1.本发明属于建筑玻璃领域,涉及建筑光伏玻璃,尤其涉及光伏玻璃组件拼接的方法。
背景技术:
2.太阳光能是一种环保的而且是取之不尽的可再生的能源,太阳能光伏电池是一种对光有响应并能将光能转换成电能的器件。目前已知的能产生光伏效应的材料有许多种,如:单晶硅、多晶硅、非晶硅、碲化镉、砷化镓、铜铟镓硒等。
3.但是,基于目前光伏市场上的光伏玻璃组件的尺寸都会受到一定的限制,无法得到客户想要的面积较大的玻璃幕墙,因此必须进行拼接,但是在生产过程中很容易造成因光伏玻璃组件间的挤压、缝隙等,导致裂片和气泡等顽固的缺陷,急需一种适合工厂大批量生产的、良品率高的拼接结构和拼接方法。
技术实现要素:
4.本发明要解决的问题是在于提供光伏玻璃组件拼接的方法,解决了背景技术中的问题,通过设置填充层,有效解决了光伏玻璃组件拼接过程中产生的致命缺陷,如裂片、气泡等,大大提升了产品的良品率,且工艺简单,易于批量生产。
5.为解决上述技术问题,本发明采用的技术方案是:光伏玻璃组件拼接的方法,包括第一玻璃基板、光伏玻璃基板、第二玻璃基板,所述第一玻璃基板与光伏玻璃基板之间设置有第一中间层,所述光伏玻璃基板与第二玻璃基板之间设置有第二中间层;
6.所述光伏玻璃基板由n个光伏玻璃组件拼接而成,每两个相邻的所述光伏玻璃组件之间均设置有填充层,用于连接固定,n≥2,n为整数;
7.在相邻的所述光伏玻璃组件上表面设置连接层,连接和固定相邻的光伏玻璃组件,同时对相邻的光伏玻璃组件提供电连接。
8.进一步的,所述光伏玻璃组件靠近第一玻璃基板和/或第二玻璃基板的上、下边缘还分别设置有至少一个正极汇流带和负极汇流带,所述正极汇流带连接正极接线端子,所述负极汇流带连接负极接线端子,所述正极接线端子和负极接线端子共同外接笔试接线盒。
9.进一步的,所述正极汇流带和负极汇流带均为铜箔、铝箔、镀锡铜箔、镀锡铝箔、带有导电胶的镀锡铜箔或带有导电胶的镀锡铝箔,所述正极接线端子和负极接线端子均为铜箔、铝箔、镀锡铜箔或镀锡铝箔。
10.进一步的,所述正极汇流带和负极汇流带的下方均设置有绝缘层,所述绝缘层厚度为0.3mm~1.2mm,宽度10mm~20mm,长度d,正极汇流带与负极汇流带之间的距离≤d≤第一玻璃基板或第二玻璃基板宽度。
11.进一步的,所述绝缘层为绝缘胶带、绝缘胶或绝缘条带等片状绝缘材料。
12.进一步的,相邻的所述光伏玻璃组件的正极汇流带和负极汇流带的下方,还设置
有多层结构,连接层靠近第一玻璃基板的一侧分别为第一导电带和第二导电带;所述连接层为绝缘胶带、绝缘胶或绝缘条带等片状绝缘材料,所述的第一导电带和第二导电带为带有导电胶的镀锡铜箔或带有导电胶的镀锡铝箔等片状导电金属,所述第二导电带用于加固第一导电带。
13.进一步的,所述连接层的厚度为0.1mm~0.8mm,宽度为5mm~20mm,长度为10mm~50mm;所述第一导电带和第二导电带的规格均在以下范围内,其厚度为0.05mm~0.3mm,宽度3mm~10mm,所述第二导电带长度为20~80mm。
14.进一步的,所述光伏玻璃组件的光伏层材料为碲化镉或铜铟镓硒;所述第一中间层和第二中间层为pvb、sgp、eva、pu、pmma或pet,所述填充层为pvb、sgp、eva、pu、pmma或pet;填充层材料与第一中间层和第二中间层中的至少一层的材料类型相同。
15.进一步的,所述第一中间层和第二中间层使用同一种材料;第一中间层的厚度≥第二中间层的厚度,所述填充层的宽度为0.3mm~3mm,所述填充层厚度与第一玻璃基板和第二玻璃基板的面积成正比例设置,所述填充层的高度≥光伏玻璃组件的厚度。
16.光伏玻璃组件拼接的方法,包括以下步骤,
17.1)准备第一玻璃基板、第二玻璃基板、光伏玻璃组件、第一中间层、第二中间层;
18.2)将第二玻璃基板放置于工作台上;
