1.本发明涉及空调导风板制造技术领域,特别涉及一种尤其适合于导风板铰接臂的插销通孔成型的注塑成型滑块结构及应用其的注塑成型模具。
背景技术:
2.目前在空调器制造行业中,u字型导风板得到广泛应用。u字型导风板通常通过铰接臂与送风口的铰接轴配合实现旋转换向,铰接臂与铰接轴的配合处通常采用呈鹰嘴型的钩状结构,这种鹰嘴式铰接臂与铰接轴的铰接处存在一个开口位置,在空调长期运行过程中,导风板需要长时间通过铰接臂相对铰接轴转动实现上下转向送风,导致导风板长期运行翻转时自身重力集中在此开口位置,使得鹰嘴式铰接臂对应开口处加剧磨损甚至发生应力断裂脱落,存在安全隐患。
3.为解决上述问题,可通过将鹰嘴式铰接臂更换为插销通孔式铰接臂,铰接臂与插销式铰接轴配合处采用通孔式结构替换呈鹰嘴型的钩状结构。但是,导风板铰接臂对插销通孔成型尺寸精度具有较高要求,若直接在注塑模具滑块镶件形成铰接臂的胶位上烧焊用于成型插销通孔的突出结构,烧焊过程金属滑块镶件易出现砂眼影响成型精度和出模角度。此外,注塑模具长期使用导致烧焊形成的突出结构发生磨损影响精度时只能整体更换滑块镶件,造成成本提升。
4.再有,目前通常将适配生产鹰嘴式铰接臂的模块镶件整体替换为适配生产插销通孔式铰接臂的模块镶件实现铰接臂变换,但导风板通常为行业通用件,若为满足成型插销通孔式铰接臂而整体替换原有成型鹰嘴式铰接臂的通用镶件需重制整个镶件,重制模具滑块镶件所需加工周期长,无法满足生产效率需求。
5.因此,如何保证滑块镶件对空调导风板等注塑产品的铰接臂插销通孔等重点尺寸管控要求结构的成型精度,是本领域亟待解决的技术问题。
技术实现要素:
6.本发明为了解决现有技术中存在的如何保证滑块镶件对空调导风板等注塑产品的铰接臂插销通孔等重点尺寸管控要求结构的成型精度的技术问题,提出一种尤其适合于导风板铰接臂的插销通孔成型的注塑成型滑块结构及应用其的注塑成型模具。
7.为解决以上问题,本发明采用的技术方案是:
8.本发明提出一种注塑成型滑块结构,包括滑块座、可拆卸地安装于滑块座上的滑块镶件,滑块镶件包括模腔,注塑成型滑块结构还包括与滑块镶件可拆卸连接且伸入至模腔内与模腔共同形成成型轮廓结构的至少一个替换结构件。
9.进一步地,替换结构件包括镶针。
10.优选地,滑块镶件设有可供镶针穿设的第一通孔,镶针的一端从滑块镶件内伸出并形成成型轮廓结构的突出部。
11.优选地,滑块镶件包括镶件座、与镶件座可拆卸连接的镶块,模腔设于镶块上。
12.优选地,镶件座设有安装插槽,镶块设有与安装插槽的形状相配合的安装凸起。
13.优选地,镶件座设有至少一个第二通孔,镶块设有与第二通孔相匹配的至少一个第一安装孔,通过至少一个固定螺丝穿过对应的第二通孔和第一安装孔将镶块可拆卸地安装于镶件座上。
14.优选地,滑块座远离其滑动底面的顶面设有与滑块镶件的形状相匹配的定位台阶,定位台阶底面设有至少一个第二安装孔,第二安装孔垂直于滑动底面,滑块镶件设有与第二安装孔相匹配的至少一个第三通孔,通过至少一个固定螺丝穿过对应的第三通孔和第二安装孔将滑块镶件可拆卸地安装于定位台阶上。
15.优选地,定位台阶底面设有限位凸起,滑块镶件设有与限位凸起相配合的限位台阶。
16.优选地,第一通孔在滑块镶件远离镶块的一端的开口处设有与设于镶针的另一端的端盖相配合的安装台阶,滑块镶件远离镶块的一端抵接于定位台阶的侧面。
17.优选地,成型轮廓结构包括用于形成导风板铰接臂本体的凹槽,以及用于形成导风板铰接臂本体上的通孔的圆柱形突出部。
18.本发明还提供一种注塑成型模具,包括定模、动模,动模包括上述的注塑成型滑块结构,滑块座安装于动模的动模板上,动模板设有与滑块镶件相配合以封闭或开启成型轮廓结构的副滑块。
19.优选地,滑块座设有斜导槽,斜导槽与动模板呈一倾角,动模板设有与斜导槽相配合的斜导柱。
20.与现有技术相比,本发明提供的注塑成型滑块结构及应用其的注塑成型模具,在保留原有通用滑块座的基础上,将原滑块镶件涉及胶位更改的位置做减料形成安装插槽,并增设可快速插接于安装插槽中且带插销通孔胶位的镶块;并进一步将胶位中插销通孔注塑成型位置更改为在滑块镶件和镶块之间穿设镶针形成的突出部结构,使得经过长期使用此镶针外形尺寸产生磨损时,可以从滑块座拆除滑块镶件固定螺丝,再取出镶针进行快速更换,保障插销通孔结构尺寸要求的同时保障生产效率。
