固态电池用正极与实施例9的区别仅在于,导电耐酸腐蚀涂层为厚0.02μm的金层。
79.本实施例的全固态电池的制备方法与实施例1基本相同。
80.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.4-4.2v。
81.实施例11
82.本实施例的全固态电池用正极与实施例9的区别仅在于,导电耐酸腐蚀涂层为厚0.03μm的银层。
83.本实施例的全固态电池的制备方法与实施例1基本相同。
84.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测
试,截止电压为1.4-4.2v。
85.对比例1
86.本对比例的全固态电池用正极与实施例1的区别仅在于,在正极活性物质层与集流体之间无导电碳层。
87.本对比例的全固态电池的制备方法与实施例1基本相同。
88.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.7v。
89.对比例2
90.本对比例的全固态电池用正极与实施例2的区别仅在于,在正极活性物质层与集流体之间无导电碳层。
91.本对比例的全固态电池的制备方法与实施例1基本相同。
92.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.7v。
93.对比例3
94.本对比例的全固态电池用正极与实施例6的区别仅在于,在正极活性物质层与集流体之间无导电碳层。
95.本对比例的全固态电池的制备方法与实施例1基本相同。
96.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.9-3.6v。
97.对比例4
98.本对比例的全固态电池用正极与实施例9的区别仅在于,在正极活性物质层与集流体之间无导电碳层。
99.本对比例的全固态电池的制备方法与实施例1基本相同。
100.室温下对所得全固态电池充电前进行电化学阻抗数据及进行不同倍率充放电测试,截止电压为1.4-4.2v。
101.实施效果
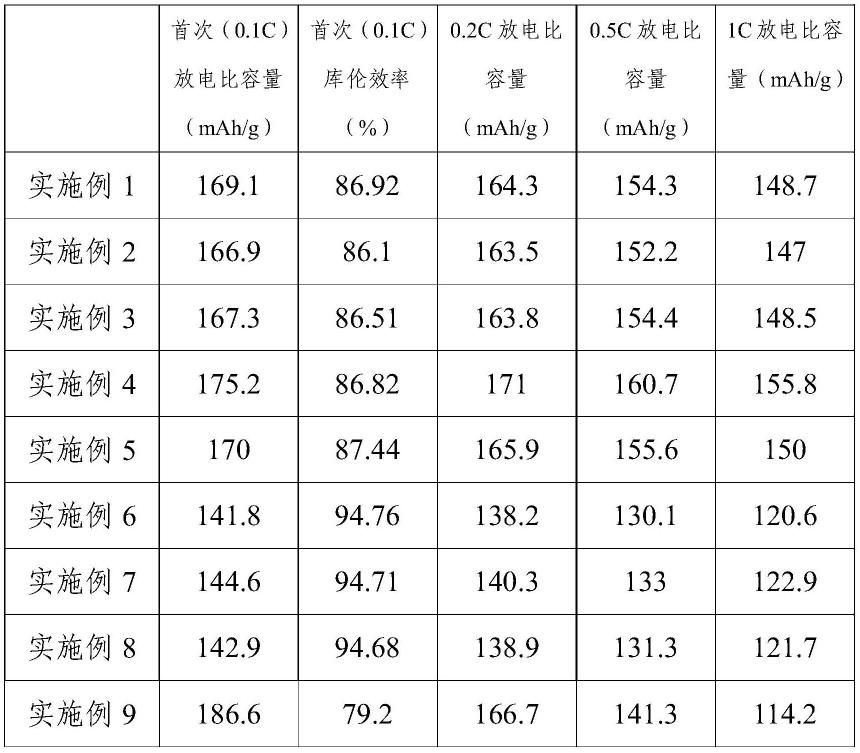
102.对实施例1-11、对比例1-4制得的全固态电池的首次放电比容量、首周库伦效率、0.2c放电比容量、0.5c放电比容量、1c放电比容量进行测试,结果见表1。
103.表1
[0104][0105][0106]
从表1、图1可以看出,实施例1(在正极活性物质层与集流体之间配置有导电碳层)、实施例4(在正极活性物质层与集流体之间配置有au层)、实施例5(在正极活性物质层与集流体之间配置有ag层)相比对比例1(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层)的电极首次放电容量及倍率性能有明显提升。
[0107]
从图2可以看出,实施例1(在正极活性物质层与集流体之间配置有导电碳层)、实施例4(在正极活性物质层与集流体之间配置有au层)、实施例5(在正极活性物质层与集流体之间配置有ag层)相比对比例1(在活性物质层与集流体之间未配置导电耐酸腐蚀涂层)
的电池内阻有明显的降低。
[0108]
从表1、图3可以看出,实施例2(在正极活性物质层与集流体之间配置有导电碳层,极片制备环境露点-20℃)相比实施例1(在正极活性物质层与集流体之间配置有导电碳层,极片制备环境露点-30℃)在极片制备环境湿度增大后电极首次放电容量及倍率性能没有明显变差。而对比例2(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层,极片制备环境露点-20℃)相比对比例1(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层,极片制备环境露点-30℃)在极片制备环境湿度增大后电极首次放电容量及倍率性能有明显的降低,说明在正极活性物质层与集流体之间配置导电耐酸腐蚀涂层可以有效抑制卤化物在环境中吸水产生的酸性物质对集流体的腐蚀,进而有效降低环境湿度对电极性能的影响。