19.3)在第二玻璃基板上放置第二中间层,铺平;
20.4)将光伏玻璃组件按顺序分别放置在第二中间层上,光伏玻璃组件的膜面向上,相邻光伏玻璃组件的间距控制在1~2mm,确认每一片光伏玻璃组件的正负极应一致或按工艺要求设置;
21.5)将第二中间层的材料切割成条状,形成填充层,并填充于相邻的光伏玻璃组件之间的缝隙中,形成填充层,轻轻移动光伏玻璃组件,压紧填充层,保证光伏玻璃组件整体居中形成光伏玻璃基板;可利用热风机或热风枪对填充层进行加热,温度控制在100~200℃之间,吹风时间30s以内,起到固定作用即可;
22.6)在正极汇流带和负极汇流带的下方设置绝缘层;
23.7)在相邻的光伏玻璃组件上表面设置连接层;
24.8)在光伏玻璃组件的至少一侧设置第一导电带,所述的第一导电带位于连接层和光伏玻璃组件以及绝缘层之上;
25.9)在第一导电带和第二导电带位于拼缝处设置第二导电带,第二导电带与第一导电带对齐设置;
26.10)按步骤8~9,分别完成正极汇流带和负极汇流带;
27.11)在正极汇流带和负极汇流带的端部分别设置正极接线端子和负极接线端子,无明显凸起,避免气泡;
28.12)电性能检测,如正常则进入下一步,如异常则需检查和分析原因并处理;
29.13)按顺序设置第一中间层和第一玻璃基板;
30.14)修边,将多余的中间层切割掉,套真空袋进行冷抽10~40分钟;
31.15)进高压釜高压;得到光伏组件拼接的结构。
32.与现有技术相对,本发明具有以下技术效果。
33.1、本发明设置的光伏玻璃板由n个光伏玻璃组件组成,设置填充层,填充于相邻的
光伏玻璃组件之间的缝隙中,轻轻移动光伏玻璃组件,压紧填充层,避免存在空隙,形成气泡,且保证光伏玻璃组件整体居中形成光伏玻璃基板,有效解决了光伏玻璃组件拼接过程中产生的致命缺陷,如裂片、气泡等,大大提升了产品的良品率,且工艺简单,易于批量生产;
34.2、本发明的填充层是将第二中间层的材料切割成条状形成的,结构简单,操作方便,同时利用热风机或热风枪对填充层进行加热,温度控制在100~200℃之间,吹风时间控制在30s以内,保证填充层牢固且与第二中间层有效连接和固定,提成多个光伏玻璃组件拼接后的稳定性和牢固性;
35.3、本发明第一中间层和第二中间层使用同一种材料,取材方便,方便备料,降低库存成本;第一中间层的厚度≥第二中间层的厚度,预留足够的第一导电带和第二导电带的安装空间,填充层的宽度为0.3mm~3mm,填充层厚度与第一玻璃基板和第二玻璃基板的面积成正比例设置,第一玻璃基板和第二玻璃基板的尺寸相同,其面积越大填充层宽度也越大,保证连接牢固性,填充层的高度≥光伏玻璃组件的厚度,保证光伏玻璃组件充分连接,同时保证填充层与上面的连接层和下面的第二中间层固定连接。
附图说明
36.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
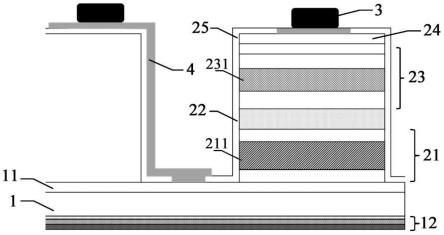
37.图1是本发明光伏玻璃组件拼接的方法的正视图;
38.图2是本发明图1的俯视图;
39.图3是本发明图1的左视图。
40.附图标记:
41.1、光伏玻璃基板;2、正极汇流带;3、负极汇流带;4、填充层;5、正极接线端子;6、负极接线端子;7、第一玻璃基板;8、第二玻璃基板;9、光伏玻璃组件;10、连接层;11、第一导电带;12、第二导电带;13、第一中间层;14、第二中间层;15、绝缘层。
具体实施方式
42.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
43.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