附图说明
21.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
22.图1为本发明提供的注塑成型滑块结构的装配立体结构示意图;
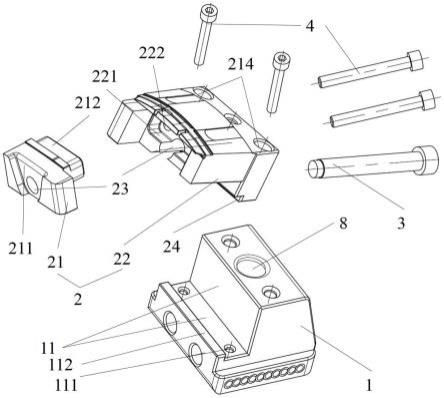
23.图2为本发明提供的注塑成型滑块结构的爆炸立体结构示意图;
24.图3为本发明提供的注塑成型滑块结构的滑块镶件的镶件座的结构示意图;
25.图4为本发明提供的注塑成型滑块结构的滑块镶件的镶块的结构示意图;
26.图5为本发明提供的注塑成型滑块结构的装配俯视结构示意图;
27.图6为图5沿a-a方向的剖视结构示意图;
28.图7为图5沿b-b方向的剖视结构示意图;
29.图8为本发明提供的注塑成型滑块结构注塑生产导风板铰接轴的示意图。
30.其中,图中各附图主要标记:
31.1、滑块座;11、定位台阶;111、第二安装孔;112、限位凸起;2、滑块镶件;21、镶块;211、模腔;212、安装凸起;213、第一安装孔;214、第三通孔;22、镶件座;221、安装插槽;222、第二通孔;23、第一通孔;24、限位台阶;3、替换结构件;31、突出部;4、固定螺丝;5、导风板;6、铰接臂;7、插销通孔;8、斜导槽。
具体实施方式
32.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图1-8及实施例,对本发明进行进一步详细说明。
33.请一并参阅图1-8,本发明提供一种注塑成型滑块结构,包括滑块座1,可拆卸地安装于滑块座1上的滑块镶件2,该滑块镶件2优选呈矩形或条形;滑块镶件2包括模腔211,该模腔211用于注塑成型产品的某个部件的主体结构;注塑成型滑块结构还包括与滑块镶件2可拆卸连接且伸入至模腔211内与模腔211共同形成成型轮廓结构的至少一个替换结构件3,该替换结构件3伸入至模腔211内的部分用于注塑成型与上述产品的某个部件的主体结构相匹配的配套结构,通过该主体结构和配套结构共同注塑形成完整的产品的某个部件。
34.以产品的某个部件为导风板5铰接臂6为例,由于导风板5铰接臂6为对插销通孔7成型尺寸精度具有较高的管控要求,若直接在注塑模具滑块镶件2形成铰接臂6的胶位上烧焊用于成型插销通孔7的突出结构,烧焊过程金属滑块镶件2易出现砂眼影响成型精度和出模角度。此外,注塑模具长期使用导致烧焊形成的突出结构发生磨损影响精度时只能整体更换滑块镶件2,造成成本提升。而本发明提供的注塑成型滑块结构,将用于成型空调导风板5等注塑产品的插销通孔7等重点尺寸管控要求结构的胶位结构件(如用于成型铰接臂6的插销通孔7的突出结构),由通过在滑块镶件2胶位烧焊连接,改进为采用与滑块镶件2可拆卸连接且伸入至滑块镶件2的模腔211内与模腔211共同形成成型轮廓结构的至少一个替换结构件3,避免在滑块镶件2胶位烧焊金属胶位结构件易出现砂眼影响成型精度和出模角度;此外,注塑模具长期使用导致烧焊形成的突出结构发生磨损影响精度时可单独拆卸替换结构件3实现部分更换滑块镶件2,从而可控制生产成本。
35.请一并参阅图1-7,在一种实施例中,替换结构件3包括镶针。作为本实施例的一种实施方式,滑块镶件2设有可供镶针穿设的第一通孔23,该第一通孔23优选为平行于滑块座1的滑动底面;镶针的一端从滑块镶件2内伸出且伸入至模腔211内、并形成成型轮廓结构的突出部31。作为本实施例的另一种实施方式(图中未示出),替换结构件3还包括安装该镶针的可拆块,该可拆块可通过螺纹紧固件或卡接等连接方式可拆卸地安装于滑块镶件2的模腔211内与模腔211共同形成成型轮廓结构。
36.在另一种实施例中(图中未示出),替换结构件3包括其它可拆卸连接且伸入至模腔211内的填充结构件,该填充结构件可以是实心的、用于注塑成型产品的实体结构的实心结构件,也可以是空心或带空腔的、用于注塑成型产品的带空腔异形结构的空心或带空腔结构件。
37.目前通常将适配生产鹰嘴式铰接臂6的模块镶件整体替换为适配生产插销通孔7式铰接臂6的模块镶件实现铰接臂6变换,但导风板5通常为行业通用件,若为满足成型插销通孔7式铰接臂6而整体替换原有成型鹰嘴式铰接臂6的通用镶件需重制整个镶件,重制模
