技术特征:
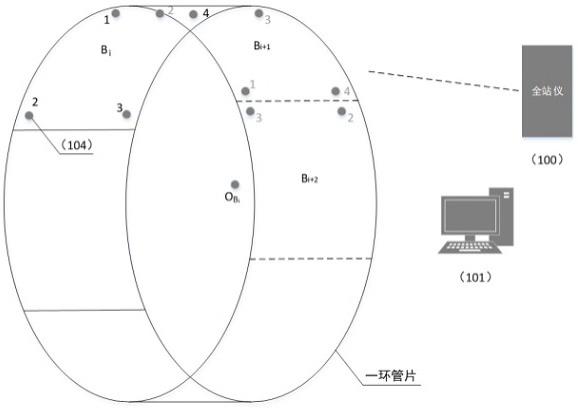
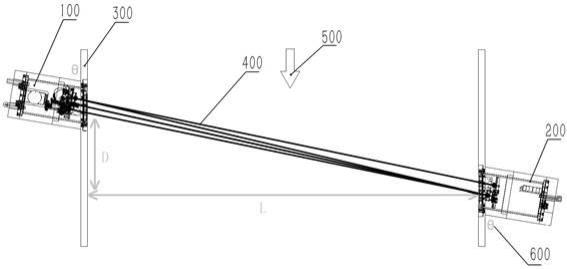
1.一种盾构机管片成型质量测量装置,其特征在于:包括分别对应安装在接近管片四角位置的四个小棱镜、以及测量四个小棱镜坐标的全站仪,所述四个小棱镜面对全站仪方向,相邻两个所述小棱镜的连线平行于管片的边缘。2.根据权利要求1所述的盾构机管片成型质量测量装置,其特征在于:所述小棱镜的棱镜面和管片背千斤顶面平行。3.根据权利要求1所述的盾构机管片成型质量测量装置,其特征在于:所述小棱镜安装在管片预留的安装孔上,所述安装孔中嵌入用于固定小棱镜的带螺纹的陶瓷套。4.根据权利要求3所述的盾构机管片成型质量测量装置,其特征在于:对小棱镜在每一块管片上的安装位置进行确定,第一块管片记为初始管片:取初始管片右上角螺栓孔上最接近管片顶角的点到管片内壁弧面顶点之间距离的中点,即为第二安装孔;再经过第二安装孔做一条平行于管片内侧掘进方向右侧直线边23及平行于管片迎千斤顶面内侧圆弧的平行圆弧12;同理,取第二安装孔对角位置的螺栓孔上最接近管片顶角的点到管片内壁弧面顶点之间距离的中点,即为第四安装孔;再经过第四安装孔做一条平行于管片内侧掘进方向左侧的直线边14及平行于管片背千斤顶面内侧圆弧的平行圆弧34;则经过第四安装孔平行于管片内侧掘进方向左侧直线边14与经过第二安装孔平行于管片迎千斤顶面内侧圆弧的平行圆弧12的交点为第一安装孔;同理,经过第四安装孔平行于管片背千斤顶面内侧圆弧的平行圆弧34与经过第二安装孔管片内侧掘进方向右侧直线边23交点为第三安装孔;相邻管片安装孔的位置是基于初始管片进行确定的,以初始管片右侧的管片为例,在初始管片上延长圆弧12至初始管片和相邻管片内侧掘进方向右侧直线边,交点分别为v
i
和v
i 1
点,相邻管片上的延长圆弧记为圆弧1'2';同理,在初始管片上延长圆弧34至初始管片和相邻管片内侧掘进方向右侧直线边,交点分别为u
i
和u
i 1
点,延长圆弧记为圆弧3'4';分别以v
i
和v
i 1
为圆点,以初始管片第二安装孔到初始管片上v
i
点的距离为半径画圆,则该圆与圆弧1'2'上的交点即为其第一安装孔和第二安装孔,分别以相邻管片上第一安装孔和第二安装孔做平行于管片内侧掘进方向左右两侧直线边1'4'和2'3',两条直线边1'4'和2'3'与圆弧3'4'交点即为第四安装孔和第三安装孔。5.根据权利要求1所述的盾构机管片成型质量测量装置,其特征在于:所述管片的中心位置以及管片上螺栓对齐标志延长到管片内侧两个圆弧边上四个点设有标定棱镜,所有小棱镜和标定棱镜的棱镜面底端紧贴管片内壁使所有棱镜底面位于同一弧面上。6.根据权利要求5所述的盾构机管片成型质量测量装置,其特征在于:所述管片上螺栓对齐标志延长到管片内侧两个圆弧边上四个点的确定方式是:以管片上第一螺栓对齐标志与第四螺栓对齐标志相连并延长的延长线,以及管片上第二螺栓对齐标志与第三螺栓对齐标志相连并延长的延长线,和管片迎千斤顶面内侧圆弧边与管片背千斤顶面内侧圆弧边的交点即为四个点的点位。7.一种盾构机管片成型质量测量方法,其特征在于:当管片拼装后,根据该环管片拼装k块点位信息和管片类型b
i
,调出该块管片的标定数
据,使用全站仪依次对准每一个小棱镜,全站仪测量并记录小棱镜的坐标,结合地面标定数据,计算出该块管片的管片内侧中心坐标;再结合通过1号棱镜和4号棱镜中间点位的坐标、2号棱镜和3号棱镜中间点位的坐标,拟合出该环管片的圆心坐标,通过该圆心坐标和设计轴线坐标进行对比,计算出该环管片中心相对设计轴线水平偏差和垂直偏差数据,并把该数据作为初始数据;自动测量管片左右错台数据:根据该环b
i
管片和左边或右边管片靠近该环b
i
管片的点位对应的坐标进行计算,计算出该对应坐标是否在b
i
拟合的圆上,若该对应坐标不在b
i
拟合的圆上,根据点到平面的距离公式,计算出该对应坐标在该块b
