1.本实用新型涉及一种扬声器硅胶框及成型扬声器硅胶框的成型模具。
背景技术:
2.众所周知,智能手机都配置有扬声器,以便使用者接听电话或听音乐。在现有技术中,智能手机的扬声器通常是安装在手机机壳之内,再通过连接导线与pcb电路板连接。由于智能手机经常要在户外使用,或者经常要在潮湿的环境中使用,因此,外界水汽很容易从扬声器与手机机壳的连接处进入智能手机之内,对智能手机造成破坏,因此,对扬声器做好防水设计是非常重要的。为解决扬声器的防水问题,在现有技术中,技术人员通常是在扬声器与手机机壳的连接处安装硅胶框,通过硅胶框使扬声器与手机机壳之间达成密封,使外界水汽难以从扬声器与手机机壳的连接处进入智能手机之内。但现有技术中的扬声器硅胶框还存在的技术问题是,现有的扬声器硅胶框未设置与手机壳体相连接固定的定位机构(例如带有定位孔的硅胶定位片),扬声器硅胶框容易松动;此外,现有技术中的扬声器硅胶框成型模具也不能直接成型带有硅胶定位片定位孔结构的扬声器硅胶框。
技术实现要素:
3.本实用新型要解决的技术问题是针对上述现有技术的不足,提供一种扬声器硅胶框,该硅胶框带有硅胶定位片,且硅胶定位片带有定位孔结构,能够将扬声器硅胶框固定;与此同时,本实用新型还要提供一种能够一体成型该扬声器硅胶框的成型模具。
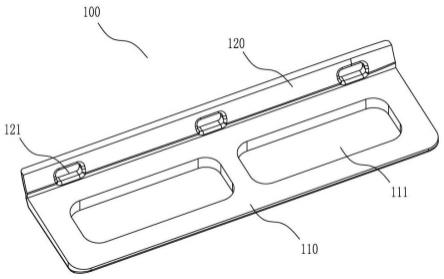
4.为解决上述技术问题,本实用新型的技术方案是:一种扬声器硅胶框,包括一体成型的硅胶框体和框体定位片,所述硅胶框体并列设置有两个扬声器窗口,所述硅胶框体的下侧设有一圈防水胶条,所述防水胶条同时围于两个扬声器窗口之外;所述框体定位片斜向连接于硅胶框体的一侧边缘之上,所述框体定位片之上间隔开设有三个定位孔。
5.本实用新型所述扬声器硅胶框的成型模具,包括:
6.下模,所述下模设有硅胶框体成型位,硅胶框体成型位开设有用于成型硅胶框体的框体凹腔,框体凹腔设有一圈用于成型防水胶条的胶条凹槽,框体凹腔的中部设有往上凸起的用于成型扬声器窗口的窗口凸台;所述框体凹腔的侧方之上设有往上凸起的下模凸台,下模凸台与框体凹腔的连接处设有下模斜面部,下模斜面部开设有用于成型框体定位片的定位片凹腔,所述框体凹腔与定位片凹腔相互连通;
7.上模,所述上模设有上模平面部,上模平面部设有往内凹进的上模凹坑,上模凹坑与上模平面部的连接处设有上模斜面部;所述上模平面部与硅胶框体成型位相模压配合,上模凹坑与下模凸台相模压配合;所述上模斜面部设有往上凸起的用于成型定位孔的凸点。
8.优选地,所述硅胶框体成型位的高度低于下模上侧面的高度,所述下模设有至少两个硅胶框体成型位,每一个硅胶框体成型位对应匹配至少一个下模凸台,且硅胶框体成型位包围于下模凸台之外;对应于每一个下模凸台,在所述上模的下侧均对应开设有上模
凹坑。
9.优选地,所述下模设有六个硅胶框体成型位,每一个硅胶框体成型位对应匹配两个下模凸台,两个下模凸台并列设置,且硅胶框体成型位包围于两个下模凸台之外。
10.优选地,每一个硅胶框体成型位设置有20个框体凹腔,20个框体凹腔依次排列于两个下模凸台的侧方,每一个框体凹腔对应匹配一个定位片凹腔,每一个框体凹腔的外围均设有往上凸起的隔条。
11.优选地,所述下模的下侧安装有下加热板,所述上模的上侧安装有上加热板。
12.本实用新型的有益效果是:
13.1)针对扬声器硅胶框:本实用新型设置硅胶框体,在硅胶框体并列设置有两个扬声器窗口,硅胶框体的下侧设有一圈防水胶条,防水胶条同时围于两个扬声器窗口之外,因此,本实用新型能够将智能手机的两个扬声器装设于两个扬声器窗口中,通过硅胶框体及硅胶框体下侧的防水胶条实现对智能手机的两个扬声器进行防水;本实用新型在硅胶框体的一侧边缘之上连接有一体成型的框体定位片,框体定位片之上间隔开设有三个定位孔,这样,能够通过框体定位片和框体定位片之上的三个定位孔将扬声器硅胶框固定连接在外部机构件上(例如智能手机机壳部件)。
[0014] 2)针对扬声器硅胶框成型模具:由于本实用新型的下模的硅胶框体成型位开设有用于成型硅胶框体的框体凹腔,框体凹腔设有一圈用于成型防水胶条的胶条凹槽,框体凹腔的中部设有往上凸起的用于成型扬声器窗口的窗口凸台,框体凹腔的侧方之上设有往上凸起的下模凸台,下模凸台与框体凹腔的连接处设有下模斜面部,下模斜面部开设有用于成型框体定位片的定位片凹腔,框体凹腔与定位片凹腔相互连通,上模的上模平面部设有往内凹进的上模凹坑,上模凹坑与上模平面部的连接处设有上模斜面部,上模平面部与硅胶框体成型位相模压配合,上模凹坑与下模凸台相模压配合,上模斜面部设有往上凸起的用于成型定位孔的凸点;因此,本实用新型的扬声器硅胶框成型模具能够一体成型扬声器硅胶框的硅胶框体和框体定位片,并能直接成型硅胶框体的扬声器窗口和防水胶条,直接成型框体定位片的三个定位孔。
