1.本发明涉及故障报警技术领域,且更具体地涉及一种纸尿裤生产设备异常报警方法。
背景技术:
2.1936年由于战争的原因,物资紧张以及运输困难,第一批简陋的一次性纸尿裤在瑞典产生,它是由皱纹卫生纸作为纤维素填充料吸收尿液,自此以后纸尿裤的生产工艺就进入了一个新时代;目前国内婴儿纸尿裤市场还在发展中,中国每年有近2000万的婴儿产生,以及中国经济的快速增长和老百姓生活水平的提高,将进一步促进婴儿纸尿裤市场的迅速发展。
3.纸尿裤在日常生活中得到广泛应用,它的出现给一些家庭带来许多方便,看起来小小的一片纸尿裤,其生产过程却是相当复杂的,由于其工艺复杂,纸尿裤生产设备的生产维护注意事项也很多;为了保证高质量的生产效率,降低产品不良率,以及纸尿裤生产过程中设备的规范安全适应,保障工作人员的生命安全,对纸尿裤生产设备运行状态下进行异常检测有着无比重要的意义,只有及时发现纸尿裤生产设备在运行状态下出现的异常问题,才能尽早解决规避可能会发生的安全隐患,保障财产和生命安全。现有技术中纸尿裤生产设备生产过程中容易出现数据信息异常,报警能力滞后,纸尿裤生产设备异常报警差。
技术实现要素:
4.针对上述技术的不足,本发明公开一种纸尿裤生产设备异常报警方法,能够实现纸尿裤生产设备生产运行状态下的异常检测自动报警,报警自动化程度高,大大提高了纸尿裤生产设备生产运行状态下的异常检测能力。
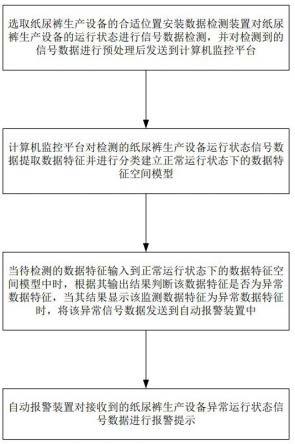
5.为了实现上述技术效果,本发明采用以下技术方案:一种纸尿裤生产设备异常报警方法,包括以下步骤:步骤一:选取纸尿裤生产设备的合适位置安装数据检测装置对纸尿裤生产设备的运行状态进行信号数据检测,并对检测到的信号数据进行预处理后发送到计算机监控平台;步骤二:计算机监控平台对检测的纸尿裤生产设备运行状态进行信号数据提取,对数据特征进行分类,并建立正常运行状态下的数据特征空间模型;步骤三:当待检测的数据特征输入到正常运行状态下的数据特征空间模型中时,根据输出结果,判断该数据特征是否为异常数据特征,当输出结果显示监测数据特征为异常数据特征时,将异常信号数据发送到自动报警装置中;步骤四:自动报警装置对接收到的纸尿裤生产设备异常运行状态信号数据进行报警提示。
6.在本发明的进一步技术方案中,所述纸尿裤生产设备由原料粉碎机、传输电机、高分子机、鼓风机、浆布切割机和高温消毒灭菌仪器组成,所述纸尿裤生产设备的位置为电机
旋转轴承处和热熔胶机封热轴处。
7.在本发明的进一步技术方案中,所述数据检测装置用于检测纸尿裤生产设备的运行状态,并将检测到的信号数据进行预处理后发送到计算机监控平台;所述数据检测装置包括数据采集模块、数据预处理模块和通信模块,所述数据采集模块通过传感器采集纸尿裤生产设备运行状态下的信号数据,其中信号数据包括正常运行状态电压、正常运行状态电流、正常运行状态功率、高温故障和漏电等信号数据,所述数据预处理模块对采集到的纸尿裤生产设备运行状态下的信号数据进行滤波、放大和模数转换,所述通信模块将预处理后的纸尿裤生产设备运行状态信号数据发送到计算机监控平台中。
8.在本发明的进一步技术方案中,所述计算机监控平台用于接收检测到的信号数据并进行分析处理,然后将分析结果发送到自动报警模块进行报警;所述计算机监控平台由中央处理模块、存储模块和通信模块组成,所述中央处理模块负责对接收到的检测信号进行特征提取、聚类建模和异常判断,所述存储模块负责对中央处理模块的运算数据进行存储备份,所述通信模块负责接收数据检测装置检测发送的纸尿裤生产设备运行状态下的信号数据,并将信号数据发送中央处理模块进行分析判断,异常数据输出到自动报警装置中。