[0109]
从图4可以看出,实施例2(在正极活性物质层与集流体之间配置有导电碳层,极片制备环境露点-20℃)相比实施例1(在正极活性物质层与集流体之间配置有导电碳层,极片制备环境露点-30℃)在极片制备环境湿度增大后电池内阻无明显变化。而对比例2(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层,极片制备环境露点-20℃)相比对比例1(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层,极片制备环境露点-30℃)在极片制备环境湿度增大后电池内阻有明显的增大。
[0110]
从表1、图5可以看出,实施例1(在正极活性物质层与集流体之间配置有导电碳层,导电碳层厚度为2μm)与实施例3(在正极活性物质层与集流体之间配置有导电碳层,导电碳层厚度为0.5μm)相比,在导电碳层从2μm降低到0.5μm后,电极首次放电容量及倍率性能未有明显变差,且相比对比例1(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层)的电极首次放电容量及倍率性能均有明显提升。
[0111]
从图6可以看出,实施例1(在正极活性物质层与集流体之间配置有导电碳层,导电碳层厚度为2μm)与实施例3(在正极活性物质层与集流体之间配置有导电碳层,导电碳层厚度为0.5μm)相比,在导电碳层从2μm降低到0.5μm后,电池内阻无明显增大,且相比对比例1(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层)的电池内阻均有明显的降低。
[0112]
从表1、图7可以看出,实施例6(在正极活性物质层与集流体之间配置有导电碳层)、实施例7(在正极活性物质层与集流体之间配置有au层)、实施例8(在正极活性物质层与集流体之间配置有ag层)相比对比例3(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层)的电极首次放电容量及倍率性能有明显提升。
[0113]
从图8可以看出,实施例6(在正极活性物质层与集流体之间配置有导电碳层)、实施例7(在正极活性物质层与集流体之间配置有au层)、实施例8(在正极活性物质层与集流体之间配置有ag层)相比对比例3(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层)的电池内阻有明显的降低。
[0114]
从表1、图9可以看出,实施例9(在正极活性物质层与集流体之间配置有导电碳层)、实施例10(在正极活性物质层与集流体之间配置有au层)、实施例11(在正极活性物质层与集流体之间配置有ag层)相比对比例4(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层)的电极首次放电容量及倍率性能有明显提升。
[0115]
从图10可以看出,实施例9(在正极活性物质层与集流体之间配置有导电碳层)、实施例10(在正极活性物质层与集流体之间配置有au层)、实施例11(在正极活性物质层与集
流体之间配置有ag层)相比对比例4(在正极活性物质层与集流体之间未配置导电耐酸腐蚀涂层)的电池内阻有明显的降低。
[0116]
虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。