44.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可
以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
45.下面结合附图对本发明的具体实施例做详细说明。
46.如图1-图3所示,光伏玻璃组件拼接的方法,包括第一玻璃基板7、光伏玻璃基板1、第二玻璃基板8,第一玻璃基板7与光伏玻璃基板1之间设置有第一中间层13,光伏玻璃基板1与第二玻璃基板8之间设置有第二中间层14;
47.光伏玻璃基板1由n个光伏玻璃组件9拼接而成,每两个相邻的光伏玻璃组件9之间均设置有填充层4,用于连接固定,n≥2,n为整数,形成大面积的光伏玻璃墙;
48.在相邻的光伏玻璃组件9上表面设置连接层10,连接和固定相邻的光伏玻璃组件9,同时对相邻的光伏玻璃组件9提供电连接。
49.优选地,光伏玻璃组件9靠近第一玻璃基板7和/或第二玻璃基板8的上、下边缘还分别设置有至少一个正极汇流带2和负极汇流带3,正极汇流带2连接正极接线端子5,负极汇流带3连接负极接线端子6,正极接线端子5和负极接线端子6共同外接笔试接线盒,即与外部的电控盒连接,实现了光伏玻璃基板1的与控制中心的电连接,将光能转化为电能,且形成电流进行导出,实现了电能的储存和转出。
50.优选地,正极汇流带2和负极汇流带3均为铜箔、铝箔、镀锡铜箔、镀锡铝箔、带有导电胶的镀锡铜箔或带有导电胶的镀锡铝箔,正极接线端子5和负极接线端子6均为铜箔、铝箔、镀锡铜箔或镀锡铝箔,提升导电效率,进而保证光伏发电的效率。
51.优选地,正极汇流带2和负极汇流带3的下方均设置有绝缘层15,绝缘层15厚度为0.3mm~1.2mm,宽度10mm~20mm,长度d,正极汇流带2与负极汇流带3之间的距离≤d≤第一玻璃基板7或第二玻璃基板8宽度,避免串电的发生,进一步提升安全性。
52.优选地,绝缘层15为绝缘胶带、绝缘胶或绝缘条带等片状绝缘材料,避免串电,提升安全性。
53.优选地,相邻的光伏玻璃组件9的正极汇流带2和负极汇流带3的下方,还设置有多层结构,连接层10靠近第一玻璃基板7的一侧分别为第一导电带11和第二导电带12;连接层10为绝缘胶带、绝缘胶或绝缘条带等片状绝缘材料,连接的同时,避免电路串电,第一导电带11和第二导电带12为带有导电胶的镀锡铜箔或带有导电胶的镀锡铝箔等片状导电金属,第二导电带12用于加固第一导电带11,同时设置第一导电带11和第二导电带12为了保证操作的便利性和安全性,保证导电的顺畅性。
54.优选地,连接层10的厚度为0.1mm~0.8mm,宽度为5mm~20mm,长度为10mm~50mm;第一导电带11和第二导电带12的规格均在以下范围内,其厚度为0.05mm~0.3mm,宽度3mm~10mm,第二导电带12长度为20~80mm,保证多个光伏玻璃组件9形成的拼接结构稳定,实现大面积拼接的前提下,保证牢靠性和稳定性。
55.优选地,光伏玻璃组件9的光伏层材料为碲化镉或铜铟镓硒,是光伏效率比较高的选材之一,根据实际的情况进行选择和设定;第一中间层13和第二中间层14为pvb、sgp、eva、pu、pmma或pet,填充层4为pvb、sgp、eva、pu、pmma或pet,无论是第一中间层13、第二中间层14还是填充层4,都是起到连接和固定的作用,规格选择,这些层所采用的规格越大,保证连接的稳定性,实际选择的材质根据实际情况进行选择和设定,考虑每个材质的特性即
可,比如耐高温,耐寒或者耐腐蚀等不同的特性;填充层4材料与第一中间层13和第二中间层14中的至少一层的材料类型相同,取材方便,方便备料,降低库存成本。