9.在本发明的进一步技术方案中,所述中央处理模块采用扩展的动模式分解算法对经过滤波放大、转换后的纸尿裤生产设备运行信号进行特征向量的提取分析,所述扩展的动模式分解算法对纸尿裤生产设备运行状态下的信号数据特征提取流程如下:首先定义传感器采集到的纸尿裤生产设备运行状态下的连续信号数据集为u:(1)在公式(1)中, x1,x2,
…
,xk为采集到的信号数据在不同维度下的变量,其中k=1,2,
…
,m;在时间维度上定义2个连续的信号数据矩阵如下:(2)公式(2)中,x0,x1∈rn×m,通过公式(2)可以得到信号数据的观测矩阵函数y为:(3)公式(3)中,,通过信号数据的观测矩阵函数输出纸尿裤生产设备运行状态下的信号变化趋势,对信号数据的观测矩阵函数进行koopman算子运算提取信号数据的特征向量表达式如下:(4)公式(4)中,φ(xk)表示纸尿裤生产设备运行状态下信号数据中提取的特征向量。
10.在本发明的进一步技术方案中,所述中央处理模块采用正态分布模型对提取的信号数据特征向量聚类建立数据特征空间模型,首先构建纸尿裤生产设备运行状态下特征空间正态分布:
(5)公式(5)中,f(x)表示纸尿裤生产设备运行状态下特征空间正态分布,μ表示纸尿裤生产设备特征空间中φ(xk)所有特征向量的平均值,σ表示纸尿裤生产设备特征空间中φ(xk)所有特征向量的方差,此时采用3σ原理构建纸尿裤生产设备正常运行状态的特征空间分布,3σ基于纸尿裤生产设备特征空间符合正态分布的前提,计算正常运行状态下的特征向量φ落入区间[μ-3σ,μ 3σ]的概率为:(6)公式(6)得到纸尿裤生产设备正常运行状态下的特征空间分布区间为[μ-3σ,μ 3σ]。
[0011]
在本发明的进一步技术方案中,所述中央处理模块将待检测的数据特征输入到根据正常运行状态下的数据特征空间模型搭建的异常检测函数:(7)公式(7)中,当异常检测函数输出结果为0时表示该信号数据为正常状态,当输出结果为1时表示该信号数据为异常状态,φ(xk)表示纸尿裤生产设备运行状态下信号数据中提取的特征向量,与公式(4)中的φ(xk)表示相同含义。
[0012]
在本发明的进一步技术方案中,所述自动报警装置用于接收异常信号数据并进行报警提示,所述自动报警装置包括通信模块、主控模块和声光报警模块,所述通信模块用于接收计算机监控平台发送的异常信号数据,所述主控模块用于预设声光报警模块提示信号和控制声光报警模块进行报警,所述声光报警模块用于发出预设报警提示音和报警闪烁红光。
[0013]
本发明有益的积极效果在于:本发明通过对纸尿裤生产设备运行状态下的信号数据进行检测处理,提取特征后建立特征空间模型,将待检测的信号数据输入到特征空间模型中,判断该信号是否为异常信号,并通过自动报警模块进行报警,提高了纸尿裤生产设备运行状态的异常检测能力和报警能力。
附图说明
[0014]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图,其中:图1为本发明中一种纸尿裤生产设备异常报警方法流程示意图;图2为本发明中数据监测装置结构示意图;图3为本发明中信号放大电路原理图;图4为本发明中纸尿裤生产设备异常报警系统图;图5为本发明中比例电流波动情况示意图。
具体实施方式
[0015]
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的实施例仅用于说明和解释本发明,并不用于限定本发明。
[0016]