i
拟合圆平面上的坐标,通过计算该坐标和b
i
拟合圆心的距离和b
i
拟合圆半径之差即为左右错台数值;自动测量前后环的错台数据:基于该环管片的四个小棱镜坐标,计算出管片上螺栓对齐标志延长到管片内侧圆弧边缘四个点位的坐标;若前后管片无错台,前后两环管片上螺栓对齐标志延长到管片内侧圆弧边缘的对应点位坐标数据相同;若前后管片有错台,根据前后管片对应点位之间的距离,得出前后管片的错台数据;根据对比本环左右相邻管片和前后环数据的变化,分析出前后环管片的变形情况;同时保留可视空间下的每一环管片拟合圆心的数据,分别计算出基于该块管片下的圆心坐标,系统依据初次的圆心坐标为初始数据,根据下一次测量数据计算出该环管片的上浮数据;依据该通视空间内测量的管片数据变化,可以实时跟踪该环管片的变形情况。8.根据权利要求7所述的盾构机管片成型质量测量方法,其特征在于:隧道中一环管片制作出来后,先对每一块管片进行标定:把需要标定的管片放置在地面上,安装管片内侧中心位置以及螺栓对齐标志延长到管片内侧圆弧边缘四个点位的标定棱镜、每个安装孔上的小棱镜,利用全站仪测量出所有小棱镜和标定棱镜的坐标点位;利用管片上四个小棱镜坐标计算出管片小棱镜的姿态角矩阵,计算出管片内侧中心位置和螺栓对齐标志延长到管片内侧圆弧边缘四个点位的标定数据。9.根据权利要求8所述的盾构机管片成型质量测量方法,其特征在于:管片标定包括以下步骤:步骤一,假设标定该块管片型号为b
iδ
,四个小棱镜、管片内侧的中心坐标和螺栓对齐标志延长到管片内侧圆弧边缘四个点位的编号及坐标分别为志延长到管片内侧圆弧边缘四个点位的编号及坐标分别为志延长到管片内侧圆弧边缘四个点位的编号及坐标分别为在b
iδ
管片上安装四个小棱镜和五个标定棱镜,使所有棱镜的棱镜面平行于该块管片背千斤顶面且小棱镜面对着全站仪方向,使用全站仪依次对准每个棱镜,并测量出相关坐标数据;步骤二,以1号棱镜为原点,3号棱镜至1号棱镜的连线为x轴正方向,结合左手坐标系原理建立棱镜坐标系;计算出该环b
iδ
管片2号棱镜和3号棱镜中点5号点位的坐标为:
根据公式(1)计算出该环b
iδ
管片1号棱镜和4号棱镜中点6号点位的坐标;步骤三,通过1号棱镜的坐标和3号棱镜的坐标计算出1号棱镜和3号棱镜的方位角α
iδ-l
、1号棱镜和3号棱镜的俯仰角β
iδ-l
::当时,θ=0
°
;当时,θ=180
°
;当时,θ=180
°
;当时,θ=360
°
;利用1号棱镜和3号棱镜的坐标,计算出1号棱镜和3号棱镜两点连线的直线方程,经过2号棱镜向1号棱镜和3号棱镜两点连接的直线做垂线,垂线和1号棱镜和3号棱镜两点连接的直线的交点为16号点位根据点到直线距离公式,计算出2号棱镜到1号棱镜和3号棱镜连线直线的距离s,同时计算出坐标;计算出2号棱镜坐标与16号点位的连线和水平面的夹角为:的连线和水平面的夹角为:的连线和水平面的夹角为:和连线相对和连线的滚动角为:即γ
iδ-l
为2号棱镜相对1号棱镜和3号棱镜连线的滚动角;步骤四,根据方位角α
iδ-l
、俯仰角β
iδ-l
和滚动角γ
iδ-l
构建棱镜标定姿态矩阵m
lδ
;步骤五,根据m
lδ
,计算出逆矩阵m
lδ-1
,结合已经测量出来的坐标,计算管片中心在棱镜坐标系下的标定数据,并记录标定数据:
同理,根据m
lδ-1
,结合已经测量出来的坐标,利用公式(7),计算管片7号、8号、9号、10号点位在棱镜坐标系下的标定数据,并记录标定数据;按照步骤一到步骤五,对每一块管片按照进行标定,并记录不同管片的δ标定数据。10.根据权利要求9所述的盾构机管片成型质量测量方法,其特征在于:管片上浮的计算方法包括如下步骤:步骤一,从1号棱镜开始,使用全站仪对准每一个小棱镜,系统测量并记录四个小棱镜的坐标数据和步骤二,以1号棱镜为原点,3号棱镜至1号棱镜的连线为x轴正方向,结合左手坐标系原理建立棱镜坐标系;根据和坐标数据,以及公式(2)、公式(3)、公式(4)和公式(5)计算此时管片下的1号棱镜和3号棱镜方位角α