附图说明
[0015]
图1为扬声器硅胶框的整体结构示意图之一。
[0016]
图2为扬声器硅胶框的整体结构示意图之二。
[0017]
图3扬声器硅胶框成型模具的正面结构示意图。
[0018]
图4为扬声器硅胶框成型模具的分散结构示意图之一。
[0019]
图5为图4中a部分的局部放大图。
[0020]
图6为扬声器硅胶框成型模具的分散结构示意图之二。
[0021]
图7为图6中b部分的局部放大图。
[0022]
图8为扬声器硅胶框成型模具的优选实施例正面结构示意图。
具体实施方式
[0023]
下面结合附图对本实用新型的结构原理和工作原理作进一步详细说明。
[0024]
如图1和图2所示,本实施例为一种扬声器硅胶框100,包括一体成型的硅胶框体
110和框体定位片120,所述硅胶框体110并列设置有两个扬声器窗口111,所述硅胶框体110的下侧设有一圈防水胶条112,所述防水胶条112同时围于两个扬声器窗口111之外;所述框体定位片120斜向连接于硅胶框体110的一侧边缘之上,所述框体定位片120之上间隔开设有三个定位孔121。本实用新型能够将智能手机的两个扬声器(图中未示出)装设于两个扬声器窗口111中,通过硅胶框体110及硅胶框体110下侧的防水胶条112实现对智能手机的两个扬声器进行防水,本实用新型能够通过框体定位片120和框体定位片120之上的三个定位孔120将扬声器硅胶框110固定连接在外部机构件上,例如固定在智能手机的机壳部件之上。
[0025]
如图3-图7所示,结合参考图1和图2,本实施例为所述扬声器硅胶框100的成型模具,包括下模1和上模2,所述下模1设有硅胶框体成型位11,硅胶框体成型位11开设有用于成型硅胶框体110的框体凹腔12,框体凹腔12设有一圈用于成型防水胶条112的胶条凹槽13,框体凹腔12的中部设有往上凸起的用于成型扬声器窗口111的窗口凸台14;所述框体凹腔12的侧方之上设有往上凸起的下模凸台15,下模凸台15与框体凹腔12的连接处设有下模斜面部16,下模斜面部16开设有用于成型框体定位片的定位片凹腔17,所述框体凹腔12与定位片凹腔17相互连通;所述上模2设有上模平面部21,上模平面部21设有往内凹进的上模凹坑22,上模凹坑22与上模平面部21的连接处设有上模斜面部23;所述上模平面部21与硅胶框体成型位11相模压配合,上模凹坑22与下模凸台15相模压配合;所述上模斜面部23设有往上凸起的用于成型定位孔121的凸点24。本实用新型的扬声器硅胶框成型模具能够一体成型扬声器硅胶框的硅胶框体110和框体定位片120,并能直接成型硅胶框体110的扬声器窗口111和防水胶条112,直接成型框体定位片120的三个定位孔121。
[0026]
如图3-图7所示,所述硅胶框体成型位11的高度低于下模1上侧面的高度,所述下模1设有至少两个硅胶框体成型位11,每一个硅胶框体成型位11对应匹配至少一个下模凸台15,且硅胶框体成型位11包围于下模凸15台之外;对应于每一个下模凸台15,在所述上模2的下侧均对应开设有上模凹坑22。优选地,所述下模1设有六个硅胶框体成型位11,每一个硅胶框体成型位11对应匹配两个下模凸台15,两个下模凸台15并列设置,且硅胶框体成型位11包围于两个下模凸台15之外。每一个硅胶框体成型位11设置有20个框体凹腔12,20个框体凹腔12依次排列于两个下模凸台15的侧方,每一个框体凹腔12对应匹配一个定位片凹腔17,每一个框体凹腔12的外围均设有往上凸起的隔条18。
[0027]
由于硅胶框体成型位11的高度低于下模1上侧面的高度,因此,每一个硅胶框体成型位11能够成型一块连接20个扬声器硅胶框体的硅胶薄片,方便出模,方便从硅胶薄片上取出各个扬声器硅胶框体;由于下模1设有六个硅胶框体成型位11,因此,能一次成型6组,共120个扬声器硅胶框体100,成型效率非常高;由于每一个框体凹腔12的外围均设有往上凸起的隔条18,因此,成型之后的硅胶框体与硅胶薄片的连接处会形成一圈超薄连接圈,超薄连接圈的厚度通常在0.1mm以下,能够直接撕开,以分离各个扬声器硅胶框体。
[0028]
如图8所示,结合参考如图3~图7,所述下模1的下侧安装有下加热板3,所述上模2的上侧安装有上加热板4。成型时,通过下加热板3对下模1加热,通过上加热板4对上模2加热,实现对扬声器硅胶框体100的热压成型。
[0029]
以上所述,仅是本实用新型较佳实施方式,凡是依据本实用新型的技术方案对以上的实施方式所作的任何细微修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。