1.本技术涉及自行车内胎技术领域,具体涉及一种结构简单、连接可靠、成本低的防漏气的自行车内胎气门嘴。
背景技术:
2.内胎俗称里胎,是用于保持轮胎内压并带有气门嘴的充气减振用圆环形弹性管,广泛用于卡车、摩托车、自行车、人力车等轮胎的内腔。
3.气门嘴是一种独立的阀体装置,打开时让气体进入无内胎轮胎(tubeless tire)或内胎的空间,然后自动关闭并密封保存气体而产生气压,以防止气体逸出轮胎或内胎的装置。除了实心轮胎外,其它必须充气的轮胎或内胎皆需要使用此装置充气。
4.目前,常规自行车内胎气嘴管为直筒状圆管,且气嘴管的底端带有抵接环,制造时将气嘴管的抵接环直接插在内胎的气嘴孔中,然后将抵接环与内胎的内壁直接粘接或硫化形成密封连接。由于抵接环需要插入气嘴孔中,因此抵接环的直径相较气嘴孔不能太大,也就造成抵接环与内胎的内壁接触面积不会太大,不仅抵接环与内胎连接时若对中超差,会造成连接后局部边沿密封不良而使内胎报废,增加了生产的操作难度和成本;而且较小的接触面积还会导致连接处在使用过程中因反复晃动,会造成连接处应力集中而易产生疲劳开裂而慢漏气,从而影响内胎的使用寿命。另外,使用时,内胎的气嘴管直接穿过轮圈上的车圈孔,使得部分内胎与车圈孔直接接触,由于内胎的胎壁厚度有限,使得车圈孔的加工毛刺易刺穿内胎导致漏气。
5.现有技术中,为了解决内胎易被车圈孔加工毛刺刺穿的问题,有通过在内胎外的气嘴管上套设垫圈,以垫圈隔离内胎与车圈孔,从而避免刺穿内胎,但却难以解决内胎与气嘴管连接中易密封不良的问题,而且也难以解决易疲劳开裂的问题。为此,还有在前述基础上,通过增大抵接环的直径或在抵接环底部固定胶垫,然后将气嘴管通过抵接环或胶垫直接粘接在内胎的气嘴孔外,从而使抵接环或胶垫隔绝内胎与车圈孔以避免毛刺刺穿,且也能增大与内胎的接触面积而避免密封不良和易疲劳开裂的问题;但由于抵接环或胶垫处于光滑过渡的轮圈内孔中,使得压力支撑下的内胎在车圈孔处发生应力突变,使用过程中的反复应力交变易造成抵接环或胶垫与内胎的胎壁连接处产生疲劳开裂而出现慢漏气,从而影响内胎的使用寿命。
技术实现要素:
6.针对现有技术中的不足,本技术提供了一种结构简单、连接可靠、成本低的防漏气的自行车内胎气门嘴。
7.本技术是这样实现的:包括气嘴管,所述气嘴管为直筒结构且外表面设置有螺纹,所述气嘴管的一端同轴固定设置有抵接环;还包括密封胶垫,所述密封胶垫中部设置有直径小于抵接环的通孔,所述抵接环固定内嵌在密封胶垫的通孔内,所述抵接环的底面不高于密封胶垫的表面。
8.本技术的有益效果:
9.1、本技术在气嘴管一端的抵接环上外嵌固定密封胶垫,从而以密封胶垫作为抵接环与内胎内壁连接的桥梁,既能避免现有抵接环与内胎内壁因接触面小而造成安装不到位易漏气的问题,从而可显著降低内胎与气嘴管连接的操作难度和生产成本;也能有效减小内胎使用过程中内壁与密封胶垫连接处的应力,从而显著提高连接处的疲劳寿命;还能避免轮圈的车圈孔加工毛刺易刺穿内胎的问题,从而可提高气嘴管与内胎连接的可靠性,有效解决了现有自行车内胎的气门嘴生产及使用过程中易漏气的难题。
10.2、本技术的抵接环固定内嵌在密封胶垫的通孔内,内嵌式固定结构可充分利用密封胶垫的弹性,使抵接环与密封胶垫贴合更加紧密,从而增加了连接的可靠性;且抵接环的底面不高于密封胶垫的表面,可避免内胎无气储存及运输过程中刚性的抵接环磨损内壁导致内壁刮伤的问题,从而进一步提高内胎的可靠性。
11.3、本技术的密封胶垫设置在内胎的内部,因此可使压力支撑下的内胎直接贴合在光滑的轮圈内孔中,从而避免内胎在车圈孔处出现应力突变易导致连接处疲劳开裂而慢漏气的问题,从而可提高内胎的使用寿命。
12.因此,本技术具有结构简单、连接可靠、成本低的特点。
附图说明