具滑块镶件2所需加工周期长,无法满足生产效率需求。而本发明提供的注塑成型滑块结构,进一步将胶位中插销通孔7注塑成型位置更改为在滑块镶件2穿设连通其模腔211的镶针形成的突出部31结构,使得经过长期使用此镶针的突出部31导致其外形尺寸产生磨损时,可以从滑块座1拆除滑块镶件2固定螺丝4,再取出镶针进行快速更换,保障插销通孔7结构尺寸成型精度要求的同时保障生产效率。
38.请一并参阅图1-6,在一种实施例中,滑块镶件2包括镶件座22、与镶件座22可拆卸连接的镶块21,模腔211设于镶块21上。作为本实施例的一种实施方式,镶件座22设有安装插槽221,镶块21设有与安装插槽221的形状相配合的安装凸起212。作为更优的实施方式,安装插槽221和安装凸起212均沿平行于滑块座1的滑动底面的方向延伸。作为优选的实施方式,第一通孔23贯通镶件座22和镶块21并连通于镶块21的模腔211,镶针的一端穿过第一通孔23后从胶位伸出以形成突出部31。
39.请一并参阅图2-5、7,在本实施例的一种实施方式中,镶件座22设有至少一个第二通孔222,镶块21设有与第二通孔222相匹配的至少一个第一安装孔213,通过至少一个固定螺丝4穿过对应的第二通孔222和第一安装孔213将镶块21可拆卸地安装于镶件座22上。作为更优的实施方式,第一安装孔213、第二通孔222分别对应设有两个。在本实施例的另一种实施方式中,镶件座22和镶块21之间也可以通过卡接结构可拆卸地连接。
40.请一并参阅图1、2、4、8,作为优选的实施例,成型轮廓结构包括用于形成导风板5铰接臂6本体的凹槽,该凹槽为模腔211内除去突出部31占据的部分空间,以及用于形成导风板5铰接臂6本体上的通孔的圆柱形突出部31,该通孔为导风板5铰接臂6的插销通孔7。
41.目前通常将适配生产鹰嘴式铰接臂6的模块镶件整体替换为适配生产插销通孔7式铰接臂6的模块镶件实现铰接臂6变换,但导风板5通常为行业通用件,若为满足成型插销通孔7式铰接臂6而整体替换原有成型鹰嘴式铰接臂6的通用镶件需重制整个镶件,重制模具滑块镶件2所需加工周期长,无法满足生产效率需求。而本发明提供的导风板5铰接臂6成型滑块结构通过在保留原有通用滑块座1的基础上,将原滑块镶件2涉及胶位更改的位置做减料形成安装插槽221,并增设可快速插接于安装插槽221中且带插销通孔7胶位的镶块21,实现在已有用于注塑成型导风板5鹰嘴式铰接件的通用滑块结构基础上快速改进滑块结构,得到适配注塑成型导风板5插销通孔7式铰接件的特定滑块结构。
42.请一并参阅图1-4、6-7,作为优选的实施例,滑块座1远离其滑动底面的顶面设有与滑块镶件2的形状相匹配的定位台阶11,定位台阶11底面设有至少一个第二安装孔111,第二安装孔111垂直于滑块座1的滑动底面,滑块镶件2设有与第二安装孔111相匹配的至少一个第三通孔214,通过至少一个固定螺丝4穿过对应的第三通孔214和第二安装孔111将滑块镶件2可拆卸地安装于定位台阶11上;作为优选的实施方式,第二安装孔111、第四通孔分别对应设有两个。
43.作为更优的实施例,定位台阶11底面设有限位凸起112,滑块镶件2设有与限位凸起112相配合的限位台阶24。在本实施例中,第一通孔23在滑块镶件2远离镶块21的一端的开口处设有与镶针的端盖相配合的安装台阶,滑块镶件2远离镶块21的一端抵接于定位台阶11的侧面,通过滑块镶件2远离镶块21的一端与定位台阶11的侧面相抵接配合,实现镶针在水平方向上的限位。
44.本发明还提供一种导风板5成型模具,包括定模、可相对定模上下运动的动模,动
模包括上述的注塑成型滑块结构,滑块座1安装于动模的动模板上,滑座设有与滑动镶块21相配合以封闭或开启成型轮廓结构的副滑块。
45.请参阅图8,在本实施例中,滑块座1设有斜导槽8,斜导槽8与滑座的滑动底面呈一倾角,动模板设有与斜导槽8相配合的斜导柱,通过动模板带动滑座相对定模板上下运动,实现斜导柱引导滑块座1在动模板上滑动以封闭或开启成型轮廓结构。作为优选的实施方式,导风板5为安装于空调送风口的u型导风板5,铰接臂6通过插销通孔7与空调送风口的插销轴相铰接。
46.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。