56.优选地,第一中间层13和第二中间层14使用同一种材料,取材方便,方便备料,降低库存成本;第一中间层13的厚度≥第二中间层14的厚度,预留足够的第一导电带11和第二导电带12的安装空间,填充层4的宽度为0.3mm~3mm,填充层4厚度与第一玻璃基板7和第二玻璃基板8的面积成正比例设置,第一玻璃基板7和第二玻璃基板8的尺寸相同,其面积越大填充层4宽度也越大,保证连接牢固性,填充层4的高度≥光伏玻璃组件9的厚度,保证光伏玻璃组件9充分连接,同时保证填充层4与上面的连接层10和下面的第二中间层14固定连接。
57.光伏玻璃组件9拼接的方法,包括以下步骤,
58.1)准备第一玻璃基板7、第二玻璃基板8、光伏玻璃组件9、第一中间层13、第二中间层14以及其它相关材料和设施,包括一些常用的安装工作,辅助工具等,在本技术中,第一玻璃基板7是靠近室外侧设置的;
59.2)将第二玻璃基板8放置于工作台上,保证工作台的平面度和整洁度,常规的工作台即可实现,一般工作台均可通过地脚螺钉实现水平度的调节;
60.3)在第二玻璃基板8上放置第二中间层14,铺平;
61.4)将光伏玻璃组件9按顺序分别放置在第二中间层14上,光伏玻璃组件9的膜面向上,相邻光伏玻璃组件9的间距控制在1~2mm,确认每一片光伏玻璃组件9的正负极应一致或按工艺要求设置;
62.5)将第二中间层14的材料切割成条状,形成填充层4,并填充于相邻的光伏玻璃组件9之间的缝隙中,形成填充层4,轻轻移动光伏玻璃组件9,压紧填充层4,避免存在空隙,形成气泡,保证光伏玻璃组件9整体居中形成光伏玻璃基板1;可利用热风机或热风枪对填充层4进行加热,温度控制在100~200℃之间,吹风时间30s以内,起到固定作用即可,确保填充层4牢固且与第二中间层14有效连接和固定;
63.6)在正极汇流带2和负极汇流带3的下方设置绝缘层15,避免漏电和电路混连,提升安全性;
64.7)在相邻的光伏玻璃组件9上表面设置连接层10,填充层4贯穿光伏玻璃组件9设置,下端与第二连接层10固定,上端与连接层10固定;
65.8)在光伏玻璃组件9的至少一侧设置第一导电带11,第一导电带11位于连接层10和光伏玻璃组件9以及绝缘层15之上;
66.9)在第一导电带11和第二导电带12位于拼缝处设置第二导电带12,第二导电带12与第一导电带11对齐设置,保证外形美观;
67.10)按步骤8~9,分别完成正极汇流带2和负极汇流带3;
68.11)在正极汇流带2和负极汇流带3的端部分别设置正极接线端子5和负极接线端子6,选择焊接方式,更牢固耐用,焊点平整,无明显凸起,避免气泡;
69.12)电性能检测,如正常则进入下一步,如异常则需检查和分析原因并处理;
70.13)按顺序设置第一中间层13和第一玻璃基板7;
71.14)修边,将多余的中间层切割掉,套真空袋进行冷抽10~40分钟;
72.15)进高压釜高压;得到光伏组件拼接的结构。
73.本技术中的光伏玻璃组件拼接的方法,通过设置填充层,有效解决了光伏玻璃组件拼接过程中产生的致命缺陷,如裂片、气泡等,大大提升了产品的良品率,且工艺简单,易于批量生产。
74.实施例:某项目关键参数如下:
[0075][0076]
产品安全可靠,拼接处过度顺滑、饱满、无气泡,可顺利通过gb15763建筑夹层玻璃标准等一系列产品认证,具体发电性能参数如下:
[0077][0078][0079]
其中,pmpp为额定功率、vmpp为峰值电压、impp为峰值电流、voc为开路电压、isc为短路电流。
[0080]
如果仅应用现有技术根本无法完成上述项目的生产制造,不仅会产生大量的气泡,而且还会增加裂片的风险。另外,从电气方面考虑,还会增加数倍的接线端子、线盒等,特别不利于现场的安装和后期的维护,同时给工厂增加了较大的生产成本,给施工单位也会带来很多安装和调试的麻烦。
[0081]
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。