如图1所示,一种纸尿裤生产设备异常报警方法,包括以下步骤:步骤一:选取纸尿裤生产设备的合适位置安装数据检测装置对纸尿裤生产设备的运行状态进行信号数据检测,并对检测到的信号数据进行预处理后发送到计算机监控平台;在具体实施例中,如图2所示,数据检测装置包括电源模块、传感器模块、信号滤波模块、信号放大模块、模数(analog-to-digital,ad)转换模块和无线传输模块;所述电源模块的主要功能是为传感器模块、信号滤波模块、信号放大模块、ad转换模块和无线传输模块提供充足的电源,保障信号采集装置的正常运行;所述传感器模块的作用是采集卫生巾生产设备的振动信号;所述信号滤波模块的作用是对采集到的生产设备振动信号进行滤波去噪,还原生产设备运行状态下真实的振动信号;如图3所示,所述信号放大模块用来放大采集到的生产设备振动信号,经过降噪后的振动信号依然微小,所以需要进行信号放大调理,便于振动信号的特征向量提取;所述ad转换模块用于将放大调理后的振动信号模数转换成数字信号;所述无线传输模块用于完成信号采集装置和计算机之间的通信。
[0017]
在本发明的进一步技术方案中,所述纸尿裤生产设备由原料粉碎机、传输电机、高分子机、鼓风机、浆布切割机和高温消毒灭菌仪器组成,所述纸尿裤生产设备的位置为电机旋转轴承处和热熔胶机封热轴处。
[0018]
在具体实施例中,纸尿裤生产设备全过程可以分为四道工序:第一道工序的材料是木浆、高分子、卫生纸和热熔胶,主要生产设备有风机、回收机、胶机、粉碎机、成型鼓、平皮带和传送机构等;第二道工序的材料是面层无纺布、导流层无纺布、底膜无纺布和热熔胶,主要生产设备有风机、回收机、胶机、刀具、开卷机构、传动轴和平皮带等;第三道工序的材料是底膜、热熔胶、防漏隔边无纺布、左右腰贴和前腰贴等,主要生产设备有胶机、弧形刀、左右腰贴切刀、前腰贴切刀和尾刀等;第四道工序的材料是包装袋、包装箱和内膜袋,主要生产设备有排口、叶片、推叠机和三折。
[0019]
在本发明的进一步技术方案中,所述数据检测装置用于检测纸尿裤生产设备的运行状态,并将检测到的信号数据进行预处理后发送到计算机监控平台;所述数据检测装置包括数据采集模块、数据预处理模块和通信模块,所述数据采集模块通过传感器采集纸尿裤生产设备运行状态下的信号数据,其中信号数据包括正常运行状态电压、正常运行状态电流、正常运行状态功率、高温故障和漏电等信号数据,所述数据预处理模块对采集到的纸尿裤生产设备运行状态下的信号数据进行滤波、放大和模数转换,所述通信模块将预处理后的纸尿裤生产设备运行状态信号数据发送到计算机监控平台中。
[0020]
在具体实施例中,检测的信号数据为纸尿裤生产设备监测系统实时监测设备状态并回传的数值型数据,描述了纸尿裤生产设备在一定条件下的工作状态,所检测的信号数据一般具有以下特点:纬度高,不同设备数据为分析纸尿裤生产设备状态提供了不同的视角,即维度;数据量大,由于设备种类和数量繁多,每个设备的工况种类也很大,并且监测系统安装预设时间周期性回传数据,使得一定时间内累计大量的设备工况数据;数据类型负责,不同工况数据的表现形式不同,包含布尔量和模拟量等多种类型;采集周期不一致,由
于工况数据特点和用户关注度的不同,不同的设备设置的采集周期也不相同。
[0021]
步骤二:计算机监控平台对检测的纸尿裤生产设备运行状态进行信号数据提取,对数据特征进行分类,并建立正常运行状态下的数据特征空间模型;在具体实施例中,所述计算机监控平台用于接收检测到的信号数据并进行分析处理,然后将分析结果发送到自动报警模块进行报警;所述计算机监控平台由中央处理模块、存储模块和通信模块组成,所述中央处理模块负责对接收到的检测信号进行特征提取、聚类建模和异常判断,所述存储模块负责对中央处理模块的运算数据进行存储备份,所述通信模块负责接收数据检测装置检测发送的纸尿裤生产设备运行状态下的信号数据,并将信号数据发送中央处理模块进行分析判断,异常数据输出到自动报警装置中。