i-l
、1号棱镜和3号棱镜方位角俯仰角β
i-l
、2号棱镜相对1号棱镜和3号棱镜连线的滚动角γ
i-l
,根据公式(6)计算出新的棱镜姿态矩阵m
l2
;步骤三,利用m
l2
和公式(8),结合1号棱镜坐标和标定数据,计算出该块管片内侧的中心坐标该块管片内侧的中心坐标同理,利用m
l2
和公式(8),结合1号棱镜坐标和标定数据、标定数据、标定数据、标定数据,分别计算出该块管片7号点位坐标8号点位坐标9号点位坐标和10号点位坐标步骤四,同时根据5号点位坐标、该块管片内侧的中心坐标和6号点位坐标的三个点坐标拟合出该环管片中心坐标和半径和半径
其中其中其中其中通过该环管片中心坐标和隧道的设计轴线进行对比计算出管片在初始测量时水平偏差和垂直偏差数据,记为初始偏差数据;步骤五,根据公式(9)计算出该环管片基于圆心圆的方程和平面方程;根据上述方法把该环管片可视空间上b
i
相邻的管片b
i 1
的坐标的坐标计算出来,并计算管片b
i 1
的初始偏差数据;步骤六,设置测量的间隔时间,根据设置时间测量b
i
管片4个小棱镜新坐标,并拟合出新的该环管片中心坐标通过新的管片中心坐标和隧道的设计轴线进行对比求出新的偏差数据,通过新的偏差数据和初始偏差数据进行对比,计算出管片的上浮数据;左右错台的计算方法包括如下步骤:根据b
i
管片圆的方程和b
i 1
管片上的坐标,计算出点是否在该圆上,若点位不在由b
i
管片计算出来的圆上,根据点到平面的距离公式,计算出在管片拟合出来圆的平面的坐标计算坐标和b
i
管片拟合出来圆心坐标的距离根据b
i
管片拟合出来圆的半径和判断点在圆内或者圆外;若该点在b
i
管片拟合出来圆内,b
i 1
管片相对于b
i
块管片的内部;若该点在b
i
管片拟合出来圆外,b
i 1
管片相对于b
i
块管片的外部;计算出左右管片的错台量;由于管片在拼装时,两块管片拼装成型后可能呈现的是内张开和外张开,两块管片之间呈现一定的角度,这个角度引出的误差不考虑;前后环的错台数据计算方法包括如下步骤:基于该环b
i
管片的和的坐标和下一环的(b
i
)'管片的)'管片的和的坐标;由于盾构机拼装管片主要为错缝拼装,该环的b
i
管片的7号点位对应下一环的(b
i
)'管片的9号点位,由于两个点位在管片没有错台情况下,空间中坐标数据是相同的,当管片发生错台,两个点位在空间中的直线距离即为前后错台的数据;依据公式(10)计算出该环b
i
基于7号点位错台数据该环b
i
基于8号点位错台计算方式同理;该环左右相邻管片的前后环错台数据计算方式相同:
计算出的管片错台情况,同时对比本环内左右相邻管片和前后环数据的变化情况,分析出前后环管片的变形情况;保留每一环管片拟合圆心的数据,分别计算出基于该块管片下的圆心坐标,依据初次的圆心坐标计算的偏差为初始数据,根据下一次测量数据计算出该环管片的上浮数据;依据测量管片数据的变化,可以实时跟踪出该环管片的变形情况。
技术总结
本发明提供了一种盾构机管片成型质量测量装置及方法,装置包括分别对应安装在接近管片四角位置的四个小棱镜、以及测量四个小棱镜坐标的全站仪,所述四个小棱镜面对全站仪方向,相邻两个所述小棱镜的连线平行于管片的边缘。本发明通过测量小棱镜的坐标信息来分析该环管片中心的上浮,可以拟合整环管片的圆心坐标,通过圆心坐标来计算出管片的浮动情况;同时在全站仪的可视空间内测量几块管片的拟合圆心坐标数据,不会因为单块管片的形变引起单个棱镜测量方法的数据误差。个棱镜测量方法的数据误差。个棱镜测量方法的数据误差。
技术研发人员:王龙驹 吴志洋 杨甜甜 王慈航 付凯凯 姚天成 刘泉 王大源 皇甫鹏岗
受保护的技术使用者:中交天和机械设备制造有限公司
技术研发日:2022.07.29
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。