13.图1为本技术立体结构示意图;
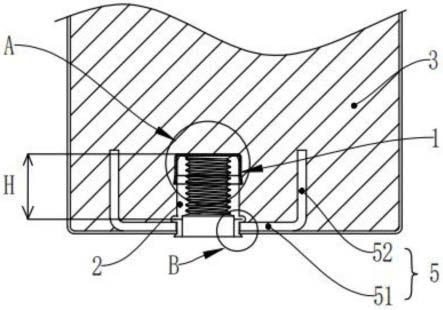
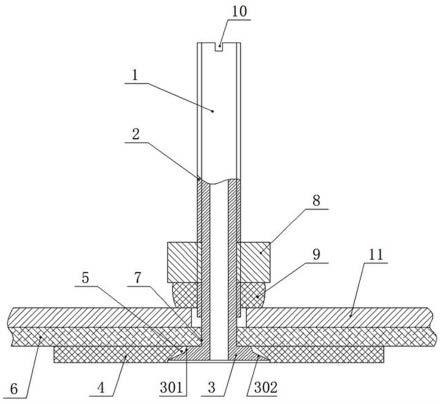
14.图2为本技术使用时轴向剖切结构示意图之一;
15.图3为本技术使用时轴向剖切结构示意图之二;
16.图中:1-气嘴管,2-螺纹,3-抵接环,301-内轴台,302-外轴台,4-密封胶垫,5-通孔,6-内胎,7-气嘴孔,8-紧固螺母,9-密封垫环,901-环槽,10-凹槽,11-轮圈。
具体实施方式
17.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
18.如图1至3所示,本技术包括气嘴管1,所述气嘴管1为直筒结构且外表面设置有螺纹2,所述气嘴管1的一端同轴固定设置有抵接环3;还包括密封胶垫4,所述密封胶垫4中部设置有直径小于抵接环3的通孔5,所述抵接环3固定内嵌在密封胶垫4的通孔5内,所述抵接环3的底面不高于密封胶垫4的表面。
19.所述抵接环3为一端平底且另一端为台阶轴的凸环结构,所述通孔5的直径不小于抵接环3台阶轴的内轴台301且小于抵接环3台阶轴的外轴台302。
20.所述内轴台301和/或外轴台302面向气嘴管1的端面为斜面或与轮圈的弧度相适应的弧面结构。
21.所述抵接环3台阶轴的外轴台302的表面和内轴台301的外圆面设置有网纹、喷砂粗糙面或车削纹路,所述密封胶垫4通过硫化或胶粘与抵接环3固定连接。
22.所述气嘴管1为金属管或塑胶管,所述抵接环3与气嘴管1一体或焊接、胶粘连接。
23.所述密封胶垫4是与内胎6材质一致或类似的软质密封胶垫。
24.所述密封胶垫4为圆形且直径大于内胎6的气嘴孔7直径,所述密封胶垫4与内胎6的内壁硫化或胶黏固定。
25.所述密封胶垫4为等厚胶垫或自中部的通孔5向边缘逐渐变薄的非等厚软性胶垫,所述密封胶垫4的最大厚度不大于内胎6的壁厚。
26.所述气嘴管1的螺纹2上设置有紧固螺母8,所述气嘴管1上在密封胶垫4与紧固螺母8之间套设有密封垫环9,所述密封垫环9的外径大于通孔5。
27.所述密封垫环9为o形或圆柱形结构且内径与螺纹2的中径相当,所述圆柱形结构的密封垫环9外圆面上周向设置有内凹的环槽901。环槽901可引导密封垫环9在紧固螺母8的压迫下,形成中部塌陷,从而使密封垫环9的内孔与螺纹2紧密贴合形成密封。
28.所述气嘴管1远离抵接环3的一端端面设置有“一”字或“十”字形的凹槽10。
29.本技术的制造及使用过程如下:
30.如图1和3所示,制造时,将抵接环3压入密封胶垫4的通孔5内并固定(必要时可在抵接环3的外轴台302表面和内轴台301外圆面涂上一层粘合胶),然后在密封胶垫4面向气嘴管1的表面涂上一层粘合胶,随后将气嘴管1底部的密封胶垫4捏扁从打好的气嘴孔7放入内胎6的胎管内,接着将密封胶垫4与内胎6的胎管内壁粘合在一起,最后放入模具中进行高温硫化固定,使密封胶垫4与内胎6的胎管内壁合成为一体,硫化后的内胎6经外观修整,完成内胎气门嘴的安装固定。
31.使用时,将内胎6放入外胎内并使气嘴管1伸出轮圈11的车圈孔,随后向气嘴管1内放入气门芯,同时将密封垫环9及紧固螺母8套在气嘴管1上,拧紧紧固螺母8压迫密封垫环9变形,既能使带有密封胶垫4的内胎6压抵在轮圈11的内壁上防止使用时晃动,而且变形的密封垫环9可封堵住气嘴管1与车圈孔之间的间隙,确保气嘴管1与轮圈11之间的气密性,从而可对内胎6慢漏气形成二次密封;接着对内胎6进行充气至额定气压,最后在气门嘴上装上防尘帽,完成内胎6的气门嘴安装。
32.以上所述仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。