[0022]
在本发明的进一步技术方案中,所述中央处理模块采用扩展的动模式分解算法对经过滤波放大、转换后的纸尿裤生产设备运行信号进行特征向量的提取分析,所述扩展的动模式分解算法对纸尿裤生产设备运行状态下的信号数据特征提取流程如下:首先定义传感器采集到的纸尿裤生产设备运行状态下的连续信号数据集为u:(1)在公式(1)中, x1,x2,
…
,xk为采集到的信号数据在不同维度下的变量,其中k=1,2,
…
,m;在时间维度上定义2个连续的信号数据矩阵如下:(2)公式(2)中,x0,x1∈rn×m,通过公式(2)可以得到信号数据的观测矩阵函数y为:(3)公式(3)中,,通过信号数据的观测矩阵函数输出纸尿裤生产设备运行状态下的信号变化趋势,对信号数据的观测矩阵函数进行koopman算子运算提取信号数据的特征向量表达式如下:(4)公式(4)中,φ(xk)表示纸尿裤生产设备运行状态下信号数据中提取的特征向量。
[0023]
在具体实施例中,对信号的特征提取方法有多种,经验模式分解算法可以用于分析来自非线性系统的非平稳信号,但是对信号分解过程中容易出现模式分类混叠和端点效应等问题;集成经验模式分解算法通过随机在待分析信号中添加不同幅值的白噪声,可以改善模式混叠的问题,但是也会导致信号失真的情况;动模式分解算法结合了时刻降维和本征正交分解的优点,但对复杂含噪信号的分解能力有一定的欠缺,本发明提出了一种扩展的动模式分解算法,利用koopman算子特性,可以更为精确的提取出实时特征向量,更加容易集成到数据库中,便于下一步异常分类诊断;通过扩展的动模式分解算法可以获得纸尿裤生产设备实时运行状态的有效特征向量,这些特征向量主要有平均值、最大值、最小值、有效值、方根幅值、峭度、歪度、频率重心、频率方差、频率均方、频率均方根和频率标准
差,这12个向量可以代表纸尿裤生产设备运行状态下的不同情况,便于后续进行异常分类诊断。
[0024]
在本发明的进一步技术方案中,所述中央处理模块采用正态分布模型对提取的信号数据特征向量聚类建立数据特征空间模型,首先构建纸尿裤生产设备运行状态下特征空间正态分布:(5)公式(5)中,f(x)表示纸尿裤生产设备运行状态下特征空间正态分布,μ表示纸尿裤生产设备特征空间中φ(xk)所有特征向量的平均值,σ表示纸尿裤生产设备特征空间中φ(xk)所有特征向量的方差,此时采用3σ原理构建纸尿裤生产设备正常运行状态的特征空间分布,3σ基于纸尿裤生产设备特征空间符合正态分布的前提,计算正常运行状态下的特征向量φ落入区间[μ-3σ,μ 3σ]的概率为:(6)公式(6)得到纸尿裤生产设备正常运行状态下的特征空间分布区间为[μ-3σ,μ 3σ]。
[0025]
在具体实施例中,如图5所示,通过某工程机械制造企业监测系统回传的所有设备的比例电流波动数据情况可以看出,比例电流波动情况符合正态分布,大量的比例电流波动值集中在80~180之间,并且在实际工作情况中,比例电流波动太大或者波动太小但是非正常现象,因此基于统计的正态分布模型十分适用于纸尿裤生产中监测数据的异常检测。
[0026]
步骤三:当待检测的数据特征输入到正常运行状态下的数据特征空间模型中时,根据输出结果,判断该数据特征是否为异常数据特征,当输出结果显示监测数据特征为异常数据特征时,将异常信号数据发送到自动报警装置中;在本发明的进一步技术方案中,所述中央处理模块将待检测的数据特征输入到根据正常运行状态下的数据特征空间模型搭建的异常检测函数:(7)公式(7)中,当异常检测函数输出结果为0时表示该信号数据为正常状态,当输出结果为1时表示该信号数据为异常状态,φ(xk)表示纸尿裤生产设备运行状态下信号数据中提取的特征向量,与公式(4)中的φ(xk)表示相同含义。
[0027]
在具体实施例中,异常检测的目的在于检测挖掘用户最关注的异常和最有可能存在潜在故障的异常数据,异常检测分为两种情况,第一种是批量检测历史数据异常也就是对历史数据特征空间集的每一个特征点值进行异常检测,第二种是增量检测实时数据异常,也就是实时获取监测系统回传的工况数据,并计算其长度是否达到一个完整的检测区间长度,当达到时对其进行分割并提取特征值,由于新增的单个检测数据特征值不会影响整体的正常特征空间分布,可以采用上述异常判断方法对增量特征点值进行增量地异常检测。
[0028]
步骤四:自动报警装置对接收到的纸尿裤生产设备异常运行状态信号数据进行报警提示。
[0029]
在本发明的进一步技术方案中,所述自动报警装置用于接收异常信号数据并进行报警提示,所述自动报警装置包括通信模块、主控模块和声光报警模块,所述通信模块用于接收计算机监控平台发送的异常信号数据,所述主控模块用于预设声光报警模块提示信号和控制声光报警模块进行报警,所述声光报警模块用于发出预设报警提示音和报警闪烁红光。
[0030]
在具体实施例中,自动报警装置可以通过通信模块将接收到的信息经无线射频收发模块传输至主控模块,主控模块接收到该信息并将其传送至工厂现场的声光报警模块,用户不仅可以从现场声光报警模块中可以读取到发生故障的设备信息,当其不在现场时,还可以通过串口通信模块从手机或电脑中接收报警信息,以便及时进行维护,避免出现安全隐患;本发明中主控模块可以同时接收多个设备异常信号同时进行数据传输,实现对工厂内所有纸尿裤生产设备的整体监控,提高监控的准确性,保障安全稳定生产,节省人工成本。
[0031]
为了验证本发明的有效性,本实验于某纸尿裤生产加工厂内进行,根据现场实验测试记录,对传感器采集的台区数据进行分析,根据具体结果数据验证其性能;现场实验环境设置,台区变压设备额定功率为450v,传感器数据采集精度为94%,微机计算误差小于5%,无线传输速度为4.5mb/s;实验室计算机在安卓操作系统下,对纸尿裤生产加工厂的生产设备进行数据统计,并分别采用基于统计学的故障诊断方法(方法一)、主成分分析算法(方法二)和本方法对纸尿裤生产设备进行异常检测,得到异常检测准确率并汇总数据表,最终显示结果如表1所示:表1纸尿裤生产设备运行状态异常检测能力测试表异常检测方法检测信号数量/个准确率/%检测处理速度/s方法一1000个86.27t.25s方法二1000个92.85W.68s方法三1000个98.744.74s通过表1数据分析,方法一检测的纸尿裤生产设备运行状态信号为1000个,异常检测准确率为86.27%,检测处理速度为74.25s;方法二检测的纸尿裤生产设备运行状态信号为1000个,异常检测准确率为92.85%,检测处理速度为57.68s;方法三检测的纸尿裤生产设备运行状态信号为1000个,异常检测准确率为98.74%,检测处理速度为34.74s;通过数据显示在同样的环境下对相同的数据进行异常检测,本方法对纸尿裤生产设备运行状态的异常检测准确率更高,检测处理数据速度更快。
[0032]
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这些具体实施方式仅是举例说明,本领域的技术人员在不脱离本发明的原理和实质的情况下,可以对上述方法和细节进行各种省略、替换和改变。例如,合并上述方法步骤,从而按照实质相同的方法执行实质相同的功能以实现实质相同的结果则属于本发明的范围。因此,本发明的范围仅由所附权利要求书限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。